一种涂料自动喷涂设备及其控制系统
文献发布时间:2023-06-19 11:00:24
技术领域
本发明涉及一种喷涂系统,具体的说,涉及一种涂料自动喷涂设备及其控制系统,属于喷涂设备技术领域。
背景技术
钢坯在加热之前,需在其表面喷涂一层热处理保护涂层,涂料在常温和低温下,呈固体状态,有一定的机械性能和粘附性能,在高温加热的过程中,涂层在高温下会经历烧结-软化-熔融的过程,涂层逐渐软化进而转变为半熔态甚至全熔态,涂层的致密性大大提高,逐步在钢坯表面形成一层致密的保护膜。这层致密的防氧化保护膜会将加热的钢坯与氧化性气氛隔离开,阻止氧化性气氛向金属表面的扩散,从而将加热金属保护起来,减少了加热过程中金属表面的氧化烧损。
尽管钢坯加热过程的热处理保护涂层技术的研究由来已久,可多年来更多的钢坯表面防护涂层产品仅局限于针对特殊钢种而进行的小规模防护应用,在国内外虽然有一定的影响,却还没有得到普及和推广,造成这一结果的原因在于:与防护涂层适应性高的喷涂设备要求极高,存在很多的技术缺陷得不到解决,所以有关钢坯自动喷涂设备的研究鲜有人做,导致喷涂设备与实际的钢铁轧制大工业流水线生产工艺不相吻合,限制了钢坯涂层防护技术的推广。
现阶段,关于钢坯保护涂层的喷涂设备存在以下技术问题:
1、喷涂设备的自动化程度还有待提高,喷涂过程往往需要人工参与,实现不了全自动化,人力成本较高;
2、喷涂后涂层的附着力低,钢坯因环境或者生产的影响,表面会有多种附着物,有些工艺阶段还会使钢坯的表面产生不规则形状,这些附着物以及不规则表面都会降低保护涂层的附着力,影响钢坯表面质量;
3、钢坯因长度和重量的影响,不便于在喷涂过程中进行输送、翻转,钢坯的表面不便于实现全方位喷涂,整个喷涂过程往往需多步进行操作,导致喷涂效率较低;
4、喷涂过程是对钢坯逐一进行喷涂,使产量得不到有效提升,不适合大规模批量化生产;
5、喷涂过程的连续性较差,实现不了连续操作;
6、喷涂过程产生的多余雾化涂料,极易造成对环境的污染,也会对现场工作人员的健康带来了许多的危害,多余雾化涂料得不到有效回收再利用。
综上可知,现有技术在实际使用上显然存在不便与缺陷,所以有必要提出一种新型的涂料自动喷涂设备来解决现有技术的缺陷。
发明内容
本发明针对背景技术中的不足,提供一种涂料自动喷涂设备,可以实现喷涂过程的全自动化;提高喷涂后涂层的附着力,提升钢坯表面质量;实现对钢坯的全方位自动喷涂,提升喷涂效率;实现对钢坯的大规模批量化喷涂,使产量得到显著提升;实现喷涂过程的连续性;减少喷涂过程对环境造成的污染,多余雾化涂料有效回收再利用。
为解决以上技术问题,本发明采用以下技术方案:
一种涂料自动喷涂设备,包括并排设置的去皮房和喷涂房,去皮房和喷涂房的内部贯穿有两条并列设置的托辊输送线,两条托辊输送线之间设有举升块和举升托板,举升块位于去皮房的内腔底部,举升托板位于喷涂房的内腔底部;
所述举升托板的顶部设置有三个举升臂,举升臂的顶部设有弧形凹槽,弧形凹槽与钢坯的外形相适应;所述举升托板的底部与气缸连接;
所述举升托板的两侧分别设有一个涂料分流箱,两个涂料分流箱可相向运动,涂料分流箱靠近托辊输送线的一侧安装有喷杆;所述涂料分流箱远离托辊输送线的一侧安装有伸缩管,伸缩管与涂料分流箱内腔相连通,伸缩管的数量为两个,两个伸缩管呈对称设置;所述伸缩管的一端与涂料进管的一端相连接;所述涂料进管的数量为两个,两个涂料进管上均安装有喷涂电磁阀;所述涂料进管的一端与分流阀的两个出料端口相连接,分流阀的进料端口与涂料储料罐的出口通过管路连接,管路上安装有喷涂泵。
进一步地,所述举升块的两侧分别设有一个多轴齿轮箱,两个多轴齿轮箱可相向运动,多轴齿轮箱内部均安装有三个承托筒体,承托筒体的周围设有从动齿轮组,从动齿轮组包括多个呈圆周分布的从动齿轮,相邻从动齿轮之间进行啮合,从动齿轮均与毛刷辊连接,毛刷辊位于多轴齿轮箱靠近托辊输送线的一侧;
所述多轴齿轮箱和涂料分流箱的底部均固接有滑块,滑块分别与直线滑轨滑动连接,直线滑轨安装在去皮房和喷涂房的内腔底部;所述滑块的外部分别与气缸的活塞杆连接。
进一步地,所述承托筒体由圆筒和锥筒两部分组成,锥筒位于多轴齿轮箱靠近托辊输送线的一侧,圆筒位于多轴齿轮箱远离托辊输送线的一侧;所述圆筒的内端与锥筒的小径端固定连接,锥筒大径端的端面与多轴齿轮箱的外壁面平齐设置;所述圆筒的外端面与多轴齿轮箱的外壁面平齐设置;所述圆筒的内径大于钢坯的直径;
所述从动齿轮组由主动齿轮进行驱动,主动齿轮的数量为三个,主动齿轮位于每个从动齿轮组的上方,主动齿轮分别与从动齿轮组中最上方的从动齿轮进行啮合;相邻主动齿轮之间通过传动链条进行连接,中间的主动齿轮与毛刷电机输出轴连接,毛刷电机固接于多轴齿轮箱的外壁面上。
进一步地,所述涂料分流箱靠近托辊输送线的一侧安装有三组喷杆,喷杆均水平设置,每组喷杆包括三个呈等边三角形分布的喷杆,所述喷杆的端部均安装有雾化喷头;
所述托辊输送线沿去皮房和喷涂房的宽度方向设置,所述的两条托辊输送线分别由一台步进电机进行驱动,步进电机位于托辊输送线输送初始端的外侧,两台步进电机呈对称设置;
所述去皮房的内腔通过管路与除尘箱相连通,管路上安装有引风风机;所述喷涂房的内腔通过回收管与涂料储料罐内腔相连通,管路上安装有回流泵。
进一步地,所述去皮房靠近托辊输送线输送初始端的一侧设置有去皮房进口,去皮房远离托辊输送线输送初始端的一侧设置有去皮房出口;所述喷涂房靠近托辊输送线输送初始端的一侧设置有喷涂房进口,喷涂房远离托辊输送线输送初始端的一侧设置有喷涂房出口;所述去皮房进口、去皮房出口、喷涂房进口和喷涂房出口内穿设有托辊输送线;所述去皮房进口、去皮房出口、喷涂房进口和喷涂房出口的外侧分别设置有对开式的门板;所述门板分别与气缸的活塞杆连接。
一种涂料自动喷涂设备的控制系统,包括主控模块、驱动模块和PLC模块,所述PLC模块包括PLC控制器,PLC控制器的型号为FX3U-64MT;
所述三相电源的L1线、L2线、L3线连接有接触器KM1开关一端,接触器KM1开关另一端连接有热继电器FR1一端,热继电器FR1另一端连接有电机M1,此部分用于去皮房引风风机控制,三相电源L1线连接有继电器KA05开关一端,继电器KA05开关另一点连接有接触器KM1线圈一端,接触器KM1线圈另一端连接有热继电器FR1常闭触点一端,热继电器FR1常闭触点另一端接N线,接触器KM1的常开触点一端连接有PLC控制器的输入端X31脚,接触器KM1的常开触点另一端接N线;
所述三相电源的L1线、L2线、L3线连接有接触器KM2开关一端,接触器KM2开关另一端连接有热继电器FR2一端,热继电器FR2另一端连接有电机M2,此部分用于喷涂房喷涂泵控制,三相电源的L1线连接有继电器KA06开关一端,继电器KA06开关另一点连接有接触器KM2线圈一端,接触器KM2线圈另一端连接有热继电器FR2常闭触点一端,热继电器FR2常闭触点另一端接N线,接触器KM2的常开触点一端连接有PLC控制器的输入端X32脚,接触器KM2的常开触点另一端接N线;
所述三相电源的L1线、L2线、L3线连接有接触器KM3开关一端,接触器KM3开关另一端连接有热继电器FR3一端,热继电器FR3另一端连接有电机M3,此部分用于喷涂房回流泵控制,三相电源的L1线连接有继电器KA07开关一端,继电器KA07开关另一点连接有接触器KM3线圈一端,接触器KM3线圈另一端连接有热继电器FR3常闭触点一端,热继电器FR3常闭触点另一端接N线,接触器KM3的常开触点一端连接有PLC控制器的输入端X33脚,接触器KM3的常开触点另一端接N线。
进一步地,所述驱动模块包括变频器Q1,变频器Q1的FWD脚连接有继电器KA01开关一端,继电器KA01开关另一端接变频器Q1的COM脚,变频器Q1的DI1脚连接有继电器KA02开关一端,继电器KA02开关另一端接变频器Q1的COM脚,变频器Q1的TA脚连接有PLC控制器的输入端X02脚,变频器Q1的TC脚接0V,变频器Q1的R脚、S脚和T脚连接有三相电源的L1线、L2线和L3线,变频器Q1的U脚、V脚、W脚和TE脚连接有电机M4,用于1#毛刷电机的变频驱动控制;
所述驱动模块还包括变频器Q2,变频器Q2的FWD脚连接有继电器KA03开关一端,继电器KA03开关另一端接变频器Q2的COM脚,变频器Q2的DI1脚连接有继电器KA04开关一端,继电器KA04开关另一端接变频器Q2的COM脚,变频器Q2的TA脚连接有PLC控制器的输入端X03脚,变频器Q2的TC脚接0V,变频器Q2的R脚、S脚和T脚连接有三相电源的L1线、L2线和L3线,变频器Q2的U脚、V脚、W脚和TE脚连接有电机M5,用于2#毛刷电机的变频驱动控制;
所述驱动模块还包括托辊步进驱动Q3,托辊步进驱动Q3的PLS+脚和DIR+脚接+24V,托辊步进驱动Q3的PLS-脚连接有电阻R1一端,电阻R1另一端连接有PLC控制器的OUTPUT01单元U3的Y0脚,托辊步进驱动Q3的DIR-脚连接有电阻R2一端,电阻R2另一端连接有PLC控制器的OUTPUT01单元U3的Y1脚,托辊步进驱动Q3的ALM脚接0V,托辊步进驱动Q3的COM脚连接有PLC控制器的输入端X01脚,托辊步进驱动Q3的A+脚、A-脚、B+脚和B-脚连接有电机M6,用于托辊输送步进电机的驱动。
进一步地,所述PLC控制器的输入端X04脚连接有位移传感器F1一端,位移传感器F1另一端接0V,此部分用于去皮房进口门板开检测,PLC控制器的输入端X05脚连接有位移传感器F2一端,位移传感器F2另一端接0V,此部分用于去皮房进口门板关检测,PLC控制器的输入端X06脚连接有位移传感器F3一端,位移传感器F3另一端接0V,此部分用于去皮房出口门板开检测,PLC控制器的输入端X07脚连接有位移传感器F4一端,位移传感器F4另一端接0V,此部分用于去皮房出口门板关检测,PLC控制器的输入端X10脚连接有位移传感器F5一端,位移传感器F5另一端接0V,此部分用于去皮房顶升气缸上检测,PLC控制器的输入端X11脚连接有位移传感器F6一端,位移传感器F6另一端接0V,此部分用于去皮房顶升气缸下检测,PLC控制器的输入端X12脚连接有位移传感器F7一端,位移传感器F7另一端接0V,此部分用于去皮房1#毛刷气缸出检测,PLC控制器的输入端X13脚连接有位移传感器F8一端,位移传感器F8另一端接0V,此部分用于去皮房1#毛刷气缸回检测,PLC控制器的输入端X14脚连接有位移传感器F9一端,位移传感器F9另一端接0V,此部分用于去皮房2#毛刷气缸出检测,PLC控制器的输入端X15脚连接有位移传感器F10一端,位移传感器F10另一端接0V,此部分用于去皮房2#毛刷气缸回检测;
所述PLC控制器的输入端X16脚连接有位移传感器F11一端,位移传感器F11另一端接0V,此部分用于喷涂房进口门板开检测,PLC控制器的输入端X17脚连接有位移传感器F12一端,位移传感器F12另一端接0V,此部分用于喷涂房进口门板关检测,PLC控制器的输入端X20脚连接有位移传感器F13一端,位移传感器F13另一端接0V,此部分用于喷涂房出口门板开检测,PLC控制器的输入端X21脚连接有位移传感器F14一端,位移传感器F14另一端接0V,此部分用于喷涂房出口门板关检测,PLC控制器的输入端X22脚连接有位移传感器F15一端,位移传感器F15另一端接0V,此部分用于喷涂房顶升气缸上检测,PLC控制器的输入端X23脚连接有位移传感器F16一端,位移传感器F16另一端接0V,此部分用于喷涂房顶升气缸下检测,PLC控制器的输入端X24脚连接有位移传感器F17一端,位移传感器F17另一端接0V,此部分用于喷涂房1#伸缩气缸出检测,PLC控制器的输入端X25脚连接有位移传感器F18一端,位移传感器F18另一端接0V,此部分用于喷涂房1#伸缩气缸回检测,PLC控制器的输入端X26脚连接有位移传感器F19一端,位移传感器F19另一端接0V,此部分用于喷涂房2#伸缩气缸出检测,PLC控制器的输入端X27脚连接有位移传感器F20一端,位移传感器F20另一端接0V,此部分用于喷涂房2#伸缩气缸回检测。
进一步地,所述PLC控制器的输入端X00脚连接有接近开关SQ1一端,接近开关SQ1另一端接+24V和0V,此部分用于托辊输送步进电机检测,输入端的X01脚用于托辊输送步进电机报警,输入端的X02脚用于1#毛刷电机报警,输入端的X03脚用于2#毛刷电机报警;所述PLC控制器的输入端X30脚连接有接近开关SQ2一端,接近开关SQ2另一端接+24V和0V,此部分用于涂液液位检测,PLC控制器的输入端X31脚用于去皮房引风风机运行控制,PLC控制器的输入端X32脚用于喷涂泵运行控制,PLC控制器的输入端X33脚用于回流泵运行控制,PLC控制器的输入端X34脚连接有按钮SE1一端,按钮SE1另一端接0V,此部分用于启动按钮控制,PLC控制器的输入端X35脚连接有按钮SE2一端,按钮SE2另一端接0V,此部分用于停止按钮控制,PLC控制器的输入端X36脚连接有按钮SE3一端,按钮SE3另一端接0V,此部分用于急停按钮控制。
进一步地,所述PLC控制器的输出端Y0脚用于托辊输送步进电机脉冲控制,PLC控制器的输出端Y1脚用于托辊输送步进电机方向控制,PLC控制器的输出端Y2脚连接有继电器KA01线圈一端,继电器KA01线圈另一端接+24V,此部分用于1#毛刷电机变频启动控制,PLC控制器的输出端Y3脚连接有继电器KA02线圈一端,继电器KA02线圈另一端接+24V,此部分用于1#毛刷电机变频高低速切换控制,PLC控制器的输出端Y4脚连接有继电器KA03线圈一端,继电器KA03线圈另一端接+24V,此部分用于2#毛刷电机变频启动控制,PLC控制器的输出端Y5脚连接有继电器KA04线圈一端,继电器KA04线圈另一端接+24V,此部分用于2#毛刷电机变频高低速切换控制;
所述PLC控制器的输出端Y6脚连接有连接有电磁阀YV1一端,电磁阀YV1另一端接+24V,此部分用于去皮房进口门板气缸控制,PLC控制器的输出端Y7脚连接有连接有电磁阀YV2一端,电磁阀YV2另一端接+24V,此部分用于去皮房出口门板气缸控制,PLC控制器的输出端Y10脚连接有连接有电磁阀YV3一端,电磁阀YV3另一端接+24V,此部分用于去皮房顶升气缸控制,PLC控制器的输出端Y11脚连接有连接有电磁阀YV4一端,电磁阀YV4另一端接+24V,此部分用于去皮房1#毛刷气缸控制,PLC控制器的输出端Y12脚连接有连接有电磁阀YV5一端,电磁阀YV5另一端接+24V,此部分用于去皮房2#毛刷气缸控制,PLC控制器的输出端Y13脚连接有连接有电磁阀YV6一端,电磁阀YV6另一端接+24V,此部分用于喷涂房进口门板气缸控制,PLC控制器的输出端Y14脚连接有连接有电磁阀YV7一端,电磁阀YV7另一端接+24V,此部分用于喷涂房出口门板气缸控制,PLC控制器的输出端Y15脚连接有连接有电磁阀YV8一端,电磁阀YV8另一端接+24V,此部分用于喷涂房顶升气缸控制,PLC控制器的输出端Y16脚连接有连接有电磁阀YV9一端,电磁阀YV9另一端接+24V,此部分用于喷涂房1#伸缩气缸控制,PLC控制器的输出端Y17脚连接有连接有电磁阀YV10一端,电磁阀YV10另一端接+24V,此部分用于喷涂房2#伸缩气缸控制。
本发明采用以上技术方案后,与现有技术相比,具有以下优点:
钢坯通过托辊输送线依次被输送至去皮房、喷涂房内进行表面除杂以及喷涂工作,钢坯的表面除杂以及喷涂过程实现自动化;
钢坯两端对称设置的毛刷辊进行高速转动将钢坯表面的附着物全面清除,清除效率较高,清除过程附着物无残留,高速转动的毛刷辊还会使钢坯的表面尽可能规则,附着物的清除以及钢坯表面的规则都会提高保护涂层的附着力,提高钢坯表面质量;
钢坯两侧的喷杆和雾化喷头在气缸作用下同步相向运动,雾化喷头运动过程中对钢坯表面进行全方位均匀喷涂,钢坯两侧同步进行喷涂,喷涂效率显著提升,雾化喷头在气缸作用下可往复喷涂,以确保喷涂厚度的均匀性;
钢坯可以按批量自动喷涂,单次可以完成对多个钢坯的同步喷涂,产量显著提升;
钢坯在托辊输送线以及各个气缸的配合实现步进式输送,输送过程中连续完成各个喷涂动作;
去皮房和喷涂房进出口外部的门板均可自动封闭,避免粉尘、雾化涂料等泄露至空气中,喷涂过程产生的多余雾化涂料及时通过回收泵输送至涂料存储罐内,既可以实现对涂料的再回收,还可以减少对环境造成的污染。
下面结合附图和实施例对本发明进行详细说明。
附图说明
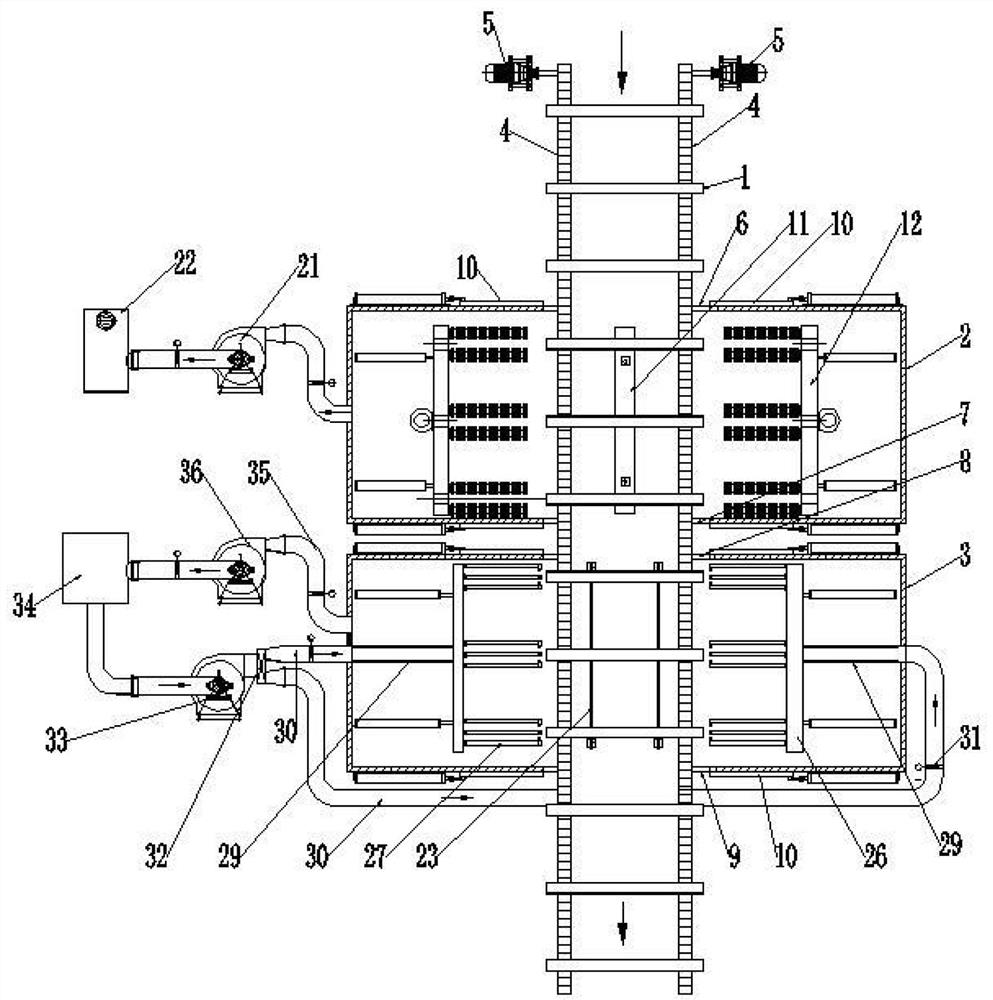
图1是本发明的整体结构示意图;
图2是多轴齿轮箱的安装示意图;
图3是图2的结构主视图;
图4是多轴齿轮箱的内部结构示意图;
图5是涂料分流箱的安装示意图;
图6是喷涂过程中雾化喷头与钢坯的位置结构示意图;
图7是分流阀的安装示意图;
图8是控制系统中主控模块的电气原理图;
图9是控制系统中驱动模块中变频驱动的电气原理图;
图10是控制系统中驱动模块中步进驱动的电气原理图;
图11和图12是控制系统中PLC模块的输入端的电气原理图;
图13和图14是控制系统中PLC模块的输出端的电气原理图。
图中,1-钢坯,2-去皮房,3-喷涂房,4-托辊输送线,5-步进电机,6-去皮房进口,7-去皮房出口,8-喷涂房进口,9-喷涂房出口,10-门板,11-举升块,12-多轴齿轮箱,13-滑块,14-直线滑轨,15-承托筒体,16-从动齿轮组,17-主动齿轮,18-传动链条,19-毛刷电机,20-毛刷辊,21-引风风机,22-除尘箱,23-举升托板,24-举升臂,25-弧形凹槽,26-涂料分流箱,27-喷杆,28-雾化喷头,29-伸缩管,30-涂料进管,31-喷涂电磁阀,32-分流阀,33-喷涂泵,34-涂料储料罐,35-回收管,36-回流泵。
具体实施方式
为了对本发明的技术特征、目的和效果有更加清楚的理解,现对照附图说明本发明的具体实施方式。
实施例1一种涂料自动喷涂设备
如图1-图7共同所示,本发明提供一种涂料自动喷涂设备,包括并排设置的去皮房2和喷涂房3,去皮房2和喷涂房3均为长方体箱型结构,去皮房2和喷涂房3的内部贯穿设置有托辊输送线4,托辊输送线4用于等间距输送钢坯1,钢坯1为圆棒结构,托辊输送线4的输送方向与钢坯1的长度方向垂直。
所述托辊输送线4沿去皮房2和喷涂房3的宽度方向设置,所述托辊输送线4的数量为两条,两条托辊输送线4并列设置,托辊输送线4并列设置的好处在于方便输送长度较长的钢坯1;所述托辊输送线4分别由一台步进电机5进行驱动,步进电机5位于托辊输送线4输送初始端的外侧,两台步进电机5呈对称设置,两台步进电机5同步工作,实现两条托辊输送线4的同步运转。
所述去皮房2靠近托辊输送线4输送初始端的一侧设置有去皮房进口6,所述去皮房2远离托辊输送线4输送初始端的一侧设置有去皮房出口7。
所述喷涂房3靠近托辊输送线4输送初始端的一侧设置有喷涂房进口8,喷涂房进口8与去皮房出口7相邻设置,所述喷涂房3远离托辊输送线4输送初始端的一侧设置有喷涂房出口9。
所述去皮房进口6、去皮房出口7、喷涂房进口8和喷涂房出口9内穿设有托辊输送线4;所述去皮房进口6、去皮房出口7、喷涂房进口8和喷涂房出口9的外侧分别设置有对开式的门板10,对开式的门板10用于实现去皮房进口6、去皮房出口7、喷涂房进口8和喷涂房出口9的启闭,进而实现对去皮房2和喷涂房3的密封,避免除杂、喷涂过程中产生的废屑和多余涂料造成对环境的污染。
所述门板10分别与气缸的活塞杆连接,气缸伸缩实现对开式门板10的闭合或开启。
所述的两条托辊输送线4之间设置有举升块11,举升块11位于去皮房2的内腔底部,举升块11用于托举钢坯1;所述举升块11的长度方向与托辊输送线4的输送方向相同;所述举升块11的底部与气缸连接,气缸伸出实现举升块11的上升,进而将钢坯1从托辊输送线4上举升起来。
所述举升块11的两侧分别设置有一个多轴齿轮箱12,两个多轴齿轮箱12呈对称设置;所述多轴齿轮箱12的底部固接有两个滑块13,滑块13分别与一条直线滑轨14滑动连接,两条直线滑轨14平行安装在去皮房2的内腔底部;所述滑块13的外部分别与气缸的活塞杆连接,两侧的气缸同步伸出实现两个多轴齿轮箱12的相向运动。
所述多轴齿轮箱12内部安装有一排承托筒体15,承托筒体15的数量为三个,相邻承托筒体15之间等间距设置,承托筒体15的中心线与举升后钢坯1的轴线共线设置;所述承托筒体15用于在除杂过程中对钢坯1的两端进行承托,所述承托筒体15由圆筒和锥筒两部分组成,锥筒位于多轴齿轮箱12靠近托辊输送线4的一侧,圆筒位于多轴齿轮箱12远离托辊输送线4的一侧;所述圆筒的内端与锥筒的小径端固定连接,锥筒大径端的端面与多轴齿轮箱12的外壁面平齐设置;所述圆筒的外端面与多轴齿轮箱12的外壁面平齐设置;所述圆筒的内径大于钢坯1的直径;钢坯1表面在除附着物的过程中,钢坯1的端部经锥筒后再插入圆筒内进行承托。
所述承托筒体15的周围分别设有一个从动齿轮组16,从动齿轮组16包括多个呈圆周分布的从动齿轮,相邻从动齿轮之间进行啮合;所述从动齿轮均与毛刷辊20进行连接,毛刷辊20位于多轴齿轮箱12靠近托辊输送线4的一侧;所述从动齿轮与毛刷辊20一一对应,从动齿轮的转动实现毛刷辊20的转动。
所述毛刷辊20的高速转动以去除钢坯1表面的附着物,呈圆周分布的多个毛刷辊20在钢坯1周围同步转动,可将钢坯1表面的附着物全面清除,清除过程附着物无残留。
所述从动齿轮组16由主动齿轮17进行驱动,主动齿轮17的数量为三个,主动齿轮17位于每个从动齿轮组16的上方,主动齿轮17分别与从动齿轮组16中最上方的从动齿轮进行啮合,主动齿轮17转动带动从动齿轮组16内每个从动齿轮的转动;相邻主动齿轮17之间通过传动链条18进行连接,中间的主动齿轮17与毛刷电机19的输出轴进行连接,毛刷电机19固接于多轴齿轮箱12的外壁面上;毛刷电机19的转动实现三个主动齿轮17的同步转动,进而实现3个从动齿轮组16内每个从动齿轮的转动,最终实现毛刷辊20的转动,毛刷电机19提供毛刷辊20旋转的动力来源。
所述去皮房2的内腔通过管路与除尘箱22相连通,其中管路上安装有引风风机21,引风风机21将钢坯1除杂去皮过程产生的废屑残渣导至除尘箱22内处理,以确保确保去皮房2内的洁净度。
所述的两条托辊输送线4之间有两个并列设置的举升托板23,举升托板23位于喷涂房3的内腔底部,举升托板23用于将除杂处理后的钢坯1进行托举,以便喷涂;所述举升托板23的顶部设置有三个举升臂24,举升臂24的顶部设有弧形凹槽25,弧形凹槽25与钢坯1的外形相适应;所述举升托板23的底部与气缸连接,气缸伸出实现举升托板23的上升,进而将钢坯1从托辊输送线4上举升起来。
所述举升托板23的两侧分别设置有一个涂料分流箱26,两个涂料分流箱26呈对称设置;所述涂料分流箱26的底部固接有两个滑块13,滑块13分别与一条直线滑轨14滑动连接,两条直线滑轨14平行安装在喷涂房3的内腔底部;所述滑块13的外部分别与气缸的活塞杆连接,两侧的气缸同步伸出实现两个涂料分流箱26的相向运动。
所述涂料分流箱26起到分流的作用,涂料分流箱26将涂料分流至各个喷杆27内;所述涂料分流箱26靠近托辊输送线4的一侧安装有三组喷杆27,喷杆27均水平设置,每组喷杆27包括三个呈等边三角形分布的喷杆27,等边三角形的中心线与举升后钢坯1的轴线共线;所述喷杆27的端部均安装有雾化喷头28,雾化喷头28可在钢坯1的周围滑动,实现对钢坯1表面的均匀喷涂。
两个涂料分流箱26同步相向运动,带动两侧的喷杆27和雾化喷头28同步相向运动,对钢坯1的两侧同步进行喷涂,喷涂效率显著提升。
所述涂料分流箱26远离托辊输送线4的一侧与伸缩管29的一端相连接,伸缩管29与涂料分流箱26内腔相连通,伸缩管29的数量为两个,两个伸缩管29呈对称设置;所述伸缩管29的另一端与涂料进管30的一端相连接;所述涂料进管30的数量为两个,两个涂料进管30上均安装有喷涂电磁阀31;所述涂料进管30的一端与分流阀32的两个出料端口相连接,分流阀32将涂料一分为二,分流阀32的进料端口与涂料储料罐34的出口通过管路连接,管路上安装有喷涂泵33。
所述涂料储料罐34用于储存待喷涂的涂料,涂料储料罐34内的涂料依次经喷涂泵33、分流阀32、涂料进管30、伸缩管29、喷杆27到达雾化喷头28处。
所述喷涂房3的内腔通过回收管35与涂料储料罐34内腔相连通,管路上安装有回流泵36,回流泵36将喷涂过程产生的多余雾化涂料泵送至涂料储料罐34,以便回收利用。
一种涂料自动喷涂设备的控制系统包括主控模块、驱动模块和PLC模块。
如图8所示,所述主控模块包括380V三相电源R线、S线、T线和N线,380V三相电源R线、S线、T线和N 线连接有断路器QF1一端,断路器QF1另一端接三相电源的L1线、L2线、L3线和N 线,三相电源的L1线、L2线、L3线连接有变频器Q1和变频器Q2,三相电源L1线和N线连接有开关电源一端和PLC模块,开关电源另一端输出+24V和0V。
所述三相电源的L1线、L2线、L3线连接有接触器KM1开关一端,接触器KM1开关另一端连接有热继电器FR1一端,热继电器FR1另一端连接有电机M1,此部分用于去皮房引风风机控制,三相电源L1线连接有继电器KA05开关一端,继电器KA05开关另一点连接有接触器KM1线圈一端,接触器KM1线圈另一端连接有热继电器FR1常闭触点一端,热继电器FR1常闭触点另一端接N线,接触器KM1的常开触点一端连接有PLC控制器的输入端X31脚,接触器KM1的常开触点另一端接N线。
所述三相电源的L1线、L2线、L3线连接有接触器KM2开关一端,接触器KM2开关另一端连接有热继电器FR2一端,热继电器FR2另一端连接有电机M2,此部分用于喷涂房喷涂泵控制,三相电源的L1线连接有继电器KA06开关一端,继电器KA06开关另一点连接有接触器KM2线圈一端,接触器KM2线圈另一端连接有热继电器FR2常闭触点一端,热继电器FR2常闭触点另一端接N线,接触器KM2的常开触点一端连接有PLC控制器的输入端X32脚,接触器KM2的常开触点另一端接N线。
所述三相电源的L1线、L2线、L3线连接有接触器KM3开关一端,接触器KM3开关另一端连接有热继电器FR3一端,热继电器FR3另一端连接有电机M3,此部分用于喷涂房回流泵控制,三相电源的L1线连接有继电器KA07开关一端,继电器KA07开关另一点连接有接触器KM3线圈一端,接触器KM3线圈另一端连接有热继电器FR3常闭触点一端,热继电器FR3常闭触点另一端接N线,接触器KM3的常开触点一端连接有PLC控制器的输入端X33脚,接触器KM3的常开触点另一端接N线。
如图9所示,所述驱动模块包括变频器Q1,变频器Q1的FWD脚连接有继电器KA01开关一端,继电器KA01开关另一端接变频器Q1的COM脚,变频器Q1的DI1脚连接有继电器KA02开关一端,继电器KA02开关另一端接变频器Q1的COM脚,变频器Q1的TA脚连接有PLC控制器的输入端X02脚,变频器Q1的TC脚接0V,变频器Q1的R脚、S脚和T脚连接有三相电源的L1线、L2线和L3线,变频器Q1的U脚、V脚、W脚和TE脚连接有电机M4,用于1#毛刷电机的变频驱动控制。
所述驱动模块还包括变频器Q2,变频器Q2的FWD脚连接有继电器KA03开关一端,继电器KA03开关另一端接变频器Q2的COM脚,变频器Q2的DI1脚连接有继电器KA04开关一端,继电器KA04开关另一端接变频器Q2的COM脚,变频器Q2的TA脚连接有PLC控制器的输入端X03脚,变频器Q2的TC脚接0V,变频器Q2的R脚、S脚和T脚连接有三相电源的L1线、L2线和L3线,变频器Q2的U脚、V脚、W脚和TE脚连接有电机M5,用于2#毛刷电机的变频驱动控制。
如图10所示,所述驱动模块还包括托辊步进驱动Q3,托辊步进驱动Q3的PLS+脚和DIR+脚接+24V,托辊步进驱动Q3的PLS-脚连接有电阻R1一端,电阻R1另一端连接有PLC控制器的OUTPUT01单元U3的Y0脚,托辊步进驱动Q3的DIR-脚连接有电阻R2一端,电阻R2另一端连接有PLC控制器的OUTPUT01单元U3的Y1脚,托辊步进驱动Q3的ALM脚接0V,托辊步进驱动Q3的COM脚连接有PLC控制器的输入端X01脚,托辊步进驱动Q3的A+脚、A-脚、B+脚和B-脚连接有电机M6,用于托辊输送步进电机的驱动。
如图11所示,所述PLC模块包括PLC控制器,PLC控制器的型号为FX3U-64MT,PLC控制器的输入端X00脚连接有接近开关SQ1一端,接近开关SQ1另一端接+24V和0V,此部分用于托辊输送步进电机检测,输入端的X01脚用于托辊输送步进电机报警,输入端的X02脚用于1#毛刷电机报警,输入端的X03脚用于2#毛刷电机报警。
所述PLC控制器的输入端X04脚连接有位移传感器F1一端,位移传感器F1另一端接0V,此部分用于去皮房进口门板开检测,PLC控制器的输入端X05脚连接有位移传感器F2一端,位移传感器F2另一端接0V,此部分用于去皮房进口门板关检测,PLC控制器的输入端X06脚连接有位移传感器F3一端,位移传感器F3另一端接0V,此部分用于去皮房出口门板开检测,PLC控制器的输入端X07脚连接有位移传感器F4一端,位移传感器F4另一端接0V,此部分用于去皮房出口门板关检测,PLC控制器的输入端X10脚连接有位移传感器F5一端,位移传感器F5另一端接0V,此部分用于去皮房顶升气缸上检测,PLC控制器的输入端X11脚连接有位移传感器F6一端,位移传感器F6另一端接0V,此部分用于去皮房顶升气缸下检测,PLC控制器的输入端X12脚连接有位移传感器F7一端,位移传感器F7另一端接0V,此部分用于去皮房1#毛刷气缸出检测,PLC控制器的输入端X13脚连接有位移传感器F8一端,位移传感器F8另一端接0V,此部分用于去皮房1#毛刷气缸回检测,PLC控制器的输入端X14脚连接有位移传感器F9一端,位移传感器F9另一端接0V,此部分用于去皮房2#毛刷气缸出检测,PLC控制器的输入端X15脚连接有位移传感器F10一端,位移传感器F10另一端接0V,此部分用于去皮房2#毛刷气缸回检测。
如图11和图12所示,所述PLC控制器的输入端X16脚连接有位移传感器F11一端,位移传感器F11另一端接0V,此部分用于喷涂房进口门板开检测,PLC控制器的输入端X17脚连接有位移传感器F12一端,位移传感器F12另一端接0V,此部分用于喷涂房进口门板关检测,PLC控制器的输入端X20脚连接有位移传感器F13一端,位移传感器F13另一端接0V,此部分用于喷涂房出口门板开检测,PLC控制器的输入端X21脚连接有位移传感器F14一端,位移传感器F14另一端接0V,此部分用于喷涂房出口门板关检测,PLC控制器的输入端X22脚连接有位移传感器F15一端,位移传感器F15另一端接0V,此部分用于喷涂房顶升气缸上检测,PLC控制器的输入端X23脚连接有位移传感器F16一端,位移传感器F16另一端接0V,此部分用于喷涂房顶升气缸下检测,PLC控制器的输入端X24脚连接有位移传感器F17一端,位移传感器F17另一端接0V,此部分用于喷涂房1#伸缩气缸出检测,PLC控制器的输入端X25脚连接有位移传感器F18一端,位移传感器F18另一端接0V,此部分用于喷涂房1#伸缩气缸回检测,PLC控制器的输入端X26脚连接有位移传感器F19一端,位移传感器F19另一端接0V,此部分用于喷涂房2#伸缩气缸出检测,PLC控制器的输入端X27脚连接有位移传感器F20一端,位移传感器F20另一端接0V,此部分用于喷涂房2#伸缩气缸回检测。
如图12所示,所述PLC控制器的输入端X30脚连接有接近开关SQ2一端,接近开关SQ2另一端接+24V和0V,此部分用于涂液液位检测,PLC控制器的输入端X31脚用于去皮房引风风机运行控制,PLC控制器的输入端X32脚用于喷涂泵运行控制,PLC控制器的输入端X33脚用于回流泵运行控制,PLC控制器的输入端X34脚连接有按钮SE1一端,按钮SE1另一端接0V,此部分用于启动按钮控制,PLC控制器的输入端X35脚连接有按钮SE2一端,按钮SE2另一端接0V,此部分用于停止按钮控制,PLC控制器的输入端X36脚连接有按钮SE3一端,按钮SE3另一端接0V,此部分用于急停按钮控制。
如图13所示,所述PLC控制器的输出端Y0脚用于托辊输送步进电机脉冲控制,PLC控制器的输出端Y1脚用于托辊输送步进电机方向控制,PLC控制器的输出端Y2脚连接有继电器KA01线圈一端,继电器KA01线圈另一端接+24V,此部分用于1#毛刷电机变频启动控制,PLC控制器的输出端Y3脚连接有继电器KA02线圈一端,继电器KA02线圈另一端接+24V,此部分用于1#毛刷电机变频高低速切换控制,PLC控制器的输出端Y4脚连接有继电器KA03线圈一端,继电器KA03线圈另一端接+24V,此部分用于2#毛刷电机变频启动控制,PLC控制器的输出端Y5脚连接有继电器KA04线圈一端,继电器KA04线圈另一端接+24V,此部分用于2#毛刷电机变频高低速切换控制。
所述PLC控制器的输出端Y6脚连接有电磁阀YV1一端,电磁阀YV1另一端接+24V,此部分用于去皮房进口门板气缸控制,PLC控制器的输出端Y7脚连接有电磁阀YV2一端,电磁阀YV2另一端接+24V,此部分用于去皮房出口门板气缸控制,PLC控制器的输出端Y10脚连接有电磁阀YV3一端,电磁阀YV3另一端接+24V,此部分用于去皮房顶升气缸控制,PLC控制器的输出端Y11脚连接有电磁阀YV4一端,电磁阀YV4另一端接+24V,此部分用于去皮房1#毛刷气缸控制,PLC控制器的输出端Y12脚连接有电磁阀YV5一端,电磁阀YV5另一端接+24V,此部分用于去皮房2#毛刷气缸控制,PLC控制器的输出端Y13脚连接有电磁阀YV6一端,电磁阀YV6另一端接+24V,此部分用于喷涂房进口门板气缸控制,PLC控制器的输出端Y14脚连接有电磁阀YV7一端,电磁阀YV7另一端接+24V,此部分用于喷涂房出口门板气缸控制,PLC控制器的输出端Y15脚连接有电磁阀YV8一端,电磁阀YV8另一端接+24V,此部分用于喷涂房顶升气缸控制,PLC控制器的输出端Y16脚连接有电磁阀YV9一端,电磁阀YV9另一端接+24V,此部分用于喷涂房1#伸缩气缸控制,PLC控制器的输出端Y17脚连接有电磁阀YV10一端,电磁阀YV10另一端接+24V,此部分用于喷涂房2#伸缩气缸控制。
如图14所示,所述PLC控制器的输出端Y20脚连接有电磁阀YV11一端,电磁阀YV11另一端接+24V,此部分用于喷涂房1#电磁阀控制,PLC控制器的输出端Y21脚连接有连接有电磁阀YV12一端,电磁阀YV12另一端接+24V,此部分用于喷涂房2#电磁阀控制,PLC控制器的输出端Y22脚连接有继电器KA05线圈一端,继电器KA05线圈另一端接+24V,此部分用于去皮房引风风机控制,PLC控制器的输出端Y23脚连接有继电器KA06线圈一端,继电器KA06线圈另一端接+24V,此部分用于喷涂房喷涂泵控制,PLC控制器的输出端Y24脚连接有继电器KA07线圈一端,继电器KA07线圈另一端接+24V,此部分用于喷涂房回流泵控制,PLC控制器的输出端Y25脚连接有继电器KA08线圈一端,继电器KA08线圈另一端接+24V,此部分用于三色灯-红控制,PLC控制器的输出端Y26脚连接有继电器KA09线圈一端,继电器KA09线圈另一端接+24V,此部分用于三色灯-绿控制,PLC控制器的输出端Y27脚连接有继电器KA10线圈一端,继电器KA10线圈另一端接+24V,此部分用于三色灯-黄控制。
本发明的具体工作过程:
待喷涂处理的钢坯1首先通过托辊输送线4输送至去皮房2内,去皮房进口6和去皮房出口7外的对开式门板10进行封闭;举升块11底部的气缸伸出,举升块11上升,举升块11将钢坯1从托辊输送线4上举升起来;举升块11两侧的多轴齿轮箱12在气缸作用下进行相向运动,钢坯1的两个端部分别进入承托筒体15内,多轴齿轮箱12相向运动时,呈圆周分布的多个毛刷辊20分布至钢坯1周围;举升块11底部的气缸缩回,举升块11实现下降;毛刷电机19启动,毛刷电机19通过齿轮传动实现毛刷辊20的高速转动,毛刷辊20将钢坯1表面的附着物全面清除,清除过程附着物无残留,除杂过程中,引风风机21将产生的废屑残渣导至除尘箱22内处理,以确保确保去皮房2内的洁净度;钢坯1表面完成除杂后,两个多轴齿轮箱12相背运动,举升块11将钢坯1送至托辊输送线4上,去皮房进口6和去皮房出口7外的门板10进行开启,钢坯1被输送至喷涂房3内;喷涂房进口8和喷涂房出口9外的对开式门板10进行封闭;举升托板23底部的气缸伸出,举升托板23上升,举升托板23将钢坯1从托辊输送线4上举升起来;举升托板23两侧的两个涂料分流箱26在气缸作用下同步相向运动,带动两侧的喷杆27和雾化喷头28同步相向运动,雾化喷头28分布在钢坯1周围,雾化喷头28运动过程中对钢坯1表面喷涂,钢坯1两侧同步进行喷涂,喷涂效率显著提升,雾化喷头28在气缸作用下可往复喷涂,以确保喷涂厚度的均匀性;钢坯1在喷涂过程中,回流泵36将喷涂过程产生的多余雾化涂料泵送至涂料储料罐34,以便回收利用;钢坯1完成喷涂后,举升托板23底部的气缸缩回,钢坯1被重新托辊输送线4上;喷涂房进口8和喷涂房出口9外的门板10进行开启,喷涂后的钢坯1被输送出喷涂房3,然后进入加热炉。
以上所述为本发明最佳实施方式的举例,其中未详细述及的部分均为本领域普通技术人员的公知常识。本发明的保护范围以权利要求的内容为准,任何基于本发明的技术启示而进行的等效变换,也在本发明的保护范围之内。
- 一种涂料自动喷涂设备及其控制系统
- 一种5G基站用反射粉末涂料的自动喷涂设备