一种精密阀控制线圈灌封模具及灌封工艺方法
文献发布时间:2023-06-19 11:19:16
技术领域
本发明涉及航空发动机燃油流量控制技术领域,尤其涉及一种精密阀控制线圈灌封模具胡灌封工艺方法。
背景技术
精密阀产品是以输入的电信号作为控制信号、利用电磁原理实现电气机械转换的,产品内部设有永久磁钢,形成极化磁场,当产品的控制线圈通入控制信号后产生控制磁场,两个磁场之间的相互作用产生与控制信号成比例并能反应控制信号极性的力矩,从而使其运动部件产生直线位移形式的机械运动,在运动部件运动过程中,控制线圈不应出现串动现象,否则将会造成产品零偏发生变化,影响控制精度。结合该精密阀产品自身结构特点,因控制线圈安装位置有限,要求控制线圈应具有小体积结构特点,为防止控制线圈串动,在精密阀装配时对控制线圈的外形要求较严格,主要体现为外形尺寸公差范围小,表面粗糙度、平面度要求高等。同时,为了提高精密阀控制线圈的使用寿命,改善性能,通常使用胶液将控制线圈灌封住,以隔绝空气,达到防水、防潮、防油、防尘、耐湿热的目的,提高抗振动、抗冲击、抗加速度的能力。
由于控制线圈体积小,目前现有的灌封工艺所生产的控制线圈普遍存在着灌封合格率低的问题,主要体现为外形尺寸变化大,灌封表面粗糙度、平面度差,固化胶液中出现气泡等。外形尺寸、灌封表面粗糙度及平面度将会影响控制线圈与精密阀性能的匹配性,影响控制精度,出现气泡将会使得气泡处出现应力集中现象,由于发动机工作环境恶劣,在振动、冲击、加速度等条件的作用下,容易造成裂纹,导致控制线圈失效,给发动机带来极大的安全隐患。
基于上述技术问题,本领域的技术人员急需研发一种提高灌封合格率、能够控制外形尺寸公差范围,提高灌封表面粗糙度及平面度,且能够有效的解决出现气泡问题的精密阀控制线圈灌封模具及灌封工艺方法。
发明内容
本发明的目的是提供一种提高灌封合格率、能够控制外形尺寸公差范围,提高灌封表面粗糙度及平面度,且能够有效的解决出现气泡问题的精密阀控制线圈灌封模具及灌封工艺方法。
为了实现上述目的,本发明提供如下技术方案:
本发明的一种精密阀控制线圈灌封工艺方法,包括如下步骤:
涂脱模剂:在灌封模具与控制线圈接触的内腔表面均匀地涂刷脱模剂并晾干;
清洗:用酒精擦拭控制线圈外廓边缘处;
安装控制线圈:将擦拭后的控制线圈安装到灌封模具内;
灌封装置预热:将控制线圈随同灌封模具置于高温箱内预热至77~83℃;
胶液配制,至少配置出三种组份不同的灌封胶液、且三种不同组份的所述灌封胶液的预热温度不同;至少一种所述灌封胶液的预热温度为60~80℃、且另外两种所述灌封胶液的预热温度依次递增;待三种组份的所述灌封胶液预热完成后,依次参加在一起并搅拌均匀;
胶液预热:将配制完成的灌封胶液置于高温箱内预热,且预热温度为77~83℃;
胶液排气:将预热完成后的灌封胶液置于真空干燥箱内进行抽真空排气;
胶液灌封:将排气后的灌封胶液注入灌封装置中;
胶液半固化:将灌封完成的灌封装置置于高温箱内对所述胶液进行半固化,且温度为77~83℃;
胶液固化:将灌封装置置于高温箱内对所述胶液进行固化,且固化温度为105~115℃;
线圈分离:将固化完成的线圈从所述灌封模具中分离,即得到灌封线圈的成品。
进一步的,所述控制线圈随同所述灌封模具置于高温箱内预热30min,且预热温度为80℃。
进一步的,其中至少一种组份的所述灌封胶液预热温度为70℃。
进一步的,将配置完成的所述灌封胶液置于高温箱内预热时间为10min,且预热温度为80℃。
进一步的,对所述胶液进行半固化的温度为80℃、且半固化时间为1h。
进一步的,对所述胶液进行固化的温度为110℃、且固化时间为2h。
本发明的一种精密阀控制线圈灌封模具,该灌封模具包括:
模具本体;
通过紧固螺钉紧密连接在所述模具本体一端的挡板;
设置在所述模具本体内部、且靠近所述挡板的第一压块;
设置在所述模具本体内部、且远离所述挡板的第二压块,所述第一压块与所述第二压块相互平行设置;
穿过所述挡板以及所述第一压块、并穿过所述第二压块设置的压紧螺杆;
靠近所述第二压块、且与所述压紧螺杆相配合的压紧螺母;
该灌封模具还包括:
活动安装在所述第一压块以及所述第二压块上端的灌封装置,所述灌封装置用以装载灌封胶液。
优选的,所述压紧螺杆上设置有支撑口。
进一步的,所述灌封装置包括第三压块,且所述第三压块被配置为分体式结构;
穿过所述第三压块设置的螺钉;以及
与所述螺钉相配合的螺母;
所述第三压块的上端开设有圆形槽,所述圆形槽用以装载灌封胶液。
进一步的,所述第三压块由两块互为镜像的分体压块结合而成。
在上述技术方案中,本发明提供的一种精密阀控制线圈灌封模具及灌封工艺方法,具有以下有益效果:
本发明的一种精密阀控制线圈灌封模具及灌封工艺方法设计的专用灌封模具小巧便捷,并增加了严格的尺寸公差、形位公差、粗糙度等要求,解决了控制线圈体积小、外形尺寸要求高、形位公差要求严等问题。通过增加灌封装置(含线圈)预热及胶液预热过程,使胶液与线圈充分结合,避免了因温度不均造成的胶液断层现象。通过增加胶液排气过程中气泡浮起状态控制、胶液灌注过程控制,有效地解决了固化胶液中出现气泡的问题。通过本发明所得的控制线圈成品合格率高,体积小,外形尺寸公差范围小,表面平整光滑亮泽,无气泡,与精密阀性能的匹配性好,能够达到隔绝空气,防水、防潮、防油、防尘、耐湿热的目的,同时提高了在发动机恶劣工作环境下的抗振动、抗冲击、抗加速度的能力。
附图说明
为了更清楚地说明本申请实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明中记载的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的附图。
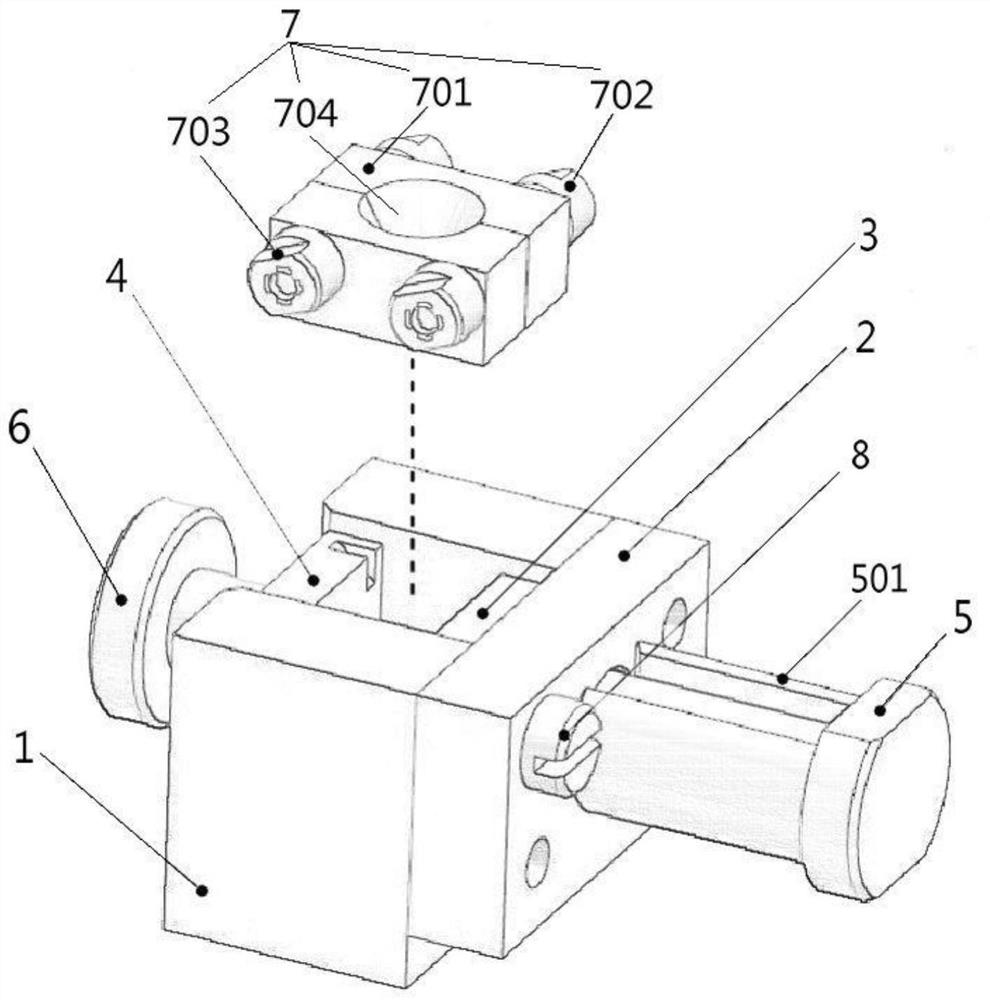
图1为本发明实施例提供的灌封模具的三维模型示意图;
图2为本发明实施例提供的固化线圈脱模情况图;
图3为本发明实施例提供的不同温度、不同保温时间下胶液状态图;
图4为本发明实施例提供的胶液排气泡沫状态图。
附图标记说明:
1、模具本体;2、挡板;3、第一压块;4、第二压块;5、压紧螺杆;6、压紧螺母;7、灌封装置;8、紧固螺钉;
501、支撑口;
701、第三压块;702、螺钉;703、螺母;704、圆形槽。
具体实施方式
为了使本领域的技术人员更好地理解本发明的技术方案,下面将结合附图对本发明作进一步的详细介绍。
参见图1~图4所示;
本发明的一种精密阀控制线圈灌封工艺方法,包括如下步骤:
涂脱模剂,在灌封模具与控制线圈接触的内腔表面均匀地涂刷脱模剂并晾干,所述涂脱模剂能够防止脱模时控制线圈与灌封模具发生粘连现象,确保外观完整;
清洗,用酒精擦拭控制线圈外廓边缘处;
安装控制线圈,将擦拭后的控制线圈安装到灌封模具内;
灌封装置预热,将控制线圈随同灌封模具置于高温箱内预热至77~83℃;
胶液配制,至少配置出三种组份不同的灌封胶液、且三种不同组份的所述灌封胶液的预热温度不同;至少一种所述灌封胶液的预热温度为60℃、且另外两种所述灌封胶液的预热温度依次递增;
胶液预热,将配制完成的灌封胶液置于高温箱内预热,且预热温度为77~83℃;
胶液排气,将预热完成后的灌封胶液置于真空干燥箱内进行抽真空排气;在胶液排气时,将预热完成后的所述灌封胶液置于环境温度为77~83℃,排气压力2~5kPa(绝压)真空干燥箱内进行抽真空排气,排气时间5~10min,在首次排气压力达到2~5kPa(绝压)后,胶液中会有泡沫状气泡浮起,然后打开真空干燥箱放气阀,升高排气压力,直至气泡消失后关闭放气阀,使排气压力达到2~5kPa(绝压),如此反复循环3~5次,直至在排气压力为2~5kPa(绝压)下胶液中无气泡浮起为止,排气完成;
胶液灌封,将排气后的灌封胶液注入灌封装置中;
胶液半固化,将灌封完成的灌封装置置于高温箱内对所述胶液进行半固化,且温度为77~83℃;
胶液固化,将灌封装置置于高温箱内对所述胶液进行固化,且固化温度为105~115℃;
线圈分离,具体地,首先将所述支撑口501拆下,然后缓慢推动所述压紧螺杆5,将固化完成的线圈从所述灌封模具中分离,即得到灌封线圈的成品。
作为本实施例进一步的介绍,所述控制线圈随同所述灌封模具置于高温箱内预热30min,且预热温度为80℃。
作为本实施例进一步的介绍,其中至少一种组份的所述灌封胶液预热温度为70℃。
作为本实施例进一步的介绍,将配置完成的灌封胶液置于高温箱内预热时间为10min,且预热温度为80℃。
作为本实施例进一步的介绍,对所述胶液进行半固化的温度为80℃、且半固化时间为1h。
作为本实施例进一步的介绍,对所述胶液进行固化的温度为110℃、且固化时间为2h。
本发明的一种精密阀控制线圈灌封模具,该灌封模具包括:
模具本体1,所述模具本体1的内腔表面设有粗糙度以及平面度要求,且所述模具本体1的内腔尺寸设有小等级公差;
通过紧固螺钉8紧密连接在所述模具本体1一端的挡板2,所述挡板2以及所述模具本体1的接触面设有平面度要求;
设置在所述模具本体1内部、且靠近所述挡板2的第一压块3;
设置在所述模具本体1内部、且远离所述挡板2的第二压块4,所述第一压块3与所述第二压块4相互平行设置,所述第一压块3与所述第二压块4与所述模具本体1的接触面均无间隙设置,所述第一压块3以及所述第二压块4的外表面均设有粗糙度以及平面度要求,且所述第一压块3以及所述第二压块4的外形尺寸均设有小等级公差;
穿过所述挡板2以及所述第一压块3、并穿过所述第二压块4设置的压紧螺杆5;
靠近所述第二压块4、且与所述压紧螺杆5相配合的压紧螺母6,所述挡板2、所述第一压块3、所述第二压块4以及所述压紧螺杆5之间无间隙配合,并设置有圆柱度要求,能够有效的防止控制线圈在所述压紧螺杆5上径向串动;
该灌封模具还包括:
活动安装在所述第一压块3以及所述第二压块4上端的灌封装置7,所述灌封装置7用以装载灌封胶液。
优选的,所述压紧螺杆5上设置有支撑口501,所述支撑口501为控制线圈脱模时的预留行程。
进一步的,所述灌封装置7包括第三压块701,所述第三压块701被配置为分体式结构,所述第三压块701的内部设有排气口,且所述第三压块701的外表面设有平面度、粗糙度以及小等级公差要求;
穿过所述第三压块701设置的螺钉702;以及
与所述螺钉702相配合的螺母703;
所述第三压块701的上端开设有圆形槽704,所述圆形槽704用以装载灌封胶液。
进一步的,所述第三压块701由两块互为镜像的分体压块结合而成。
具体地,涂脱模剂方法可行性验证情况如下:a)首先将灌封工装放入高温箱内,并在不同温度下(50℃、60℃、70℃、80℃、90℃、100℃)进行预热,预热时间为20min。b)预热完成后用细毛刷在试件(与工装材料一致)内表面均匀地涂敷一层脱模剂(外厂采购)。c)将涂抹脱模剂的灌封工装放入高温箱内进行烘干,烘干时间20min。d)按步骤a)~c)进行不同遍数的涂敷与烘干,并随高温箱恢复至室温。e)用试验件进行验证(此处仅考虑脱模粘连),待灌封完成的线圈固化后进行脱模,检查脱模情况,详见图2。
通过图2可知,温度与涂敷遍数影响着胶液与试件的粘连性,涂敷遍数越多、温度越高,防粘连性越好。按照上述方法反复进行试验验证,发现在70℃、80℃、90℃、100℃预热条件下,涂敷三遍脱模剂后,均未发生粘连现象。说明涂脱模剂可有效地解决固化后的胶液与工装粘连现象。
进一步地所述灌封装置预热应与胶液预热温度一致,防止灌封时灌封装置与胶液应温度差造成断层现象。胶液预热温度确定过程如下:用四只烧杯分别盛取相等适量的胶液,并分别置于60℃、80℃、100℃、120℃的环境高温箱内进行保温,在保温过程中时刻关注胶液状态,图3为不同温度、不同保温时间下胶液的状态。
如图3所示,从试验结果来看,保温10min后,四只烧杯中胶液黏度均降低,但60℃环境温度下胶液黏度相对较大。继续保温,当保温20min后,四种环境温度下胶液黏度几乎未发生变化。继续保温,当保温30min后,60℃、80℃环境温度下胶液黏度几乎未发生变化,100℃、120℃环境温度下胶液开始发生固化。继续保温,当保温40min后,60℃环境温度下胶液黏度几乎未发生变化,80℃、100℃环境温度下胶液开始发生固化,120℃环境温度下胶液接近半固化状态。同时在80℃、100℃、120℃环境温度下胶液黏度几乎一致,较稀释,几乎呈水状,有利于气体逃逸排出,但80℃环境温度下,胶液稀释状态维持时间长,100℃、120℃环境温度下胶液稀释状态维持时间短,但开始固化所需时间较短。
通过上述试验,80℃环境温度下胶液稀释状态、维持时间比较理想,稀释状态几乎可以维持30min左右,为操作灌封预留充足时间,同时也利于排气,可以选择80℃作为环境预热温度。从试验结果可以得出,温度越高,胶液稀释状态几乎不变,但开始固化所需时间越短,因需要预留灌封、排气等操作时间,因此可以选择(100~120)℃温度作为固化温度。
进一步地所述胶液排气确定过程如下:试验时首先用烧杯盛取10mL的胶液,并放入真空高温箱内进行高温(80℃)真空排气(胶液已经事先在80℃环境下预热10min),在首次最低真空度(绝压2~5kPa)下排气时发现,胶液中会有泡沫浮起,当升高真空度时,泡沫会消失,再次降低真空度时仍有泡沫浮起,但明显减少,泡沫浮起实际上就是气体排出。通过泡沫的浮起状态可以判定气体排出的情况,因此进行了排气时间分别为3min、5min、10min、15min、20min排气情况试验,试验期间对泡沫状态进行观察,试验结果详见图4。
通过试验可知,一般在10min左右,可将10mL胶液中的气体排尽,为了使排气完成的胶液不再混入空气,应禁止再次搅动胶液。
在上述技术方案中,本发明提供的一种精密阀控制线圈灌封模具及灌封工艺方法,具有以下有益效果:
本发明的一种精密阀控制线圈灌封模具及灌封工艺方法设计的专用灌封模具小巧便捷,并增加了严格的尺寸公差、形位公差、粗糙度等要求,解决了控制线圈体积小、外形尺寸要求高、形位公差要求严等问题。通过增加灌封装置(含线圈)预热及胶液预热过程,使胶液与线圈充分结合,避免了因温度不均造成的胶液断层现象。通过增加胶液排气过程中气泡浮起状态控制、胶液灌注过程控制,有效地解决了固化胶液中出现气泡的问题。通过本发明所得的控制线圈成品合格率高,体积小,外形尺寸公差范围小,表面平整光滑亮泽,无气泡,与精密阀性能的匹配性好,能够达到隔绝空气,防水、防潮、防油、防尘、耐湿热的目的,同时提高了在发动机恶劣工作环境下的抗振动、抗冲击、抗加速度的能力。
以上只通过说明的方式描述了本发明的某些示范性实施例,毋庸置疑,对于本领域的普通技术人员,在不偏离本发明的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,上述附图和描述在本质上是说明性的,不应理解为对本发明权利要求保护范围的限制。
- 一种精密阀控制线圈灌封模具及灌封工艺方法
- 一种多室袋制袋安全灌封一体机及制袋灌封方法