电池模块在容器中的模块化且紧凑的植入
文献发布时间:2023-06-19 10:58:46
技术领域
本发明涉及用作电池模块的存储设施的运输容器和可运输的预制遮盖物,以便将这种电池模块用作例如用于电信领域中的电气/电子设备的备用电源。
背景技术
有时在下文中被简称为“模块”的电池模块是现有技术中已知的。它通常包括多个电化学电池,也简称为电池,多个电化学电池通过金属条彼此串联或并联地电连接。模块通常还包括用于监测和管理电池的电子电路,以特别是通过逐个电池地单独量取或成组电池的量取电压测量值或电流测量值来测量电池的充电状态和/或健康状态。该模块还可包括用于控制电池温度的装置。
多个电池模块可以安装在机架中。配备有这些模块的机架形成了独立的电源,独立的电源可被移动并安装在电子系统附近,在主电源或公用电源断电的情况下,该电子系统将由这些模块供电。多个机架可以相关联以向电子系统提供更大量的能量。机架可以被分组到容器中,该容器可以被放置在例如是货物列车或船等运输工具的底盘上,以便被运输到给定的位置。在运输领域中,容器是设计用于通过例如海上运输的不同运输模式来运输货物的箱形金属箱。容器的尺寸已经在国际级别被标准化。
EP-A-2,506,337公开了一种根据ISO标准的标准化尺寸的容器,该容器包括多个机架,每个机架用于容纳电池模块,每个机架包括这些模块的插入面,该容器的特征在于,至少一半机架被布置成使得模块的插入面正交于由容器的长度限定的方向。
目前电池模块通过垂直地堆叠模块被安装在容器中。因此,形成了模块的列。各列模块电连接在一起,直到达到为例如转换器的电子系统供电的期望电压。
转换器可以在通常从850V到1500V的相对宽的电压范围下运行。然而,容器的有限高度限制了可以堆叠在列中的模块的数量,并且因此限制了列可以输送的电压。如果期望增加电压,则必须在相邻列上继续堆叠模块,并将两个相邻列串联连接。根据期望电压,建立由串联连接的模块的列组成的支路,这些列的高度不同程度地完成,从而产生对容器上的能量造成不利影响的空位置。
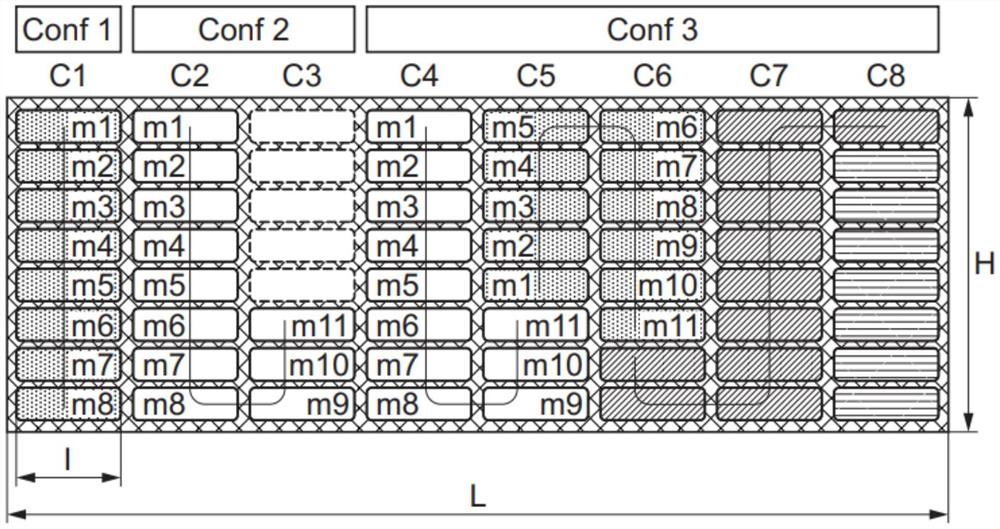
图1示出了第一配置Conf 1,其示出了堆叠的8个电池模块(m1至m8)以形成列C1。这8个电池模块串联连接以输出电压V1。注意,该配置1使得可以填充容器的整个高度。另一方面,示出了由8个模块(m1至m8)组成的第一列C2和包括3个模块(m9至m11)的第二相邻列C3以获得电压V
此外,将堆叠从一列延续到另一相邻列使得电气布线和定位平行支路相对复杂。对操作者而言安装和维护阶段则变得危险。这种情况在图1的Conf 3配置中示出。列C5包括3个模块m9至m11,这3个模块m9至m11与列C4的8个模块m1至m8串联连接。列C5也包括5个模块m1至m5,这5个模块m1至m5与列C6的6个模块m6至m11串联。应注意,在列C5中,与列C4的模块m1至m8相关联的3个模块m9至m11的第一组形成第一支路,与列C6的6个模块m6至m11相关联的5个模块m1至m5的第二组形成第二支路。列C5因此包括作为两个不同支路的部分的模块。这使得对于操作者来说安装和维护阶段是复杂的。
因此,需要一种方法来找到电池模块在容器或任何其它外壳中的最佳布置,并且最大化安装的能量,同时维持由容器输送的电压的模块性,这种模块性对于满足用户的不同电压要求是必要的。
发明内容
为此,本发明提供了一种用于在外壳中安装多个电池模块的方法,该电池模块能够被堆叠以形成一个或更多个列并且能够在同一列内串联连接,至少两个相邻的列能够串联连接,电池模块组能够输出选自由用户预先确定的电压V
a)确定一列电池模块的基本电压U,所述基本电压U=V
b)确定k
c)选择取自k
d)选择包括在从该组的最低值到该组的最高值的范围中的列的数量N;
e)在外壳中安装N个列,每列包括串联连接的电池模块的堆叠,并且输送至少等于列的基本电压U的电压;
f)执行列的串联连接以允许非同时地输送选自V
在一个实施例中,外壳具有长度L,并且该方法包括:通过将外壳的长度L除以列的数量N来确定列的宽度l。
根据一个实施例,该方法还包括:在步骤f)中,串联连接的k
根据一个实施例,该方法还包括:并联连接至少两个电池支路的步骤g)。
根据一个实施例,列的数量N等于n个值k
在一个实施例中,外壳是尺寸是标准化的预制的遮盖物或运输容器。
本发明还涉及一种包括多个电池模块的外壳,电池模块被堆叠在该外壳中形成N个列并且在同一列内串联连接,其中,两个相邻的列可以串联连接,电池模块组能够输出选自由用户预先确定的n个电压值V
在一个实施例中,N个列具有相同数量的电池模块。
在一个实施例中,在同一列内的两个电池模块之间的串联连接没有中断。
本发明还提供了一种用于在平行六面体形式的体积中安装多个平行六面体形式的电化学电池的方法,在该体积中每个电化学电池具有六个不同的取向,该方法包括以下步骤:
a)针对六个取向中的每一个,根据空间的三个方向中的每一个确定能够容纳在平行六面体形式的体积中的电化学电池的最大数量;
b)根据步骤a)中确定的电化学电池的最大数量,针对六个取向中的每一个计算体积的填充率;
c)由用户选择平行六面体形式的体积的最小填充率;
d)从六个可能的取向中选择一个或更多个取向,该一个或更多个取向的体积的填充率至少等于在步骤c)中选择的最小填充率。
根据一个实施例,具有平行六面体形式的体积是电池模块壳体的内部体积,或者是空间或容器的垂直体积。
根据一个实施例,具有平行六面体形式的体积是空间或容器的垂直体积,并且在步骤d)中采用的每个取向处,相应地堆叠最大数量n
在一个实施例中,多个层串联连接,并且能够输送列基本电压U,其中每个层包括一个或更多个电化学电池。
根据一个实施例,该方法还包括:在步骤d)中选择的取向中寻求与电压U兼容的电化学电池的布置的步骤e);在该步骤e)期间,通过将列电压U除以层的最大数量n
根据一个实施例,连接模式被确定为位于同一层上的电化学电池的串联和/或并联,使得这些电池输送小于或等于电压T的电压。
在一个实施例中,同一层的一个或更多个电化学电池被分组在一起以形成电池模块。
本发明还提供了一种方法,包括:
-执行如上所述的用于安装多个电池模块的方法的步骤,随后
-执行如上所述的用于在平行六面体形式的体积中安装多个平行六面体形式的电化学电池的方法的步骤。
附图说明
图1示出了电池模块Conf 1、Conf 2和Conf 3的三种配置。
图2表示平行六面体形状电池的高度(h)尺寸、宽度(W)尺寸和厚度(e)尺寸。
图3示出了在平行六面体形式的体积中平行六面体形式的电池的六个可能的取向A到F。
图4示出了电池模块的透视图,该电池模块可以被细分为三个子组件,每个子组件,每个子组件包括并联连接的22个电池,这三个子组件串联连接(称为22P3S)安装。
具体实施方式
根据本发明的方法被分解成两个步骤。在第一步骤中,寻求容器的最佳填充率,并且在第二步骤中,寻求电池对列的最佳填充率。
以下参照容器描述寻求最佳填充率的步骤的描述,容器也可以推广至任何外壳、建筑物的任何空间、旨在用于存储或运输电池模块的任何箱体,应当理解,外壳、建筑物的部分和箱体是平行六面体形式。
容器的体积由其高度H、其深度P和其最大水平尺寸L限定。这些尺寸可以满足ISO标准TC-104的要求。最大水平尺寸可以达到约5m。容器的内部体积旨在用于容纳多个列,每个列包括多个电池模块的堆叠。每个模块本身包括以串联和/或并联配置连接的至少两个电池的关联。电池可以是任何类型,例如镍镉、镍金属氢化物或锂离子。
电池模块通常容纳在机架中,该机架用作用于在同一列内堆叠模块的支撑件。列优选地基本上占用容器的全部高度。通常在将一个模块放置在另一个模块顶部上的两个模块之间设有空间,以允许这些模块的冷却和电缆的通过。通常在每列的顶部处的模块上方还设有空间。这些列沿着容器的最大水平尺寸L并置。电池模块在同一列内彼此串联连接。在同一列内堆叠的电池模块的电压之和是该列的基本电压U。
列通过电连接件串联连接。为了易于连接,电连接件连接两个相邻列。由串联连接的这些列生成的若干列的基本电压的相加使得可以获得由用户选择的预先确定的电压V
寻求容器的最佳填充率的
配备有电池模块的容器能够输送选自多个电压V
列的基本电压U被确定为:U=V
假设用户需要能够输出从以下4个电压中选择的电压的容器:V
表1
通过串联连接4、5、6和7列,可以近似地得到850V、1100V、1300V和1500V的期望电压,其中每个列输送210V的基本电压。串联的列的连接使得能够非同时地输送选自850V、1100V、1300V和1500V的每个电压。
表2
在所建立的倍数的n个系列中,选择在不同系列中采用的n个倍数的组,使得该组的最高值与该组的最低值之间的差值最小。该组的最高值与该组的最低值之间的差值越小,容器的填充率越好。在优选实施例中,该差值为零,即,n个倍数的值相同,并且对应于i从1到n的k
在从该组的最低值到该组的最高值的范围内选择待安装在容器中的列的数量N。
在一个实施例中,列的数量N等于该组的最高值。
在优选实施例中,待安装的列的数量N对应于k
然后,根据期望的电压V
在表2的示例中,在不同系列中采用的4个倍数的组包括:M(
在安装35个列的情况下,可以获得以下四种互斥的配置:
-8个支路和3个未使用的列,每个支路包括4个列,每个支路输送850V,或者
-7个支路,每个支路包括5个列,每个支路输送1100V,或者
-5个支路和5个未使用的列,每个支路包括输送1300V的6个列,或者
-5个支路,每个支路包括输送1500V的7个列。
对于1100V和1500V配置,容器占用率为100%。对于850V配置,容器占用率为32/35×100或91%,对于1300V配置,容器占用率为30/35×100或85%。
在安装36个列的情况下,可以获得以下四种互斥的配置:
-9个支路,每个支路包括4个列,每个支路输送850V,或者
-7个支路和未连接的列,每个支路包括5个列,每个支路输送1100V,或者
-6个支路,每个支路包括输送1300V的6个列,或者
-5个支路和未连接的列,每个支路包括输送1500V的7个列。
对于850V和1300V配置,容器占用率为100%。对于1100V和1500V配置,容器占用率是35/36×100或97%。
包括36个列的配置中的平均占用率大于包括35个列的配置中的平均占用率。因此,在该示例中优选安装36个列而不是35个列。
本发明使得能够模块化地植入电池模块。模块化是用户从容器能够输送的若干电压V
本发明使得能够增加电池模块的紧凑性,因为每列包括相同数量的电池模块。没有部分地填充有电池模块的列,并且因为每个列输送相同的基本电压,因此避免了图2的配置,图2的配置中,列包括空位置,这对容器上的能量有不利影响。
在
因此,在该第一步骤结束时可以获得列的尺寸。在该方法的第二步中使用这些尺寸的知识来寻求电池在列中的布置,以实现电池对列的最佳填充率。
2)寻求电池对列的最佳填充率:
在
每个电池可以比作如图2所示的高度h、宽度W和厚度e的平行六面体。其在列体积中具有六个不同的取向。这六个取向在图3中示意性地示出,并表示为A至F。
寻求最佳填充率包括:针对六个可能取向中的每一个,计算列体积中可容纳的电池的数量。考虑安装电池模块所需的间隙和其它技术约束,特别是考虑在模块周围设置空间以确保其冷却来进行该计算。这个间隙被包括在计算的剩余部分中所使用的电池的尺寸h、W和e中。
针对六个取向A到F中的每一个,计算如下各项:
–沿列的宽度方向l能够并置的电池的数量n
–沿列的深度方向P能够并置的电池的数量n
–沿列的高度方向H能够并置(或堆叠)的电池的数量n
例如对于取向A,通过用列的宽度l除以电池的高度h获得n
仅保留填充率大于预先确定的阈值的那些取向。使用者选择的填充率优选地大于75%,更优选地大于90%,并且甚至更优选地大于95%。
在示例中说明了计算填充率的原理,其中电池具有148mm的宽度W、26.5mm的厚度e和91mm的高度h。列具有260mm的深度P,2300mm的高度和945mm的宽度l。列的宽度、深度和高度分别沿图3的X、Y和Z轴延伸。
表3
表3指示了列中电池的取向A至F中的每一个的填充率。考虑安装电池模块所需的间隙来执行该计算。在填充率的75%的阈值下,能够获得高填充率的取向是取向C、D、E和F。
已经在找到容器列中的电池的最佳取向的情况下描述了该方法,该方法还可以应用于确定模块的壳体中(如在平行六面体形式的任何其它体积)的电池的取向。
在
通过将从串联连接的每个模块输出的电压相加,获得列的基本电压U。在容器的高度方向上堆叠的模块的数量是模块的数量n
下面通过从表3中取出的数值来示出确定串联/并联连接模式的原理。对于所采用的取向C、D、E和F,被舍入到较小整数的堆叠模块的最大数量n
-对于取向C,模块的81个电池可以以27P3S布置连接,即包括串联连接的电池的3个子组,每个子组包括并联连接的27个电池。
-对于取向D,模块的66个电池可以以22P3S布置连接,即包括串联连接的电池的3个子组,每个子组包括并联连接的22个电池。这种布置在图4中示出。
-对于取向E,模块的54个电池可以以18P3S布置连接,即包括串联连接的电池的3个子组,每个子组包括并联连接的18个电池。
-对于取向F,模块的12个电池可以并联连接。
在四个取向C、D、E和F中,采用(一个或更多个)取向,这使得可以接近但不超过要供给至模块的电压T。在该示例中:
-取向C的布置27P3S对应于12V的模块电压,12V的模块电压小于14V的期望电压T。因此采用取向C的布置。
-取向D的布置22P3S对应于12V的模块电压,12V的模块电压小于14V的期望电压T。因此采用取向D的布置。
-取向E的布置18P3S对应于12V的模块电压,12V的模块电压大于9.54V的期望电压T。因此排除了取向E的布置。
取向F的布置对应于4V的模块电压,4V的模块电压大于2.63V的期望电压T。因此排除了取向F的布置。
最后,在
总之,根据本发明的方法使得能够增加其中安装有电池模块的容器的能量密度。能够将最大能量装入容器使得能够降低每kWh的运行成本。
- 电池模块在容器中的模块化且紧凑的植入
- 抑制杆件磨损和改善模块化和非模块化矫形外科植入物中的锥形锁定的聚合物套管及其制造和加工