一种SMC复合材料自动分切机
文献发布时间:2023-06-19 11:05:16
技术领域
本发明涉及片状模塑料分切设备领域,具体指一种SMC复合材料自动分切机。
背景技术
SMC复合材料,即片状模塑料,俗称玻璃钢材料,主要原料由SMC专用纱、不饱和树脂、 低收缩添加剂,填料及各种助剂组成。SMC复合材料具有优越的电气性能,耐腐蚀性能,质 轻及工程设计容易、灵活等优点,广泛应用于电器、车辆、建筑、化工、航天等行业中。其在生产过程中,经片状模塑料制片机浸渍玻璃纤维制成片材,并再两面用聚乙烯或聚丙烯薄 膜包覆起来,进行收卷,在需要进行模压成型时,再通过热动将位于片材两面的薄膜取出, 之后再根据需求切割成相应的大小使用。在实际生产过程中,大多为人工将薄膜取出,再进 行分切,不仅效率较低,使用人工数量较多,且分切大小不够均匀。
发明内容
为解决上述技术问题,本发明提出一种SMC复合材料自动分切机,来实现设备的自动去 除薄膜和分切。
一种SMC复合材料自动分切机,包括操作主体和设置于所述机械操作主体侧方的控制面 板及配电机箱,其特征在于:所述操作主体包括自所述操作主体前端至后端依次设置的以下 部件:
导向装置,其设置于操作主体前端并用于使薄膜和片材未分离的SMC复合材料穿过以固 定所述SMC复合材料的位置,其包括依次设置的固定所述复合材料左右位置的导向轴和压料 轴;
展平装置,其设置于所述导向装置后端,用于将经过所述导向装置的所述SMC复合材料 表层的薄膜的边缘展平;
纠偏装置,其设置于所述展平装置后端,用于所述SMC复合材料在传动过程中的左右位 移监测和位置纠偏;
竖切刀组件,用于将经过所述纠偏装置纠偏后的所述SMC复合材料按照设定的位置沿传 动方向分切成所需的宽度;
送料装置,其设置于所述竖切刀组件后端,用于提供所述SMC复合材料的传动动力;
收卷装置,其设置于所述送料装置后端,用于将所述上层薄膜和下层薄膜分别收卷,包 括:提供收卷动力的电机;位于所述送料装置上方起收卷作用的上收卷气胀轴,和用于收卷 时导向的上收卷导向轴;位于所述送料装置下方起收卷作用的下收卷气胀轴,和用于收卷时 导向的下收卷导向轴;用于固定所述上收卷气胀轴和下收卷气胀轴的安装法兰以及传动组件;
压杆,其设置于所述送料装置与所述收卷装置之间,包括下压杆和上压杆,用于所述SMC 复合材料分离后的上层薄膜和下层薄膜收卷过程中的传动导向;且上下薄膜均从对应的上压 杆和下压杆下方穿过且对对应的压杆有作用力,当薄膜出现断裂和/或不连续的情况下,由于 自重,压杆没有薄膜支撑,顺着导向槽的方向掉落。压杆掉落位置的下极限位置安装有行程 开关,压杆掉落后,触发行程开关,机器会自动停止工作,并触发报警装置;
摇臂支撑,其设置于所述收卷装置两端,用于支撑所述收卷装置和固定所述收卷装置上 的薄膜左右两端的位置,防止所述薄膜左右位置偏移和脱离所述收卷装置;
横切刀组件,其设置于所述送料装置后端,用于将所述SMC复合材料分离后的片材沿垂 直传动方向分切成所需的长度;
安全门,其设置于所述横切刀组件上方,用于所述横切刀分切时压紧固定所述片材;
抓料输送线,其设置于所述操作主体的后端,用于接收和输送经所述横切刀组件分切的 片材。
优选地,所述展平装置包括提供移动动力的往复气缸,与所述往复气缸连接的气动手指 和毛刷;所述气动手指起传动作用,用于使所述毛刷沿垂直于所述SMC复合材料传动方向往 复运动;所述毛刷包括可夹紧的上毛刷和下毛刷,用于通过上毛刷和下毛刷加紧时作用于所 述SMC复合材料表面使得所述薄膜边缘展平。
优选地,所述纠偏装置包括设置于所述纠偏装置两端并用于探测所述SMC复合材料边缘 位置的传感元件,使所述SMC复合材料穿过并用于纠偏作用的纠偏轴,带动纠偏轴转动的纠 偏器,连接所述纠偏器与所述纠偏轴的转轴,以及安装于所述转轴下方用于固定所述纠偏轴 的固定架。
优选地,所述竖切刀组件包括用于分切所述SMC复合材料的竖切刀,与竖切刀连接用于 使所述竖切刀左右移动的导轨,用于固定所述竖切刀在所述导轨的位置的锁紧滑块,用于控 制所述竖切刀上下移动的可调行程气缸,以及安装于所述竖切刀下方的竖切轴,所述竖切轴 设置若干与所述竖切刀的位置和宽度匹配的凹槽,所述凹槽用于使所述竖切刀分切时插入。
优选地,所述收卷装置还包括设置于所述上收卷气胀轴和下收卷气胀轴左端或右端并用 于检测其转速的检测组件和用于控制所述上收卷气胀轴和下收卷气胀轴转速的磁粉离合器。
优选地,所述送料装置包括:用于使所述SMC复合材料传动的上送料线体和下送料线体, 所述上送料线体和下送料线体均包括传动皮带和支撑所述传动皮带的传动轴;与所述上送料 线体连接并用于控制其上下移动的升降气缸;用于提供所述传动皮带的传动动力的伺服电机; 以及用于动力传动的传动组件和导向组件。
优选地,所述横切刀组件包括用于分切所述片材的横切刀,与所述横切刀连接并提供所 述横切刀横向移动动力的无杆气缸,与所述无杆气缸和所述横切刀连接并用于通过带动所述 横切刀转动以增加其切削力的齿轮齿条。
优选地,所述摇臂支撑包括分别固定锁紧所述上收卷气胀轴和下收卷气胀轴两端的销轴, 连接所述销轴和所述操作主体并起支撑作用的摇臂,以及与所述摇臂连接并调节所述摇臂气 缸高度的气缸。
优选地,所述抓料输送线包括输送作用的输送线体,所述输送线体包括输送皮带和支撑 所述输送皮带的输送轴,其下方连接可沿输送方向平移的移动支撑架,所述移动支撑架通过 侧边锁止滑块组件与固定支撑架连接,所述固定支撑架用于固定所述抓料输送线的位置,所 述锁止滑块组件用于使所述移动支撑架沿所述固定支撑架的侧边移动和锁紧所述移动支撑架。
优选地,所述自动分切机还包括放料台,其设置于所述操作主体前端,用于放置SMC复 合材料。
优选地,所述竖切刀组件还包括用于清洁和润滑所述竖切刀的第一润滑装置,其设置于 所述竖切刀上方。
优选地,所述横切刀组件包括用于清洁和润滑所述横切刀的第二润滑装置,其设置于所 述横切刀上方。
优选地,所述操作主体还包括油管和油泵,用于向所述第一润滑装置和所述第二润滑装 置内定时定量注油。
与现有技术相比,本发明的有益效果体现在:
1.本发明只需一人完成前期的穿料和后期的卸卷工作,分切及薄膜打卷均可设备自主完 成,节省人工,提高生产效率。
2.本发明不仅实现了薄膜和片材的自动分离,而且分离的薄膜可自动成卷,便于收集和 存放。
3.本发明通过调整竖切刀组件和横切刀组件的程序参数,可以完成不同规格片材的自动 分切,效率高。
4.通过设置展平装置,将SMC复合材料表面的薄膜展平,使薄膜后续打卷时更加均匀。
5.通过纠偏装置,使SMC复合材料在传动过程中保持传动方向一致,使竖切时尺寸更加 准确。
6.通过设置具有可随移动支撑架移动的输送线体的抓料输送线12,且移动支撑架可通 过锁止滑块组件实现前后移动和锁紧,使输送线体的位置和长度调节更加灵活,以保证片材 的平整度和输送长度;同时可以在工人拆卸薄膜卷的时候根据需要移动足够的操作空间,操 作便捷。
7.横切到组件中的无杆气缸既可以带动横切刀横向移动,同时也可以拖过齿轮齿条实现 横切刀的转动,增大横切刀的切削力,使分切更加顺畅。
附图说明
图1为根据本发明实施例的SMC复合材料自动分切机整体结构示意图;
图2为根据本发明实施例的SMC复合材料自动分切机另一整体结构示意图;
图3为根据本发明实施例的准备阶段示意图,其中图3A为抓料输送线结构示意图,图 3B为放料台和抓料输送线移动方向示意图;
图4为根据本发明实施例的穿模示意图;
图5为根据本发明实施例的展平装置结构示意图,其中5A为展平装置初始状态示意图, 图5B为展平装置加紧状态示意图,图5C为展平装置拉扯状态示意图;图5D为展平装置打开 状态示意图;
图6为根据本发明实施例的纠偏装置结构示意图;
图7为根据本发明实施例的纠偏轴纠偏时的结构示意图;其中7A为SMC复合材料向左偏 离时向右纠偏的结构示意图,7B为SMC复合材料未偏离时的结构示意图;图7C为SMC复合 材料向右偏离时向左纠偏的结构示意图;
图8为根据本发明实施例的竖切刀组件结构示意图;
图9为根据本发明实施例的送料组件结构示意图;
图10为根据本发明实施例的收卷装置结构示意图;
图11为根据本发明实施例的横切刀组件结构示意图;
图12为根据本发明实施例的摇臂支撑组件结构示意图;
图13为根据本发明实施例的SMC复合材料自动分切机外观示意图;其中图13A为自右侧 的整体外观示意图;图13B为自左侧的整体外观示意图;图13C为俯视的整体外观示意图。
导向装置1,导向轴1-1,压料轴1-2,展平装置2,往复气缸2-1,气动手指2-2,毛刷2-3,纠偏装置3,纠偏器3-1,传感元件3-2,纠偏轴3-3,转轴3-4,固定架3-5,竖切刀 组件4,导轨4-1,锁紧滑块4-2,可调行程气缸4-3,第一润滑装置4-4,竖切刀4-5,竖切 轴4-6,压杆6,下压杆6-1,上压杆6-2,收卷装置7,上收卷气胀轴7-1,上收卷导向轴 7-2,下收卷气胀轴7-3,下收卷导向轴7-4,安装法兰7-5,磁粉离合器7-6,电机7-7,传 动组件7-8,检测组件7-9,送料装置8,上送料线体8-1,下送料线体8-2,升降组件8-3, 升降气缸8-30,浮动轴8-31,传动组件8-4,伺服电机8-5,导向组件8-6,横切刀组件9, 横切刀9-1,第二润滑装置9-2,检测组件9-3,无杆气缸9-4,齿轮齿条9-5,安全门10, 摇臂支撑11,销轴11-1,气缸11-2,摇臂11-3,抓料输送线12,输送线体12-1,移动支撑 架12-2,锁止滑块组件12-3,固定支撑架12-4,放料台13。
具体实施方式
下面将结合实施例和附图,对本发明进行进一步说明。
实施例1
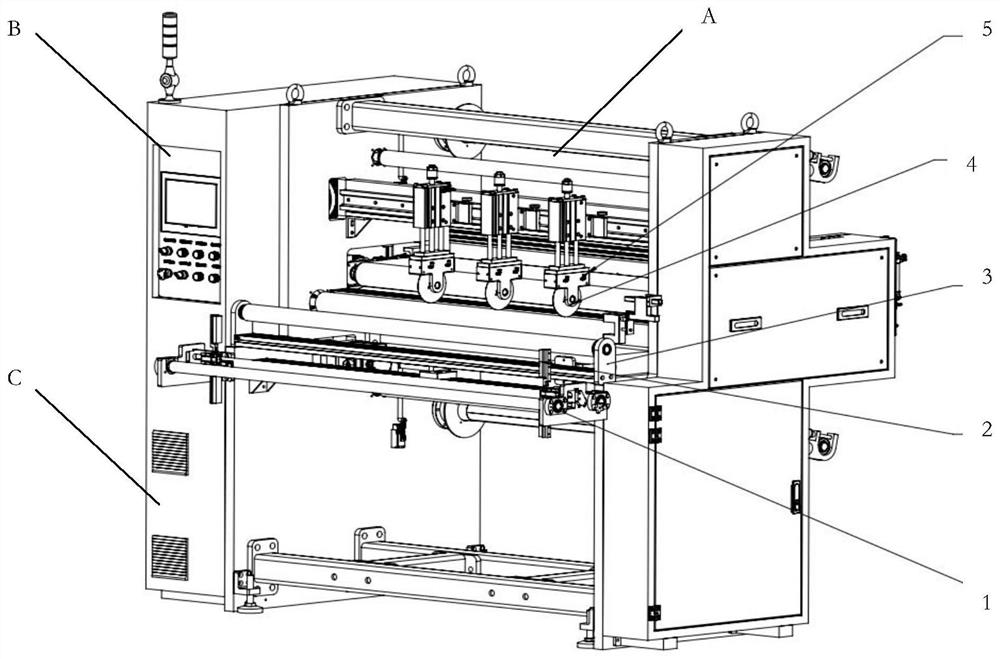
SMC复合材料自动分切机,包括操作主体A和设置于所述机械操作主体侧方的控制面板B 及配电机箱C,该控制面板B主要包括自动分切机各部件的制程序及调节按钮,该配电机箱C 提供该自动分切机的所需供电装置,如图1和图2所示,本发明中的操作主体A包括自所述 操作主体前端至后端依次设置的以下部件:
导向装置1,其设置于操作主体前端并用于使薄膜和片材未分离的SMC复合材料穿过以 固定所述SMC复合材料的位置;
展平装置2,其设置于所述导向装置1后端,用于将经过所述导向装置1的所述SMC复 合材料表层的薄膜的边缘展平;
纠偏装置3,其设置于所述展平装置2后端,用于所述SMC复合材料在传动过程中的左 右位移监测和位置纠偏;
竖切刀组件4,用于将经过所述纠偏装置3纠偏后的所述SMC复合材料按照设定的位置 沿传动方向分切成所需的宽度;
送料装置8,其设置于所述竖切刀组件4后端,用于提供所述SMC复合材料的传动动力;
收卷装置7,其设置于所述送料装置8后端,用于将所述上层薄膜和下层薄膜分别收卷;
压杆6,其设置于所述送料装置8与所述收卷装置7之间,用于所述SMC复合材料分离 后的上层薄膜和下层薄膜收卷过程中的传动导向;且上下薄膜均从对应的上压杆6-2和下压 杆6-1下方穿过且对对应的压杆6有作用力,当薄膜出现断裂和/或不连续的情况下,由于自 重,压杆6没有薄膜支撑,顺着导向槽的方向掉落。压杆6掉落位置的下极限位置安装有行 程开关,压杆6掉落后,触发行程开关,机器会自动停止工作,并触发报警装置;
摇臂支撑11,其设置于所述收卷装置7两端,用于支撑所述收卷装置7和固定所述收卷 装置上的薄膜左右两端的位置,防止所述薄膜左右位置偏移和脱离所述收卷装置7;
横切刀组件9,其设置于所述送料装置8后端,用于将所述SMC复合材料分离后的片材 沿垂直传动方向分切成所需的长度;
安全门10,其设置于所述横切刀组件9上方,用于所述横切刀9分切时压紧固定所述片 材;
抓料输送线12,其设置于所述操作主体的后端,用于接收和输送经所述横切刀组件9分 切的片材。
放料台13,其设置于所述操作主体前端,用于放置SMC复合材料。
如图13A-13C所示,给出了本实施例的SMC复合材料自动分切机的不同角度的外观示意 图。
本实施例的SMC复合材料自动分切机的使用步骤及上述各部件工作原理如下:
a.准备阶段:如图3A和图3B所示,调整放料台13和抓料输送线12的位置,:
a-1.将SMC复合材料放置在操作主体前端的放料台13上;
a-2.松开锁止滑块组件12-3旋扭,将移动支撑架12-2上方的输送线体12-1沿固定支撑 架12-4的两侧向操作主体的后方移动一段距离,该距离方便人员穿过即可;
a-3.打开电源开关。
b.人工穿模阶段,即将需要分切的SMC复合材料自操作主体前端穿过该操作主体至其后 端如图4所示:
b-1.拧掉锁紧1-2压料轴的旋钮,拿掉1-2压料轴;
b-2.竖切刀组件4的竖切刀4-5在可调行程气缸4-3作用下与4-1竖切轴分离,如图6 所示;
b-3.上送料线体8-1在气缸作用下上升一段距离,例如50mm;
b-4.升降组件8-3的浮动轴8-31在升降气缸8-30作用下上升一端距离,例如40mm;
b-5.10升起安全门10;
b-6.人工将SMC复合材料(薄膜和片材未分离)依次放在导向轴1-1,纠偏轴3-3和竖 切轴4-6上面;
b-7.然后穿过上送料线体8-1和下送料线体8-2中间;
b-8.完成步骤b-7后,分工分开SMC复合材料的上下薄膜和中间的片材,其中上薄膜绕 过上收卷导向轴7-2,缠绕在上收卷气胀轴7-1,此时上压杆6-2位于薄膜下表面;
b-9.同时,下薄膜绕过浮动轴8-31和下收卷导向轴7-4,缠绕在下收卷气胀轴7-3,此 时6-1下压杆位于薄膜上表面;
b-10.将压料轴1-2安装回原位置,确认压紧SMC复和材料后,锁紧旋钮;
b-11.将输送线体12-1移回原位置,锁紧锁止滑块组件12-3,如图3A所示。
以下进入c.分切机自动循环工作状态:
c-1展平步骤:如图5所示,
c-1.1.展平装置2工作,主要包括往复气缸2-1,气动手指2-2和毛刷2-3;
c-1.2.启动展平装置2,其通过完成多次四种状态的小循环,使SMC复合材料(薄膜和 片材未分离)边缘的褶皱的薄膜变得平整:
初始状态:毛刷的上下毛刷2-3打开;
夹紧状态:气动手指2-2动作,毛刷2-3的上下毛刷闭合并夹紧SMC复合材料;
拉扯状态:毛刷2-3夹紧后,往复气缸2-1工作,毛刷2-3向外移动;
松开状态:毛刷2-3打开;往复气缸2-1动作,毛刷2-3向内移动,回到初始状态。
c-2纠偏步骤,如图6和图7所示,
c-2.1.纠偏装置3,主要包括纠偏器3-1,传感元件3-2,3-3纠偏轴,转轴3-4和固定架3-5;传感元件3-2可以为红外传感器或超声波传感器等检测传感器元件;调整纠偏轴3-3转动方向,使纠偏轴向SMC复合材料偏离的反方向转动,实现SMC复合材料的左右方向的移动调整;
c-2.2.传感元件3-2感应薄膜边缘是否保持在同一位置;
c-2.3.当传感元件3-2感应到薄膜边缘偏离位置时,纠偏器3-1推动纠偏轴3-3,使纠 偏轴3-3转动来调节SMC复合材料(薄膜和片材未分离)的左右位移。
c-3竖切步骤,如图8所示,
c-3.1.竖切刀组件4,主要由导轨4-1,锁紧滑块4-2,4-3可调行程气缸,4-5竖切刀和4-6竖切轴组成;
c-3.2.打开上述各部件旋钮,调整锁紧滑块4-2,可调行程气缸4-3,竖切刀4-5的位置 至合适的位置,锁紧旋钮固定上述各部件的位置;
c-3.3.可调行程气缸4-3动作,竖切刀下压4-5,插入竖切轴4-6的凹槽中,使SMC复合材料(薄膜和片材未分离)按照调整的位置分切成需要的宽度;
作为本本装置的进一步优化,该竖切刀组件4还包括第一润滑装置4-4,外部油泵通过 油管向4-4润滑装置内定时定量注油,可起到清洁/润滑4-5竖切刀的作用,延长4-5竖切刀 的使用寿命。
c-4送料步骤:如图9所示,
c-4.1.送料装置8,主要包括上送料线体8-1,下送料线体8-2,升降气缸8-30,浮动轴 8-31,传动组件8-4,伺服电机8-5和导向组件8-6。
c-4.2.升降气缸8-30动作,使上送料线体8-1下降,压紧SMC复合材料(薄膜和片材未分离)。
c-4.3.伺服电机8-5通过传动组件8-4驱动上送料线体8-1,下送料线体8-2的皮带正 反转,SMC复合材料(薄膜和片材未分离)受到在摩檫力作用下向前运动;
c-4.4.可通过人机界面设置输送的长度。
c-5收卷步骤,如图10所示:
c-5.1.收卷装置7,主要包括上收卷气胀轴7-1,上收卷导向轴7-2,下收卷气胀轴7-3, 下收卷导向轴7-4,安装法兰7-5,电机7-7,传动组件7-8;
c-5.2.薄膜分别缠绕在上收卷气胀轴7-1和下收卷气胀轴7-3上,电机7-7带动起转动;
作为本装置的进一步优化,该收卷装置7还包括磁粉离合器7-6和检测组件7-9,在主 控制器接受处理7-9检测组件的信号反馈,通过控制7-6磁粉离合器的转速,改变薄膜收到 的张力,使其稳定运行。
c-6.横切步骤,如图11所示:
c-6.1.横切刀组件9,主要包括9-1横切刀,9-3检测组件,9-4无杆气缸和9-5齿 轮齿条;
c-6.2.片材穿过横切刀组件9后,安全门10下降,将片材压紧,无杆气缸9-4带动横切 刀9-1横向移动,将片材切断;
作为该横切刀组件9的进一步优化,其还包括第二润滑装置9-2,外部油泵通过油管向 第二润滑装置9-2内定时定量注油,可起到清洁/润滑横切刀9-1的作用,延长横切刀9-1的 使用寿命。;
c-7,横切刀9-1按照设定的程序将片材分切成需要的长度尺寸。
d.卸薄膜卷:
d-1松开锁止滑块组件12-3,将输送线体12-1向后移开;
d-2如图12所示,去除摇臂支撑11的销轴11-1,气缸11-2动作,摇臂11-3打开;
d-3人工将料卷从上收卷气胀轴7-1和下收卷气胀轴7-3上推出来,放置在存放区;
d-4将机器内的尾料清理干净。
以上显示和描述了本发明的基本原理和主要特征和本发明的优点,对于本领域技术 人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本 特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施 例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定, 因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权 利要求中的任何附图标记视为限制所涉及的权利要求。
需要说明的是,在本发明的描述中,术语“上”“下”“左”“右”“前”“后”等指示的 方位或位置关系是基于附图所示的方位或者位置关系,仅是为便于和简化描述本发明,而不是指示或暗示所示的装置或者原件必须具有特定的方位或位置关系,因此不能理解为对本发 明的限制。
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一 个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明 书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解 的其他实施方式。
- 一种SMC复合材料自动分切机
- 一种SMC复合材料的自动切割称重装置