材料的制造方法
文献发布时间:2023-06-19 11:17:41
技术领域
本发明涉及一种材料的制造方法。具体而言,本发明涉及具有凹凸等图案的材料,更具体而言,本发明涉及具有木纹质感等自然质感的设计材料。
本申请要求基于2018年10月30日在日本提交的日本特愿2018-203984号的优先权,并将其内容援引于此。
背景技术
对于用于建筑的内、外部装饰的饰面材料、汽车等运输设备的内部装饰材料,视情况需要较高的设计感。具有木纹、天然原材料的质感的材料,其本身具有极好的外观,并且易于与周围环境相协调,因此相对频繁地被用于上述用途。
已知有几种尝试在金属材料中再现这种木纹质感的方法。例如,专利文献1提出了一种将金属材料的表面切削以形成木纹质感的条纹凹槽图案,并且对该表面进行涂装而成的金属材料的制造方法。另外,专利文献2提出了一种木纹图案的不锈钢装饰板,其是通过利用带图案的工作辊将不锈钢带钢进行轧制、转印而得到的,其中,凸部是镜面精加工面,凹部是梨皮面加工面。
另外,作为由不锈钢构成的具有表面凹凸的零件的制造方法,专利文献3公开了将掩模材料贴合于起始零件并进行喷砂处理的方法。
现有技术文献
专利文献
专利文献1:日本特开2004-338153号公报
专利文献2:日本实开昭55-67900号公报
专利文献3:日本特开2018-28142号公报
发明内容
发明要解决的问题
但是,木材的木纹或天然原材料中存在的图案不仅有清晰的轮廓,而且还存在许多没有清晰边界的模糊区域。虽然专利文献1~3中描述的方法可以形成清晰的轮廓、凹凸,但是不能形成这种模糊区域。并且,以往尚没有在金属板等基材的表面上体现这种模糊区域的方法。
因此,本发明是鉴于上述问题而完成的,本发明的目的在于提供一种材料的制造方法,所述材料能够形成没有清晰边界的自然的模糊区域,并且能够体现源自原材料的图案。
用于解决问题的方案
为了解决上述问题,本发明人进行了深入研究,结果发现,通过在作为材料的基材上配置突板、纤维片材等掩膜材料,并从其上方进行喷砂处理,可以在基材上形成充分反映了这些掩模材料所具有的图案的图案,进一步研究的结果,完成了本发明。
需要说明的是,这里所说的掩膜材料并非是为了保护基材,而是为了通过喷砂处理将源自掩膜材料的图案转印至基材上而使用,以下在本说明书中称为“喷砂转印材料”。
基于以上发现完成的本发明的要点如下。
(1)
一种材料的制造方法,其具有:
第1工序,在基材的表面上配置喷砂转印材料;和,
第2工序,隔着所述喷砂转印材料对所述基材的所述表面进行喷砂处理,所述喷砂转印材料的密度、厚度、硬度中的一种以上是不均匀的。
(2)
根据(1)所述的材料的制造方法,其在所述第2工序之后具有去除所述喷砂转印材料的工序。
(3)
根据(1)或(2)所述的材料的制造方法,其中,所述喷砂转印材料为突板、纤维片材中的任一种或者两种。
(4)
根据(3)所述的材料的制造方法,其中,所述纤维片材为布或者和纸。
(5)
根据(1)~(4)所述的材料的制造方法,其中,所述基材为玻璃材料、陶瓷材料、树脂材料、混凝土、石材、石墨、布、纸材、木材、木质材料、皮革材料或金属材料。
(6)
根据(5)所述的材料的制造方法,其中,所述基材为钛材、不锈钢材、铝材中的任一种金属材料。
(7)
根据(6)所述的材料的制造方法,其中,在所述喷砂处理中,使用平均粒径为50μm以上且1000μm以下的喷射材料。
(8)
根据(6)或(7)所述的材料的制造方法,其中,所述喷砂处理中的喷射压力为0.20MPa以上且0.80MPa以下。
(9)
根据(6)~(8)中任一项所述的材料的制造方法,其中,所述喷砂转印材料的厚度为0.10mm以上且1.00mm以下。
(10)
根据(6)~(9)所述的材料的制造方法,其中,所述基材为钛材,在所述第1工序之前具有对所述钛材进行真空退火或酸洗的工序。
(11)
根据(1)~(10)中任一项所述的材料的制造方法,其中,所述材料为家电壳体用材料、信息设备壳体用材料、住宅器械用材料、钟表用材料、装饰品用材料、招牌用材料、门牌用材料、标识用材料、文具用材料、器物用材料、住宅内家具用材料、定制家具用材料、建筑用装饰材料或运输设备用材料。
发明的效果
如上所述,根据本发明,能够提供一种材料的制造方法,所述材料能够形成没有清晰边界的自然的模糊区域,并且能够体现源自原材料的图案。
附图说明
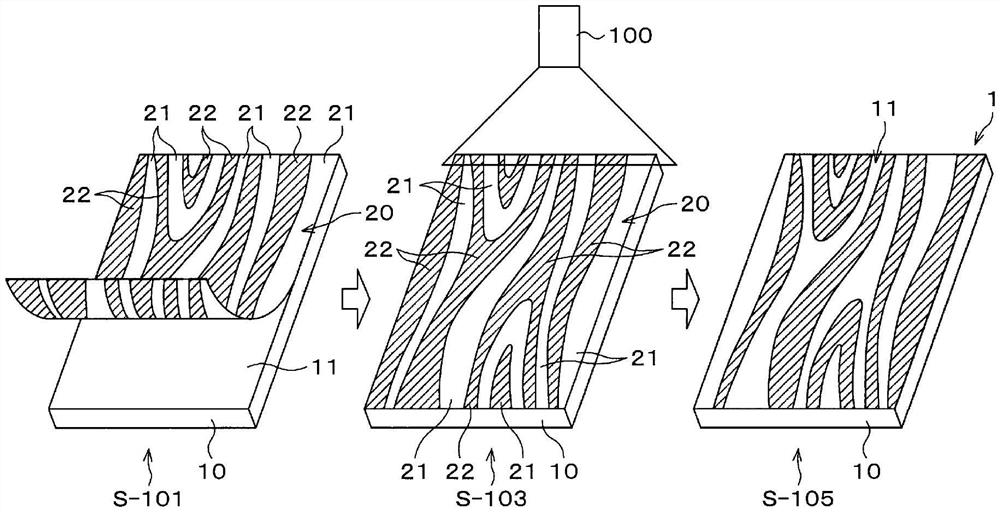
图1是用于说明本发明的一实施方式的材料的制造方法的流程的示意图。
图2是用于说明图案形成过程的示意图。
图3是用于说明没有边界的模糊区域的形成过程的示意图。
图4是示出没有边界的模糊区域的说明示意图。
图5是实施例1的材料的照片。
具体实施方式
以下,参考附图对本发明的优选实施方式进行详细说明。图1是用于说明本实施方式的材料的制造方法的流程的示意图。本实施方式的材料的制造方法具有:第1工序,在基材10的表面上配置喷砂转印材料20;和第2工序,隔着喷砂转印材料20对基材10的所述表面进行喷砂处理。喷砂转印材料20为可覆盖在基材10的表面上的片状,对于喷砂转印材料20,在其整个面积上,密度、厚度、硬度中的一种以上是不均匀的。例如,喷砂转印材料20的至少一部分区域中密度相对较高,而至少另一部分区域中密度相对较低。或者,例如,喷砂转印材料20的至少一部分区域中厚度相对较厚,而至少另一部分区域中厚度相对较薄。或者,例如,喷砂转印材料20的至少一部分区域中硬度相对较高,而至少另一部分区域中硬度相对较低。这种喷砂转印材料20例如为突板和/或纤维片材。另外,在本实施方式中,材料的制造方法进一步具有:在上述第1工序之前进行的、准备基材10的基材准备工序;和在第2工序之后进行的后处理工序。以下,对各工序进行详细说明。
1.基材准备工序
在本工序中,首先,准备基材10。
作为基材10没有特别限制,例如可列举出:混凝土、大理石或花岗岩等石材;石墨;布;纸材;木材;木质材料;皮革材料;镀覆钢材、铜材料、钛材、不锈钢材、铝材等金属材料;玻璃材料;陶瓷材料;以及树脂材料等。
上述材料中,从耐腐蚀性、耐久性的角度出发,基材10优选为玻璃材料、树脂材料、石材或金属材料。从耐腐蚀性和成型性的角度出发,更优选为铝材、不锈钢材或钛材。特别是,钛材在严酷的腐蚀环境下具有良好的耐腐蚀性,因此适合用作基材。
作为用于基材10的钛材,可以使用纯钛或钛合金。需要说明的是,纯钛和钛合金统称为“钛”。作为这种钛材,例如可以使用工业用钛。作为可以用于基材10的工业用钛,例如可列举出JIS H 4600:2012、JIS H 4650:2012中所述的各种工业用钛。要求加工性的情况下,减少了杂质的JIS 1级(例如JIS H 4600)工业用纯钛是合适的。另外,需要强度的情况下,也可以适用JIS 2级~4级的工业用纯钛。作为钛合金,例如可列举出:为了提高耐腐蚀性而添加了微量的贵金属系元素(钯、铂、钌等)的JIS 11级~23级、包括较多的添加元素的JIS 60级(例如Ti-6Al-4V系合金)、60E级、61级、61F级、80级等。
不过,像Ti-6Al-4V系合金这样含有大量铝的情况下,有时耐腐蚀性劣化,对耐变色性带来不利影响。因此,在作为基材10的钛合金的表面形成氧化钛层时,推荐预先研究合金元素对用途的影响,并根据基材10,适当调整各层的组成、厚度。
或者,例如基材10可以为工业用纯钛,其以质量%计包含
N:0%以上且0.050%以下、
C:0%以上且0.10%以下、
H:0%以上且0.015%以下、
O:0%以上且0.35%以下、以及
Fe:0%以上且0.50%以下,
余量包含Ti和杂质。
进一步,例如基材10可以为工业用钛合金,其以质量%计包含选自由
Al:5.0%以上且7.0%以下、
V:3.0%以上且5.0%以下、
Co:0.10%以上且1.0%以下、
Ni:0.10%以上且1.0%以下、
Pd:0.010%以上且0.30%以下、以及
Ru:0.010%以上且0.30%以下组成的组中的1种或2种以上,并且包含
N:0%以上且0.050%以下、
C:0%以上且0.10%以下、
H:0%以上且0.015%以下、
O:0%以上且0.35%以下、以及
Fe:0%以上且0.50%以下,
余量包含Ti和杂质。
在此,杂质是与添加意图无关,存在于钛中的、本来不需要存在于所得材料中的成分。术语“杂质”是包括工业制造钛时从原料或制造环境等混入的杂质的概念。可以以不给本发明的效果带来不利影响的量来包含这种杂质。
另外,作为杂质,由后述的喷砂处理而导致的喷射材料的残留物可以被包含在使用基材10制造的材料1中。这种由喷砂处理导致的杂质可能存在于材料1的表面附近。例如,喷射材料为氧化铝颗粒时小于20原子%的Al、喷射材料为SiC颗粒时小于20原子%的Si、C作为杂质可能存在于材料1的表面附近。
另外,作为不锈钢材没有特别限制,例如,可以使用JIS G 4305:2012中记载的各种奥氏体类不锈钢、奥氏体铁素体类不锈钢、铁素体类不锈钢、马氏体类不锈钢、析出硬化类不锈钢。具体而言,可以使用SUS304、SUS316、SUS329J1、SUS430、SUS410、SUS630等作为基材10。
另外,作为铝材没有特别限制,例如可以使用工业用纯铝和铝合金。具体而言,作为工业用纯铝可列举出JIS H 4000:2006中所述的A1085P、A1080P、A1070P、A1050P、A1100P、A1200P、A1N00P、A1N30P等。作为铝合金可列举出JIS H4000:2006中所述的A2014P、A2014PC、A2017P、A2219P、A2024P、A2024PC、A3003P、A3103P、A3203P、A3004P、A3104P、A3005P、A3105P、A5005P、A5052P、A5652P、A5154P、A5254P、A5454P、A5082P、A5083P、A5083PS、A5086P、A5N01P、A6061P、A7075P、A7075PC、A7N01P、A8021P、A8079P等。
另外,作为镀覆钢材,例如可以使用实施了镀铝、镀锌类、合金化镀锌的各种镀覆钢材。作为镀锌类和合金化镀锌,例如可列举出:热浸镀锌、合金化热浸镀锌、热浸镀Zn-55%Al-1.6%Si、热浸镀Zn-11%Al、热浸镀Zn-11%Al-3%Mg、热浸镀Zn-6%Al-3%Mg、热浸镀Zn-11%Al-3%Mg-0.2%Si、电镀Zn、电镀Zn-Ni、电镀Zn-Co。另外,作为镀铝,例如可列举出热浸镀铝、热浸镀铝硅合金等。
作为铜材料没有特别限制,例如可以使用JIS H 3100:2012所述的工业用铜和铜合金。作为铜材料,具体而言可列举出:JIS H 3100:2012中所述的C1020、C1100、C1201、C1220、C1441、C1510、C1921、C1940、C2051、C2100、C2200、C2300、C2400、C2600、C2680、C2720、C2801、C3710、C3713、C4250、C4450、C4621、C4640、C6140、C6161、C6280、C7060、C7150、C7250的合金编号所示的各种板和条等。
作为玻璃材料,例如可以使用钠钙玻璃、硼硅酸玻璃、石英玻璃、水晶玻璃等。
作为树脂材料,例如可以使用丙烯酸类、聚乙烯、聚氯乙烯、聚氨酯、聚碳酸酯、聚四氟乙烯等。
作为木质材料,例如可以使用胶合板、集成材、刨花板、纤维板等。
作为木材没有特别限制,例如可以使用能够用作家具材料、建筑材料的任何树种的木材,具体而言,可以使用杉木、松木、橡木、榆木、榉木、栎木、泡桐、柏木、桃花心木、胡桃木、柚木、紫檀木、黑檀木等。
作为石墨,天然石墨或人造石墨均可使用,另外也可以使用以树脂等作为粘结材料粘结而成的它们的块状物。
作为纸材,例如可列举出:厚纸、涂布纸、特种纸、混合纸等洋纸、各种和纸。需要说明的是,对于构成纸材的纸材没有特别限制,例如可以是以木材为代表的公知的纸的各种原料。
作为陶瓷材料,例如可以使用陶瓷器、石膏、水泥、氧化铝、氧化锆等。
另外,作为布,例如可以使用棉、麻、绢、羊毛等天然纤维或者尼龙、维纶、聚酯等合成纤维或者天然纤维与合成纤维的混合纤维制成的织物、无纺布、橡胶布等。
作为皮革材料,可以使用人工皮革、合成皮革等人造皮革或者天然皮革。
另外,作为基材10的形状没有特别限定,通常为板、卷、条、管、棒线,或者对其适当加工而成的形状。但是,基材10可以为任意的形状,例如可以为球形、长方体形。需要说明的是,在本实施方式中,作为代表,以基材10为板进行说明。
另外,对于上述基材10,可以根据需要实施预处理。作为预处理,例如可列举出:清洁基材10的表面;涂覆、阳极氧化等各种表面处理;退火处理等。
基材10为钛材时,优选在第1工序前具有对钛材进行真空退火或酸洗的工序。由此,可以减少存在于基材10的表面附近的碳化钛(TiC)的量,可以提高所得材料1的耐变色性。
作为基材10的钛材为薄板形状时,通过冷轧将该钛材轧制成规定的厚度,然后实施退火处理。在大气中实施退火处理时,通过酸洗去除氧化皮即可。另一方面,在真空中退火时,可以省略去除在退火时形成的氧化皮等的工序。与后述的真空退火相比,基材的加工性受到限制(可加工范围变窄),但可以不进行退火(冷轧状态),也可以实施以会因相变而转变为β组织的温度例如900℃以上保持1分钟的热处理。这些处理可以适当采用本领域技术人员可选择的条件来实施。
进行真空退火的情况下,可以根据对基材10所要求的机械特性适当调整退火温度,但是优选为650℃以上。退火温度的上限优选小于820℃,以防止由于相变导致转变为β组织。处理时间优选为12小时以上。进行多次真空退火时,在650℃以上的总保持时间优选为12小时以上。保持时间的上限没有特别限制,但从生产率的角度出发,优选为24小时以下。在实施真空退火处理之前,优选通过碱脱脂除去油分。
另外,进行酸洗的情况下,例如可以使用硝酸和氢氟酸的混合水溶液,在处理温度(水溶液温度)为5℃以上且80℃以下、处理时间为10秒以上且30秒以下的条件下进行。另外,上述混合水溶液中的硝酸的浓度例如为10g/L以上,氢氟酸的浓度例如为0.5g/L以上。另外,硝酸的浓度优选为80g/l以下,更优选为50g/l以下。由此,可以抑制酸洗后在基材10的表面残留氟化物。
另外,作为退火、酸洗以外的先前工序,也可以进行平整轧制,或者酸洗后进行平整轧制。例如,可以根据建筑师的要求改变先前工序。
2.第1工序
接下来,在第1工序中,在基材10的表面11上配置喷砂转印材料20(S-101)。在此,喷砂转印材料20为可以覆盖基材10的表面上的片状,并且喷砂转印材料20中,在其整个面积中,密度、厚度、硬度中的一种以上是不均匀的。在本实施方式中,喷砂转印材料20例如为突板和纤维片材中的任一者或两者。
对于突板和纤维片材,由于其结构的原因,其平面方向上的密度、厚度、硬度等物理性质不均匀。本发明人等发现,通过使用这种非均质的突板、纤维片材作为喷砂转印材料20,并隔着喷砂转印材料20进行喷砂处理,使得在基材10上形成了源自非均质的突板、纤维片材的图案。认为这是因为在喷砂处理期间,由于喷砂转印材料20的不均匀性,对喷砂转印材料20的研削不均匀地进行,因此基材10所受的喷砂处理也变得不均质。
突板是通过将木材切成薄片而得到的片状板材。突板具有源自作为原料的木材的木纹。木纹由密度、硬度相对较低的早材部分和密度、硬度相对较高的晚材部分构成,这使得突板相应于木纹图案,密度、硬度非均质。因此,通过使用突板作为喷砂转印材料20,可以在第2工序中在基材10的表面11形成木纹图案。
另外,对于作为突板原料的木材的种类没有特别限制,可列举出:杉木、松木、橡木、榆木、榉木、栎木、泡桐、柏木、桃花心木、胡桃木、柚木、紫檀木、黑檀木等,在材料1中根据目标木纹图案适当选择。
纤维片材是通过规则或不规则地配置纤维而形成的。纤维片材根据其纤维材料、纤维的配置方法,在平面方向上的密度、厚度、硬度不均匀。因此,将纤维片材用作喷砂转印材料20时,在后述的第2工序中,由于纤维片材的纤维的配置而导致的图案形成在基材10的表面11上。
作为纤维片材,可列举出:织布、无纺布、对它们实施了蕾丝针织、刺绣的布等布、和纸、洋纸等的纸。上述纤维片材中,和纸具有独特的质感和图案,因此设计感优异,可以适合用作喷砂转印材料20。另外,布能够大面积地制造并获得,因此在处理大面积的基材10时是有利的。
作为纤维片材的原料没有特别限定,可列举出:化纤、棉花、绢、细麻等的纤维丝、构树、结香、竹子、稻草、亚麻、甘蔗、马尼拉麻蕉、洋麻、香蕉、油棕、纸莎草、木浆(机械纸浆、化学纸浆)等各种纤维材料。作为纤维片材的原料,可以根据材料1所需的图案、质感,单独使用这些中的一种或者组合使用2种以上。
另外,对于喷砂转印材料20的厚度没有特别限定,例如为0.10mm以上且1.00mm以下,优选为0.20mm以上且0.60mm以下。由此,在第2工序中能够更可靠地形成相应于喷砂转印材料20的图案的优异设计感的图案,而无需过度切削基材10的表面。需要说明的是,在本实施方式中,喷砂转印材料20的厚度是指喷砂转印材料20的平均厚度,是通过用卡尺或千分尺测量的10个点的算术平均值来测定的。
通常是通过将喷砂转印材料20贴附到基材10的表面上,从而将喷砂转印材料20配置在基材10的表面11上。将喷砂转印材料20贴附到基材10时,可以使用公知的粘接剂。作为这种粘接剂,考虑到除去在后续工序中残留的喷砂转印材料20,优选使用水溶性的粘接剂,特别是水溶性胶。
需要说明的是,针对一个基材10,作为喷砂转印材料20可以同时使用多种突板、纤维片材。由此,可以在材料1上形成多个图案,或者由材料1制造多个零件、产品。
3.第2工序
接下来,在第2工序中,隔着喷砂转印材料20对基材10的表面11进行喷砂处理(S-103)。通过将喷射材料喷射到基材10的配置有喷砂转印材料20的表面来进行喷砂处理。
通过隔着喷砂转印材料20对基材10的表面11进行喷砂处理,源自原材料的图案与没有清晰边界的自然模糊区域一起形成。即,在喷砂处理开始时,首先喷射材料与喷砂转印材料20碰撞并研削喷砂转印材料20。此时,由于喷砂转印材料20的厚度、硬度、密度中的一种以上是不均匀的,因此喷砂转印材料20的每个部分的研削的进行、消失的程度也随着它们的厚度、硬度、密度变得不均匀。之后,随着喷砂处理的进行,在喷砂转印材料20的研削容易进行的部分中,基材10的表面11优先露出,喷射材料与基材10的表面11碰撞。以这种方式,根据喷砂转印材料20的不均匀性,基材10的每个部分的喷砂处理的喷射材料的碰撞频率不同,基材10的每个部分的喷砂处理的程度不同。由此,在基材10的表面11上,随着没有清晰边界的自然模糊区域形成源自喷砂转印材料20的图案。
作为喷砂处理方法,可列举出机械式(叶轮喷射)、气动式(空气喷嘴式)和湿式,可以通过任一种方式进行。在它们当中,气动式可以将喷射材料均匀地喷射在整个目标部分上,因此容易调节条件,因此是优选的。在图示的方式中,采用气动式,从空气喷嘴100喷射喷射材料以进行基材10的喷砂处理。
作为喷砂处理中使用的喷射材料没有特别限定,例如可以使用氧化锆颗粒、玻璃颗粒、氧化铝颗粒、SiC颗粒等陶瓷类喷射材料。上述中,氧化铝颗粒、氧化锆颗粒可以进一步提高形成于基材10的表面11上的图案的设计感。另外,通过基材10的种类、所使用的喷射材料的种类和喷砂转印材料20的种类的组合而获得的材料1的质感也会发生变化,因此可以考虑这些因素来选择喷射材料。
另外,对于喷射材料的平均粒径没有特别限定,在基材例如为钛材、不锈钢材、铝材中的任一种金属材料的情况下,从对喷砂转印材料20的与喷射材料碰撞的部分适当进行切削,并且在基材10的表面形成图案的角度出发,优选为50μm以上且1000μm以下。喷射材料的平均粒径的优选下限为70μm,更优选为100μm。喷射材料的平均粒径的优选上限为800μm,更优选为500μm。在此,例如可以根据JIS 8827-01:2008来测定喷射材料的平均粒径。
另外,作为喷射材料的形状并不特别限定,根据所制造的材料1的质感可以适当选择,例如作为喷射材料,可以使用砂粒、丸粒、珠子、短丝等的任一种。砂粒是指具有尖锐的角的非球形颗粒(多边形颗粒)。丸粒通常是指类似于珠子的球形的无角颗粒。珠子是指球形颗粒。短丝状是指通过切割线而得到的圆筒形颗粒。砂粒用于在基材10的表面11形成尖锐的凹凸。另外,砂粒是适用下述情况的喷射材料,例如基材为钛材、不锈钢材、铝材等金属材料时,破坏突板的薄弱部分,进而在破坏了的部分的金属钛的表面形成凹凸。
另外,对于喷砂处理时的喷射材料的喷射压力并不特别限定,例如基材为钛材、不锈钢材、铝材中的任一种金属材料时,优选为0.20MPa以上且0.80MPa以下。喷射材料的喷射压力的优选下限为0.30MPa,更优选为0.40MPa。另外,喷射材料的喷射压力的优选上限为0.70MPa,更优选为0.6MPa。由此,可以以适当的喷射强度将喷射材料喷射到基材10的表面和喷砂转印材料20,可以在整个被喷砂处理的部分上形成源自喷砂转印材料20的图案,并且能够防止由喷射材料产生的伤痕等缺陷。
对于喷射角并不特别限定,相对于基材10的被喷射面,可以为45~90°(垂直)。
需要说明的是,可以进行喷砂处理直到去除所有的喷砂转印材料20,但是即使是喷砂转印材料20部分消失的情况下,也可以根据图案在基材10的表面的形成状况而结束喷砂处理。
在此,作为喷砂转印材料20,以使用突板的情况为例进一步进行详细说明。如图1所示,由突板形成的喷砂转印材料20由密度、硬度相对较低的早材部分21和密度、硬度相对较高的晚材部分22构成,由此在突板的整个面积中,相应于木纹图案,密度、硬度不均匀。
由此,在第1工序中,相应于这种木纹图案,密度、硬度不均匀的喷砂转印材料20(突板)如图2所示地被配置在基材10的表面11上(S-101)。然后,在第2工序中,隔着喷砂转印材料20对基材10的表面11进行喷砂处理(S-103)。
在此,在第2工序中,喷射材料与喷砂转印材料20碰撞,喷砂转印材料20被研削(S-103)。此时,由突板形成的喷砂转印材料20具有密度、硬度相对较低的早材部分21和密度、硬度相对较高的晚材部分22,因此密度、硬度相对较低的早材部分21在喷砂处理中被更多地研削。另一方面,密度、硬度相对较高的晚材部分22在喷砂处理中被较少地研削(S-103(a))。
之后,在第2工序中,随着喷砂处理的进行,密度、硬度相对较低的早材部分21优先被研削,基材10的表面11的一部分露出(S-103)。由此,在由突板形成的喷砂转印材料20的早材部分21曾经存在的部分,喷射材料与基材10的表面11碰撞,并进行局部喷砂处理(S-103(b))。
另一方面,密度、硬度相对较高的晚材部分22未被完全研削,晚材部分22的一部分残留在基材10的表面11上。由此,在由突板形成的喷砂转印材料20的晚材部分22曾经存在的部分,喷射材料不与基材10的表面11碰撞,不进行喷砂处理。
由此,在基材10的表面11上,在与由突板形成的喷砂转印材料20的早材部分21对应的部分中进行利用喷砂处理的加工,在与早材部分21对应的部分上根据喷射条件形成凹凸(粗糙面)12。另一方面,在基材10的表面11上,在与由突板形成的喷砂转印材料20的晚材部分22对应的部分未进行利用喷砂处理的加工,在与晚材部分22对应的部分上未形成凹凸(粗糙面)。由此可见,通过根据喷砂转印材料20的不均质性,在基材10的表面11上局部形成凹凸(粗糙面)12,从而在基材10的表面11上形成与用作喷砂转印材料20的突板所具有的木纹对应的图案(凹凸(粗糙面)12)。
另外,在由突板形成的喷砂转印材料20中,在早材部分21与晚材部分22的边界附近,有时密度、硬度相对较高的晚材部分22的一部分被研削。即,在由突板形成的喷砂转印材料20中,早材部分21与晚材部分22的边界不一定垂直于基材10的表面11,例如如图3的(a)所示,有时晚材部分22斜向插入早材部分21的下方。
这样,晩材部分22斜向插入早材部分21的下方的情况下,通过喷砂处理,晩材部分22的前端侧(图3中为左侧)变薄,因此其的一部分被研削,如图3的(b)所示,被晩材部分22覆盖的部分13(为基板10的表面11的一部分)露出。并且,露出后,喷射材料与该被晩材部分22覆盖的部分13碰撞,进行喷砂处理。
另一方面,该被晩材部分22覆盖的部分13与仅被早材部分21覆盖的部分相比,直至基材10的表面11露出所花费的时间长,因此进行喷砂处理的时间也短。其结果,该被晩材部分22覆盖的部分13与最初仅被早材部分21覆盖并通过喷砂处理形成有凹凸(粗糙面)12的部分相比,形成的凹凸小。
通过这种方式,早材部分21与晩材部分22的边界相对于基材10的表面11倾斜的情况下,在凹凸(粗糙面)12的周边部,该被晩材部分22覆盖的部分13以轻微的凹凸图案出现。由此,在基材10的表面11上,随着没有清晰边界的自然模糊区域形成源自喷砂转印材料20的图案。
图4是示出没有边界的模糊区域的说明示意图。如图4所示,在基材10的表面11上,在凹凸(粗糙面)12的周边部出现轻微的凹凸图案(相当于被晩材部分22覆盖的部分13的区域)13’,其与凹凸(粗糙面)12相比凹凸的程度弱。由此可见,在基板10的表面11上,随着没有清晰边界的自然模糊区域形成源自喷砂转印材料20的图案。
4.后处理工序
对于喷砂处理后的基材10,根据需要进行后处理,得到材料1(图1、S-105),其具有形成有源自喷砂转印材料20的图案的表面11。作为后处理,例如可列举出:清洗处理、阳极氧化处理、涂装等。在清洗处理中,例如通过使用5~100℃的水来进行,可以将残留的喷砂转印材料20与水溶性的粘接剂一起去除。另外,粘接剂为非水溶性时,可以适当选择能够使粘接剂溶胀、溶解的溶剂。
需要说明的是,也可以省略本工序。
通过上述说明的本实施方式的材料制造方法制造的材料1中,在表面11上形成有源自喷砂转印材料20的原材料的图案。另外,通过经由上述第1工序、第2工序来形成,在该表面11上形成的图案中的各部分有深有浅,存在没有清晰边界的自然模糊区域。这种没有清晰边界的自然模糊区域存在于天然原材料等中,然而难以通过以往已知的方法来形成。与此相对,在本实施方式的材料的制造方法中,能够制造充分反映源自原材料的图案、并且设计感优异的材料1。
即,通过本实施方式的材料的制造方法制造的材料1是为了装饰等其它目的而特意实施了源自喷砂转印材料20的由点、线、凹凸以及它们的组合等形成的图案、质感的设计材料。
在本实施方式的材料的制造方法中,可以通过选择喷砂转印材料20的种类来选择材料1的图案、质感。即,本实施方式的材料的制造方法在形成源自各种原材料的图案方面,具有优异的通用性。
此外,本实施方式的材料的制造方法,经过第1工序和第2工序,能够以相对较少的工时来制造材料1。进一步,上述第1工序和第2工序也可以适用于具有较大面积的基材10。因此,本实施方式的材料的制造方法的生产率也优异。特别地,作为基材10使用卷时,也就是使用带状的基材10时,可以连续地进行第1工序和第2工序,生产率进一步提高。
如上所述获得的材料1例如可以作为内装材料、外装材料等建筑用装饰材料;车辆(特别是汽车、铁道车辆)、船舶、飞机等运输设备的材料(内装材料和外装材料);器物(例如餐具);定制家具、房屋家具(例如柜子类、架子类、椅子类、桌子类、寝具);家电壳体;信息设备(IT设备)壳体;住房器械;钟表;装饰品;招牌;门牌;标识;文具利用。因此,材料1可以为家电壳体用材料、信息设备壳体用材料、住宅器械用材料、钟表用材料、装饰品用材料、招牌用材料、门牌用材料、标识用材料、文具用材料、器物用材料、住宅内家具用材料、定制家具用材料、建筑用装饰材料或运输设备用材料。特别地,利用本实施方式的材料的制造方法能够高效地制造具有较大面积的材料1,因此适合用作建筑用装饰材料、运输设备用材料。
以上对本发明的合适的实施方式进行了说明,但是本发明不限于上述实施方式。例如,在上述实施方式中,对仅在基材10的一面实施第1工序和第2工序的实施方式进行了说明,但是本发明不限于此,也可以对基材的两面实施第1工序和第2工序。在这种情况下,各工序可以逐一单面实施,也可以在两面同步实施。
另外,作为喷砂转印材料,由于其结构原因,可以使用在平面方向上密度、厚度、硬度等物理性质不均匀的片状零件。例如,在基材10的表面11上,可以变换位置来配置突板和纤维片材,也可以将突板和纤维片材在相同的位置叠置配置。另外,作为喷砂转印材料的例子,还可以考虑带有蕾丝图案的凹凸的塑料袋或者桌布等密度、厚度、硬度等物理性质不均匀的树脂等。
需要说明的是,在本发明中,“喷砂转印材料”是以基材10的表面11的一部分区域进行喷砂处理、另一部分区域不进行喷砂处理的方式对基材10的表面11上的各区域的喷砂处理进行不均匀调整的手段(构件),而完全不妨碍在基材10的表面11上的喷砂处理。
另外,例如基材为钛材、不锈钢材、铝材等金属材料的情况下,在第1工序和第2工序的前后,可以通过阳极氧化处理等对基材进行着色。由此,能够制造与仅经过第1工序和第2工序的材料不同质感的材料。
实施例
以下,示出实施例并对本发明的实施方式进行具体说明。需要说明的是,以下所示的实施例仅是本发明的一例,本发明不限于以下示例。
1.材料的制造
1.1.基材准备工序
首先,对于各示例,准备表1所示的板状基材。基材为钛的情况下,在表1所示的条件下进行退火,并且根据需要进行酸洗处理。需要说明的是,在表1中,将基于JIS H 4600的1级纯钛记为“Ti-1”,将2级纯钛记为“Ti-2”。另外,在表中,“SUS”表示不锈钢板(SUS304),“Al”表示铝板(A3105P),“玻璃”表示玻璃板(钠钙玻璃),“树脂板”表示丙烯酸类树脂制的塑料板,“布”表示棉,“陶瓷”表示水泥,“石材”表示大理石,“石墨”表示人造石墨,“混凝土”表示混凝土。
此外,在表中,对于退火,记载了进行真空退火或者大气退火的任一种。真空退火处理在真空度为1.0×10-3托以下,温度为650℃,处理时间为12小时的条件下进行。另外,大气退火在温度为730℃以上,处理时间为2分钟的条件下进行。另外,酸洗通过在50℃的处理温度下用氢氟酸浓度50g/L、硝酸浓度10g/L的硝酸水溶液处理基板30秒来进行。
1.2.第1工序
接下来,对于各示例,对所准备的基材的表面贴附表1所示的喷砂转印材料。需要说明的是,在表中,“突板”表示由天然木材(杉木)制造的突板,“和纸”表示以山茶花为原材料制作的和纸,“障子纸”表示由构树为原料的手工和纸。“墙纸”表示纸制的墙纸原纸,“皮革材料”表示人工皮革,“木材”表示橡木的板材。另外,使用水溶性胶将喷砂转印材料贴附到基材上。需要说明的是,在实施例1~37中用作喷砂转印材料的“突板”,“和纸”,“障子纸”和“布”的密度、厚度、硬度中的一种以上是不均匀的。
此外,在比较例1中,将使用了具有印刷图案的铝箔的喷砂转印材料形成在基材上。另外,在比较例2中,将使用了具有印刷图案的有机硅树脂片的喷砂转印材料形成在基材上。需要说明的是,在比较例1、2中,这些具有印刷图案的铝箔和有机硅树脂使用了密度、厚度、硬度等物理性质均匀的材料。
1.3第2工序
接下来,在表1所示的条件下,对贴附有喷砂转印材料的基材,从喷砂转印材料上方进行喷砂处理。
1.4后处理工序
用50℃的水对喷砂处理后的各示例的基材进行清洗,将残留的喷砂转印材料与水溶性的粘接剂一起除去,得到各示例的材料。
2.评价
对于各示例的材料,目视观察预先拍摄照片的喷砂转印材料的图案和形成在基材表面上的图案之间的相似性,极其相似的情况评价为“A”,很相似的情况评价为“B”,在一定程度上相似的情况评价为“C”,几乎不相似的情况评价为“D”。将所得的评价示于表1。
[表1]
如表1所示,实施例1~32所示的本实施方式的材料被评价为在一定程度上相似的情况“C”、很相似的情况“B”、极其相似的情况“A”的任一者。另一方面,如表1所示,比较例1~2所示的材料被评价为几乎不相似的情况“D”。以上的实施例显示,根据本实施方式的材料的制造方法可以形成没有清晰边界的自然模糊区域,可以表现出源自原材料的图案。将实施例1的材料的照片示于图5。
以上,对本发明的合适的实施方式进行了详细说明,但是本发明不限于这些示例。在本发明所属技术领域中具有普通知识的人可以在权利要求书中所述的技术思想的范围内想到各种变形例或修改例,这些自然也应理解为属于本发明的技术范围。
附图标记说明
1 材料
10 基材
20 喷砂转印材料
100 空气喷嘴
- 生物材料结构体及其制造方法、生物材料担载体、对象物质的精制方法、亲合层析用容器、分离用芯片、对象物质的解析方法、对象物质的解析用分离装置、生物材料复合体、生物材料复合体担载体、传感器芯片、固定有生物材料的固相载体及其制造方法、生物材料固定化试剂盒、新固相载体及其制造方法和应用
- 复合材料、电极膜及其制造方法、电极端子及其制造方法、基材及其制造方法、以及接合材料和通过接合材料而使分割体被接合而形成的基材的制造方法