一种单波形环零部件的冲压成形模具
文献发布时间:2023-06-19 11:17:41
技术领域
本发明涉及成形模具技术领域,特别是涉及一种单波形环零部件的冲压成形模具。
背景技术
在机械传动系统中,两个相对旋转的浮动金属零部件之间,由于浮动零件沿着旋转轴轴向的移动,使两个零件端面之间会产生一定的碰撞及相对摩擦。因此需要在两个金属零件之间放置单波形环或多叠环,用于防止松动,缓冲击,具备良好的弹性及抗冲击等性能,减少传动零部件的磨损,延长设备使用寿命和维护周期。
单波形环或多叠环主要是安装在和其规格相对应的孔内,安装的空间非常小,拥有降低噪音,减小振动的功能。多叠环是由许多单波形环组合而成的薄片环状的弹性金属元件。单波形环零部件的生产采用冲压方式,现有的技术复杂,通过特别的方法做热处理,然后根据要求,对硬度进行一定的控制,甚至要再加一道去毛刺的工序,大大增加了制造成本。
发明内容
本发明的目的是提供一种单波形环零部件的冲压成形模具,以解决上述现有技术存在的问题,降低单波形环零部件的制造成本。
为实现上述目的,本发明提供了如下方案:
本发明提供了一种单波形环零部件的冲压成形模具,包括上模座和下模座,所述上模座的底端固设有橡胶固定板,所述下模座的顶端固设有刀模和刀模固定板,所述刀模穿设在所述刀模固定板中,所述刀模中穿设有顶杆,所述顶杆能够伸出所述刀模的顶面,所述刀模的顶端为成形环,所述成形环的顶面为与单波形环零部件的截面形状相匹配的单波形曲面,所述橡胶固定板的底面嵌设有正对所述成形环的橡胶层。
优选的,所述刀模与所述顶杆同轴。
优选的,所述成形环靠近所述刀模固定板的一端低于所述刀模固定板的顶端。
优选的,所述刀模固定板的顶端靠近所述刀模的棱边设置有第一环槽,所述顶杆的顶端靠近所述刀模的棱边设置有第二环槽。
优选的,还包括能够驱动所述上模座进行升降的驱动装置。
优选的,还包括能够驱动所述顶杆进行竖直方向运动的液压缸。
本发明相对于现有技术取得了以下技术效果:
本发明的单波形环零部件的冲压成形模具,降低了单波形环零部件的制造成本。本发明的单波形环零部件的冲压成形模具成形的产品在机器加工后无毛刺残留,不需要机加工后去毛刺的工序。本发明单波形环零部件的冲压成形模具用薄板直接冲压成形,不需要进行热处理等工序。本发明单波形环零部件的冲压成形模具大大缩减此类产品的制造成本,操作简单,且生产效率高。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1为本发明单波形环零部件的冲压成形模具的结构示意图一;
图2为本发明单波形环零部件的冲压成形模具的结构示意图二;
图3为本发明单波形环零部件的冲压成形模具中刀模的结构示意图一;
图4为本发明单波形环零部件的冲压成形模具中刀模的结构示意图二;
图5为本发明单波形环零部件的冲压成形模具所成形的单波形环零部件的结构示意图一;
图6为本发明单波形环零部件的冲压成形模具所成形的单波形环零部件的结构示意图二;
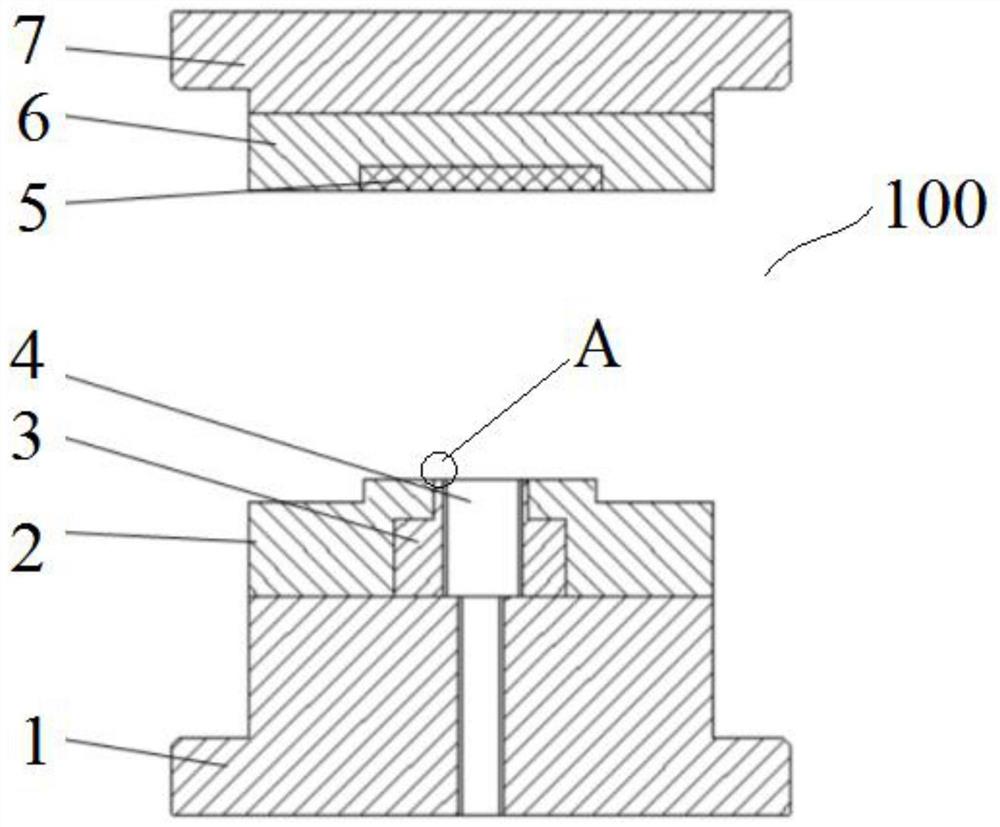
图7为图2中A处的局部放大图;
其中:100、单波形环零部件的冲压成形模具;1、下模座;2、刀模固定板;3、刀模;4、顶杆;5、橡胶层;6、橡胶固定板;7、上模座;8、单波形环零部件;9、单波形曲面;10、第一环槽;11、第二环槽。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有付出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明的目的是提供一种单波形环零部件的冲压成形模具,以解决上述现有技术存在的问题,降低单波形环零部件的制造成本。
为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
如图1至图6所示:本实施例提供了一种单波形环零部件的冲压成形模具100,包括上模座7和下模座1,上模座7的底端固设有橡胶固定板6,下模座1的顶端固设有刀模3和刀模固定板2,刀模3穿设在刀模固定板2中,刀模3中穿设有顶杆4,刀模3、顶杆4及刀模固定板2同轴。
本实施例单波形环零部件的冲压成形模具100还包括能够驱动上模座7进行升降的驱动装置和能够驱动顶杆4进行竖直方向运动的液压缸。在液压缸的驱动下顶杆4能够进行竖直方向的运动,顶杆4能够伸出刀模3的顶面,刀模3的顶端为成形环,成形环的顶面为与单波形环零部件8的截面形状相匹配的单波形曲面9,橡胶固定板6的底面嵌设有正对成形环的橡胶层5。成形环靠近刀模固定板2的一端低于刀模固定板2的顶端。单波形曲面9的最高点与顶杆4等高,单波形曲面9的最高点比刀模固定板2上表面低0.1mm;橡胶层5半径略大于刀模固定板2顶面的半径。
需要注意的是,刀模固定板2的顶端靠近刀模3的棱边设置有第一环槽10,顶杆4的顶端靠近刀模3的棱边设置有第二环槽11;且刀模3顶端的成形环的内外两侧的棱边都非常锋利,这样能够使得成形的单波形环零部件8的边缘没有毛刺,从而减少加工工序。
本实施例单波形环零部件的冲压成形模具100的使用过程如下:
将薄板平放在刀模固定板2的顶面上,通过驱动上模座7向下运动一次冲压成形;第一环槽10和第二环槽11用于切断单波形环零部件8的内环和外环;顶杆4切断内环后顶出中间废料。
在本发明的描述中,需要说明的是,术语“中心”、“顶”、“底”、“竖直”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“笫二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
本说明书中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
- 一种单波形环零部件的冲压成形模具
- 一种多波形环零部件的冲压成形模具