用可模塑碳纤维形成A级部件的方法
文献发布时间:2023-06-19 11:19:16
背景技术
碳纤维被用作轻质增强相,用于制备高强度轻质的聚合物复合材料。碳纤维可以是长度为数千微米(μm)或毫米(mm)的连续长丝。通常将一组连续碳纤维归类为一束连续碳纤维长丝。碳纤维“丝束”通常被指定为以千根计量的长丝数目(在相应丝束数目后用K表示)。或者,碳纤维束可以被切短或磨碎,从而形成碳纤维(长丝或束)的短段,其平均纤维长度通常为50μm(约0.002英寸)至50 mm(约1.97英寸)。虽然引入了碳纤维的复合物都是轻质高强度的,但与引入短切或磨碎的碳纤维的复合物相比,引入连续碳纤维长丝的复合物具有特别高的强度。作为非限制性示例,当将代表性的单向连续碳纤维长丝引入复合物中时提供了约300-1,200 MPa的超高极限拉伸强度,而具有短切碳纤维的复合物的极限拉伸强度为约80-350 MPa。
复合物制品或部件可通过使用增强材料(例如具有连续碳纤维的碳纤维基材料)的片或条带形成。聚合物前体(例如树脂)可以浸渍在碳纤维基基材材料体系中,即预浸渍(称为“预浸料”),其包括在第一步骤中使树脂润湿到碳纤维基基材材料中,然后任选地卷起所述碳纤维基基材材料,并将其储存起来以备以后使用。
虽然与碳纤维复合物相关的超高强度在某些应用中是非常理想的,但使用连续碳纤维复合物预浸料的一个挑战是缺乏流动性和成型性,因为引入了连续碳纤维的复合物预浸料可能过于坚硬,具有高流动阻力。这种不挠性和刚性会转化为差的可模塑性,使得难以由具有连续碳纤维的复合物形成三维形状。此外,预浸料材料中缺乏流动性可能导致最终的复合物产品出现翘曲和表面外观不理想的问题。希望形成的连续碳纤维预浸料材料具有更高的流动性,从而具有更好的可模塑性,能够轻易形成具有超高强度的复杂三维成型部件。
发明内容
提供一种A级部件(CAC)的制备方法,所述方法包括:提供模塑前体,所述模塑前体包含:第一皮层,其包含第一聚合物基体和包埋在第一聚合物基体中的第一纤维增强材料;第二皮层,其由外表面和朝向第一皮层的内表面限定,并且包含第二聚合物基体和包埋在第二聚合物基体中的第二纤维增强材料;和第三层,其设置在第一和第二皮层之间,并且包含第三聚合物基体和散布在第三聚合物基体内的填充材料。第一纤维增强材料和第二纤维增强材料可以各自包含多个基本上排列整齐的碳纤维,所述碳纤维限定了一个主轴和垂直于所述主轴的第二轴,并且所述多个基本上排列整齐的碳纤维具有相对于第二轴交错排列的多个低强度区域。所述方法可以进一步包括:将模塑前体放置在冲模内;模压在冲模中的模塑前体,其中冲模包括冲头和砧子,并且在模压期间,冲头构造成接触第二皮层并且砧子构造成接触第一皮层;打开冲模,以在冲头和第二皮层的外表面之间形成间隙;以及将A级罩面层前体注入所述间隙中,以在模压的模塑前体上形成A级表面层并形成CAC。冲头和第二皮层的外表面之间的间隙可限定A级表面层的几何形状。所述方法可进一步包括:从冲模中取出CAC并对A级表面层进行上漆。所述CAC的第一皮层可具有约0.1-5 mm的厚度,所述CAC的第二皮层可具有约0.1-5 mm的厚度,并且所述CAC的第三层可具有约0.1-10 mm的厚度。形成的CAC的表面积比预浸料大至少3%。第一皮层、第二皮层和第三层可分别具有第一、第二和第三流变流性质,这些流变流性质基本类似,使得第一皮层、第二皮层和第三层在预定的模压压力下大体一致地流动。模压在冲模中的模塑前体可以包括通过冲模施加约0.5-20 MPa的压力。所述CAC可以是至少半结构的。第一皮层可包含约20-75 v.%的第一纤维增强材料,并且第二皮层可包含约20-75 v.%的第二纤维增强材料。第三层的填充材料可以包括中空玻璃微球、硅颗粒、木材颗粒和碳酸钙碎片。第一聚合物基体和第二聚合物基体可各自包含环氧树脂、聚氨酯热固性树脂或尼龙热塑性树脂。第三聚合物基体可包含环氧树脂、聚氨酯热固性树脂或尼龙热塑性树脂。所述模塑前体可以进一步包含布置在第二皮层的外表面上的织造纤维层。所述A级表面层可以是透明的,并且至少一部分织造纤维层可以是穿过所述A级表面层可见的。所述A级罩面层前体可包含聚氨酯、环氧树脂、聚酯和乙烯基酯中的一种或多种。所述A级罩面层前体可进一步包含导电碳。第一纤维增强材料和第二纤维增强材料的所述多个基本上排列整齐的碳纤维可具有约0.1-1 mm的平均厚度。
提供一种A级部件(CAC)的制备方法,所述方法包括:提供模塑前体,所述模塑前体包含:第一皮层,其包含第一聚合物基体和包埋在第一聚合物基体中的第一纤维增强材料;第二皮层,其由外表面和朝向第一皮层的内表面限定,并且包含第二聚合物基体和包埋在第二聚合物基体中的第二纤维增强材料;和第三层,其设置在第一和第二皮层之间,并且包含第三聚合物基体和散布在第三聚合物基体内的填充材料。第一纤维增强材料和第二纤维增强材料可以各自包含多个基本上排列整齐的碳纤维,所述碳纤维限定了一个主轴和垂直于所述主轴的第二轴,并且所述多个基本上排列整齐的碳纤维具有相对于第二轴交错排列的多个低强度区域。所述方法可以进一步包括:将模塑前体放置在冲模内;模压在冲模中的模塑前体,其中冲模包括冲头和砧子,并且在模压期间,冲头构造成接触第二皮层并且砧子构造成接触第一皮层;打开冲模,以在冲头和第二皮层的外表面之间形成间隙;将A级罩面层前体注入所述间隙中,以在模压的模塑前体上形成A级表面层并形成CAC;以及将所述CAC与刚性车辆框架集成。所述方法可进一步包括:在将所述CAC与刚性车辆框架集成之前,对所述CAC进行上漆。所述A级罩面层前体可包含导电碳以及聚氨酯、环氧树脂、聚酯和乙烯基酯中的一种或多种。
具体地说,本发明涉及以下项:
1. 一种制备A级部件(CAC)的方法,所述方法包括:
将模塑前体放置在冲模内,其中所述模塑前体包含:
第一皮层,其包含第一聚合物基体和包埋在第一聚合物基体中的第一纤维增强材料;
第二皮层,其包含第二聚合物基体和包埋在第二聚合物基体中的第二纤维增强材料,并且由外表面和朝向第一皮层的内表面限定;
第三层,其设置在第一和第二皮层之间,并且包含第三聚合物基体和散布在第三聚合物基体内的填充材料,
其中第一纤维增强材料和第二纤维增强材料各自包含多个基本上排列整齐的碳纤维,所述碳纤维限定了一个主轴和垂直于所述主轴的第二轴,并且所述多个基本上排列整齐的碳纤维包含相对于第二轴交错排列的多个低强度区域;
模压在冲模中的模塑前体,其中冲模包括冲头和砧子,并且在模压期间,冲头构造成接触第二皮层并且砧子构造成接触第一皮层;
打开冲模,以在冲头和第二皮层的外表面之间形成间隙;以及
将A级罩面层前体注入所述间隙中,以在模压的模塑前体上形成A级表面层并形成CAC。
2. 第1项的方法,其中冲头和第二皮层的外表面之间的间隙限定A级表面层的几何形状。
3. 第1项的方法,其进一步包括:从冲模中取出CAC并对A级表面层进行上漆。
4. 第1项的方法,其中所述CAC的第一皮层具有约0.1-5 mm的厚度,所述CAC的第二皮层具有约0.1-5 mm的厚度,并且所述CAC的第三层具有约0.1-10 mm的厚度。
5. 第1项的方法,其中形成的CAC的表面积比预浸料大至少3%。
6. 第1项的方法,其中第一皮层、第二皮层和第三层分别具有第一、第二和第三流变流性质,这些流变流性质基本类似,使得第一皮层、第二皮层和第三层在预定的模压压力下大体一致地流动。
7. 第1项的方法,其中模压在冲模中的模塑前体包括通过冲模施加约0.5-20 MPa的压力。
8. 第1项的方法,其中所述CAC是至少半结构的。
9. 第1项的方法,其中第一皮层包含约20-75 v.%的第一纤维增强材料,并且第二皮层包含约20-75 v.%的第二纤维增强材料。
10. 第1项的方法,其中第三层的填充材料包括中空玻璃微球、硅颗粒、木材颗粒和碳酸钙碎片。
11. 第1项的方法,其中第一聚合物基体和第二聚合物基体各自包含环氧树脂、聚氨酯热固性树脂或尼龙热塑性树脂。
12. 第1项的方法,其中第三聚合物基体包含环氧树脂、聚氨酯热固性树脂或尼龙热塑性树脂。
13. 第1项的方法,其中所述模塑前体进一步包含布置在第二皮层的外表面上的织造纤维层。
14. 第1项的方法,其中所述A级表面层是透明的,并且至少一部分织造纤维层是穿过所述A级表面层可见的。
15. 第1项的方法,其中所述A级罩面层前体包含聚氨酯、环氧树脂、聚酯和乙烯基酯中的一种或多种。
16. 第15项的方法,其中所述A级罩面层前体进一步包含导电碳。
17. 第1项的方法,其中第一纤维增强材料和第二纤维增强材料的所述多个基本上排列整齐的碳纤维具有约0.1-1 mm的平均厚度。
18. 一种制备车辆的方法,所述方法包括:
制备A级部件(CAC),其方法包括:
将模塑前体放置在冲模内,其中所述模塑前体包含:
第一皮层,其包含第一聚合物基体和包埋在第一聚合物基体中的第一纤维增强材料;
第二皮层,其包含第二聚合物基体和包埋在第二聚合物基体中的第二纤维增强材料,并且由外表面和朝向第一皮层的内表面限定;
第三层,其设置在第一和第二皮层之间,并且包含第三聚合物基体和散布在第三聚合物基体内的填充材料,
其中第一纤维增强材料和第二纤维增强材料各自包含多个基本上排列整齐的碳纤维,所述碳纤维限定了一个主轴和垂直于所述主轴的第二轴,并且所述多个基本上排列整齐的碳纤维包含相对于第二轴交错排列的多个低强度区域;
模压在冲模中的模塑前体,其中冲模包括冲头和砧子,并且在模压期间,冲头构造成接触第二皮层并且砧子构造成接触第一皮层;
打开冲模,以在冲头和第二皮层的外表面之间形成间隙;和
将A级罩面层前体注入所述间隙中,以在模压的模塑前体上形成A级表面层并形成CAC;以及
将所述CAC与刚性车辆框架集成。
19. 第18项的方法,其中在将所述CAC与刚性车辆框架集成之前,对所述CAC进行上漆。
20. 第19项的方法,其中所述A级罩面层前体包含导电碳以及聚氨酯、环氧树脂、聚酯和乙烯基酯中的一种或多种。
从下面对示例性实施方案和附图的详细描述,示例性实施方案的其他目的、优点和新颖特征将变得更加明显。
附图说明
图1示出了根据一个或多个实施方案的车辆刚性框架的示意形式;
图2示出了根据一个或多个实施方案的车辆的透视图;
图3A示出了根据一个或多个实施方案的碳纤维的侧视图;
图3B示出了根据一个或多个实施方案的可模塑碳纤维预浸渍的复合物前体材料的俯视图;
图4示出了根据一个或多个实施方案的分层模塑前体的透视图;
图5示出了根据一个或多个实施方案的用于形成A级部件和制备包含A级部件的车辆的方法的示意图;
图6A示出了根据一个或多个实施方案的A级部件的横截面侧视图;以及
图6B示出了根据一个或多个实施方案的A级部件的横截面侧视图。
在附图的多个视图中,相应的附图标记表示相应的零件。
具体实施方式
本文描述了本公开的实施方案。然而,应当理解,所公开的实施方案仅仅是示例,并且其他实施方案可以采取各种替代形式。附图不一定按比例绘制;有些特征可以被放大或缩小,以显示特定部件的细节。因此,本文所公开的具体结构和功能细节不应被解释为限制性的,而只是作为教导本领域技术人员不同地使用本发明的代表性基础。如本领域普通技术人员将理解的那样,参照附图中的任何一个而示出和描述的各种特征可以与在一个或多个其他附图中示出的特征相结合,以产生未明确示出或描述的实施方案。所示出的特征的组合提供用于典型应用的代表性实施方案。然而,对于特定的应用或实践,可以期望与本公开的教导一致的特征的各种组合和修改。如本文所用,“wt.%”指重量百分比,并且“v.%”指体积百分比。
碳纤维增强的聚合物复合物(CFRP)包含固化和/或硬化以形成聚合物基体的树脂,所述聚合物基体中分布有多个碳纤维作为增强相。如上所述,CFRP通常由预浸料形成,其中碳纤维束用于以未固化或部分固化树脂浸渍的片材中。部件或零件可以通过使用预浸料形成,将该预浸料放置在芯模上或放置在模具中,然后在那里进行固结和固化/反应以形成最终的部件。
本文提供的是包含CFRP的A级部件(“CAC”)、使用其的车辆及其制备方法。CAC是一种部件,其表面是可见的,而无需操纵部件或集成该部件的产品(如车辆)。车辆可包括任何相关的车辆平台,如乘用车(例如,内燃机、混合动力、全电动、燃料电池、完全或部分自动驾驶汽车等)、商用车、工业车辆、履带车辆、越野和全地形车辆(ATV)、农用设备、船只、飞机等。车辆可以包括刚性框架,有部件(如CAC)与之集成。例如,图1示出了车辆刚性框架1的图解形式,所述车辆刚性框架1限定了车辆10(图2)的乘客舱并且包括在结构节点7处连接的结构部件(例如,A柱8、B柱2、C柱3、前框架4、后框架5和侧顶框6)。例如,结构部件之间的区域可以限定部件的集成点,所述部件如窗玻璃、门、前引擎盖、行李厢、前保险杠和后保险杠。图2示出了车辆10的透视图,所述车辆10包括车顶面板12、引擎盖14和门板18,它们与刚性框架(已隐藏),如框架1集成。车顶面板12、引擎盖14和门板18中的每一个都可以是包含CFRP的CAC,如下所述。此外,本文所公开的包含CFRP的CAC可以是至少半结构的。与车辆(例如,车辆10)框架(例如,框架1)集成的结构部件是提高车辆刚性和整体机械性能的部件。例如,结构A级的车门、车顶和/或引擎盖可与车辆框架集成,以提高车辆的碰撞性能。例如,至少半结构的A级车顶面板可以减少为车辆10提供适当结构特征所需的车顶框架元件(例如,前框架4、后框架5、侧顶框6和布置在它们之间的其他框架构件)的数量和/或强度和/或尺寸。
图3A示出了碳纤维20的侧视图,所述碳纤维20包含主体21,所述主体21具有分散在所述主体21的高强度区域26内的多个低强度区域22。低强度区域22是穿孔的区域,或是在施加应力时,相比于所述主体21的其余部分会优先断裂或破裂的区域。例如,低强度区域22具有的强度(例如,极限拉伸强度)可比碳纤维20的其余部分的对应极限拉伸强度低至少约50%,任选低至少约60%,任选低至少约70%,任选低至少约80%,并且在某些方面,任选比碳纤维主体的其余部分的高强度区域的对应强度低至少约90%。因此,低强度区域22可以是在机械和/或化学上不同于主体21的高强度区域26的区域。作为穿孔的低强度区域22可以是碳纤维20中的预切割或预形成的端点。低强度区域22可以包括厚度低于碳纤维20的平均厚度的区域。低强度区域22可以包括分子结构或化学结构与碳纤维20的本体不同的区域。这些低强度区域22的引入使得可以形成具有高强度和低流动阻力,从而具有更好的可延展性和可模塑性的碳纤维聚合物复合物。
图3B示出了可模塑碳纤维预浸渍的复合物前体材料(预浸料,“pre-preg”)30的俯视图,其适用于形成第一皮层30A或第二皮层30B(图4)。预浸料30包含多个碳纤维20和分布在碳纤维20内部和周围的聚合物基体35。多个碳纤维20是基本上排列整齐的,并且大致限定了一个主轴或长度31和垂直于所述主轴的第二轴或宽度32。碳纤维20可以具有多个低强度区域22,其沿着预浸料30的长度31和宽度32以规则或不规则的间隔交错排列。在一些实施方案中,形成第一和第二皮层30A、30B的纤维增强材料的所述多个基本上排列整齐的碳纤维20可以具有每平方米纤维片材约100-100,000个孔的平均密度。例如,预浸料30中的碳纤维20可具有约0.1-1 mm的平均厚度。预浸料30中的碳纤维20的平均长度可超过预先确定的临界长度,或纤维基体剪切载荷与纤维断裂载荷匹配的长度。因此,临界长度是有效应力从基体传递到纤维所需的最小长度。在一些实施方案中,低强度区域22可限定平均长度为约5-15 mm的第一组高强度区域26和平均长度为约20-90 mm的第二组高强度区域26。例如,第一组高强度区域26可占预浸料30中的碳纤维20的约20-80 wt.%,并且第二组高强度区域26可占预浸料30中的碳纤维20的约20-80 wt.%。
聚合物基体35可包含热固性聚合物(例如热固性树脂基体、环氧树脂、聚氨酯、聚酯树脂)或热塑性聚合物基体(例如,热塑性树脂、尼龙、聚烯烃、丙烯酸树脂)。热固性树脂可包括不饱和聚酯树脂、未固化的环氧树脂或乙烯基酯树脂。例如,热塑性树脂可包括聚苯硫醚(PPS)、聚醚醚酮(PEEK)、聚醚酰亚胺(PEI)、聚醚酮酮(PEKK)、聚醚砜(PES)和/或聚醚酮酮-fc(PEKK-FC)。在一些实施方案中,聚合物基体35可包含环氧树脂、聚氨酯热固性树脂和尼龙热塑性树脂中的一种或多种。
低强度区域22可在碳纤维20的长度31上限定多个离散的可能端点。这些端点可相对于第二轴交错排列。当弯曲、折叠或以其他方式承受应力时(例如,在下文所述的模塑过程中),碳纤维20能够在低强度区域22处断裂,而不允许应力和断裂扩展穿过宽度32或长度31。当形成CAC时,预浸料30中存在交错排列的不连续或低强度区域22用于将CAC的强度保持在高强度的连续碳纤维提供的强度水平附近,同时允许应力载荷从低强度区域22转移到相邻碳纤维20的一个或多个高强度区域26。例如,根据本公开的某些方面制备的预浸料30仍然具有超高强度,例如,极限拉伸强度大于或等于约500 MPa、任选地大于或等于约1000MPa、或任选地大于或等于约1500 MPa。预浸料30可包含约20-75 v.%的基本上排列整齐的碳纤维20和约25-80 v.%的聚合物基体。
图4示出了适用于形成本文所述CAC的分层模塑前体40的透视图。模塑前体40包含第一皮层30A、第二皮层30B和设置在第一皮层30A和第二皮层30B之间的第三轻质层41。第一皮层30A和第二皮层30B中的每一个都可以包含如上所述的预浸料30。如图所示,第二皮层30B可由外表面33和朝向第一皮层30A的内表面34限定。任选地,模塑前体可包含布置在第二皮层30B的外表面33上的片状模塑化合物(SMC)层或织造纤维层,如下所述。
第三轻质层41包含散布在第三聚合物基体中的填充材料。如上所述,第三聚合物基体可包含适用于第一聚合物基体和第二聚合物基体的相同材料。在一个实施方案中,第三聚合物基体可包含有机双酚A二缩水甘油醚(DGEBA)液体环氧树脂,其是环氧氯丙烷和双酚A的反应产物,带有任选的甲基四氢苯酐(MTHPA)固化剂,补充了任选的无硅聚合物基空气释放添加剂。添加填充材料以减轻CAC的重量并改善性能特征,并且填充材料可以包括中空玻璃微球、硅颗粒、木材颗粒、碳酸钙碎片和任选的化学和/或物理发泡剂。例如,可以添加硅颗粒来控制预浸料30的粘度,并且可以使用玻璃微球来降低密度(例如,将该层的总密度降低至少约10%)。在一些实施方案中,可添加化学增稠剂/短链聚合物结构以通过B级化(b-staging)第三层来控制粘度。在一些实施方案中,中空玻璃微球可具有约10-100µm的平均直径。在一些实施方案中,第三轻质层41基本上不含短切纤维材料(即,含有总计小于约1v.%的短切纤维和/或碳纤维20)。
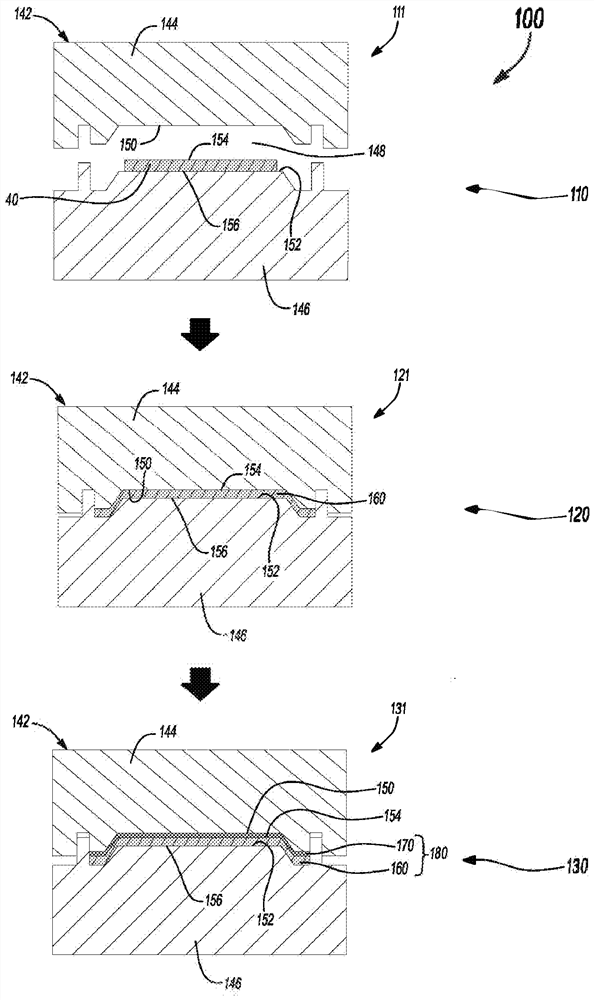
图5示出了用于形成CAC 180的方法100,该方法包括将模塑前体40放置110在冲模142内,并模压120在冲模142中的模塑前体40。第一皮层30A、第二皮层30B和第三轻质层41分别具有第一、第二和第三流变流性质,这些流变流性质基本类似,使得第一皮层30A、第二皮层30B和第三轻质层41在预定的模压120压力下大体一致地流动。冲模142包括冲头144和砧子146。在打开位置111中,冲模142具有由冲头144的上表面150和砧子146的下表面152限定的腔148。模塑前体40可以放置110在冲模内,使得模塑前体40的底面156(例如,由第一皮层30A限定)与砧子146的下表面152相邻。在模压120期间,冲模142处在闭合或施压位置121,使得冲头144的上表面150接触模塑前体40的上表面154(例如,由第二皮层30B的外表面33或任选的织造纤维层限定)并且砧子146的下表面152接触模塑前体的底面。
在模压120期间,腔148和/或冲模142通常可以处于或加热到约50-250℃,或者约100-175℃的温度。冲模142可以在模塑前体40上施加约0.5-20 MPa,或者任选地约5-15MPa的压力。对该可模塑碳纤维前体材料施加热和压力可导致所述可模塑碳纤维前体材料交联或固化,从而形成结构部件。举例来说,该过程的持续时间可大于或等于约1分钟且小于或等于约10分钟,任选地约3分钟。模压120形成模压的模塑前体160,其具有比模塑前体40更大的表面积。例如,模压的模塑前体160(以及通过方法100随后形成的CAC 180)可具有比模塑前体40大至少40%,至少15%或至少3%的表面积。在一些实施方案中,通过方法100形成的CAC 180可具有比模塑前体40大约40-80%、约15-30%或约3-15%的表面积。
方法100还包括,在模压120之后,将冲模142打开到部分打开的位置131,以在冲头144的上表面150和模塑前体40的上表面154(例如,第二皮层30B的外表面33)之间形成间隙,并将A级罩面层前体170 注入130所述间隙中以在模压的模塑前体160上形成A级表面层171(图6A-B)并形成CAC 180。在一些实施方案中,冲头144的上表面150和模塑前体40的上表面154之间的间隙限定了A级表面层的几何形状(即,A级罩面层前体170基本上填充了整个间隙)。在其它实施方案中,所述间隙大于A级表面层的希望厚度(即,所述间隙足够宽,使得冲头144的上表面150不接触注入130形成的A级罩面前体170)。
注入130可进一步包括固化或以其他方式硬化A级罩面层前体170。A级罩面层前体170可以是任何透明固化材料,理想地具有高抗紫外线性和在注入过程中的低粘度。例如,A级罩面层前体170可包含聚氨酯、环氧树脂、聚酯或乙烯基酯中的一种或多种。方法100可任选包括从冲模142中取出CAC并对A级表面层进行上漆。在这些实施方案中,A级罩面层前体170可进一步包含导电碳(例如,炭黑、石墨烯),以增加CAC 180表面的导电性,用于静电上漆涂覆。例如,A级罩面层前体170可包含约1-20 wt.%或约5-10 wt.%的导电碳。在一些实施方案中,作为注入130的替代方案,A级罩面层前体170可喷涂、浸涂或与模塑前体160同时模压120。
与仅包括单一可模塑碳纤维前体材料的模塑材料相比,在方法100中使用分层模塑材料可以提供增加的强度,而不会牺牲可模塑性和流动性。方法100可进一步有利地用于消除在CAC制备中通常进行的喷砂/抛光/上漆步骤。例如,方法100可以是用于制备车辆的方法,并且进一步包括将CAC 180与刚性车辆框架(例如,车辆10的框架1)集成。
如图6A所示,方法100相应地形成CAC180,其具有第一固化皮层161(例如,从第一皮层30A形成)、第二固化皮层162(例如,从第二皮层30B形成)、轻质层163(例如,从轻质层41形成)和A级表面层171(例如,从A级罩面层前体170形成)。在一些实施方案中,第一固化皮层161可具有约0.1-5 mm的厚度,第二固化皮层162可具有约0.1-5 mm的厚度,并且轻质层163可具有约0.1-10 mm的厚度。图6B示出了通过方法100形成的CAC,其额外包含在第二固化皮层162和A级表面层171之间的附属层164。如上所述,附属层164可包括织造纤维(例如,碳纤维、玻璃纤维、芳纶纤维和玄武岩纤维)层。可以为了结构和/或美观的目的包含所述织造纤维层。特别地,包括织造纤维层的附属层164可以是穿过A级表面层171可见的。
在其他实施方案中,CAC 180的附属层164可包括SMC层,所述SMC层包含热塑性聚合物或热固性聚合物基体(例如,适用于第一皮层和第二皮层的那些材料,如上文所述),其中包埋有短切纤维(例如,碳纤维、玻璃纤维、芳纶纤维,玄武岩纤维)。例如,所述纤维的平均长度为约10-50 mm。例如,SMC层可包含约10-70 v.%、或约30-60 v.%的短切纤维和约90-30 v.%、或约70-40 v.%的聚合物基体。例如,可以通过在冲模142外施加附属层164和A级表面层171来形成包含SMC附属层164的CAC。
在某些方面,本技术涵盖根据上述方法或本领域技术人员想到的任何其他方法制备的结构部件。所述结构部件可包含可模塑碳纤维前体材料,所述可模塑碳纤维前体材料具有多个基本上排列整齐的碳纤维,其限定了一个主轴和垂直于所述主轴的第二轴。所述多个基本上排列整齐的碳纤维可具有相对于第二轴交错排列的多个离散的端点。根据本公开使用的可模塑碳纤维前体材料避免了树脂和纤维分离,从而避免或减少翘曲。因此,由本公开的碳纤维前体材料形成的复合物通过避免模塑过程中弯曲周围的纤维变形,显示出改善了无漆面板的表面质量。此外,由所述可模塑碳纤维前体材料形成的复合物不会遭受机械性能损失。
虽然上面描述了示例性实施方案,但这些实施方案并不意在描述权利要求所涵盖的所有可能形式。说明书中使用的词语是描述性的而不是限制性的词语,并且应当理解,可以进行各种变化而不脱离本公开的精神和范围。如前所述,可以组合各种实施方案的特征以形成没有明确描述或示出的本发明的其他实施方案。虽然将各种实施方案描述为针对一个或多个期望特性比其他实施方案或现有技术的实践具有优点或更为优选,但是本领域普通技术人员会认识到,可以妥协一个或多个特征或特性以获得期望的整体系统属性,这取决于具体的应用和实践。这些属性包括但不限于成本、强度、耐久性、寿命周期成本、适销性、外观、包装、尺寸、适用性、重量、可制造性、易于装配等。因此,针对一个或多个特征被描述为不如其他实施方案或现有技术的实践的实施方案并非处于本发明的范围之外,并且对于特定应用来说其可能是可取的。
- 用可模塑碳纤维形成A级部件的方法
- 含有可模塑碳纤维的A级部件