全息箔供应装置以及热箔压印机
文献发布时间:2023-06-19 11:26:00
技术领域
本发明涉及用于热箔压印机(hotfoilstampingmachine)的全息箔供应装置以及用于将全息图施加到基片上的热箔压印机。
背景技术
为基片提供全息图是对过程的准确性具有严格要求的复杂过程。
该过程通常在热箔压印机中执行,该热箔压印机具有压板单元,该压板单元被供应有待处理基片以及包含全息图的全息箔。
为了高质量的结果,全息箔到压板单元中的推进必须被准确地控制或校准。此外,必须采用适当的调整部件来补偿全息箔相对压板单元的横向位移。
通常,热箔压印机配备有用于全息箔的推进和对齐的多种单辊、传感器或调整部件,但是难以组装,因为许多辊、传感器、控制部件和调整部件必须单独被安装到热箔压印机。
发明内容
因此,本发明的目的是提供一种全息箔供应装置以及一种更易于组装和校准的热箔压印机。
为此,提供一种用于热箔压印机的全息箔供应装置,该装置包括用于全息箔的卷盘、用于在馈送方向沿运动路径推进全息箔的推进系统以及支承卷盘和推进系统的框架,其中该框架用于将供应装置安装到热箔压印机的底座。
通过具有支承全息箔供应装置的卷盘和推进系统的框架,提供一种单个单元,该单个单元能够在热箔压印机上以极少工作量来安装和对齐。
特别是,底座可以是全息箔供应装置与热箔压印机的唯一连接,该底座支承全息箔供应装置、即支撑其重量。
优选地,推进系统包括馈送辊、压力辊以及用于驱动馈送辊的马达,其中馈送辊、压力辊和/或马达由框架支承。这样,全功能推进系统能够设置在框架上。
为了驱动馈送辊,马达和馈送辊各自可包括滑轮,其中滑轮通过用于转矩传输的带或者任何其他适当的推进系统来连接。
为了实现紧凑装置,马达位于框架的底侧,而卷盘和/或馈送辊位于框架的顶侧。
在本发明的另一个实施例中,推进系统包括用于控制全息箔的推进的控制环路,该控制环路特别是闭合控制环路。这样,能够显著改进推进运动的准确性。推进影响所压印基片上的(一个或多个)全息图沿箔馈送方向的位置。
对于可靠和灵活的控制环路,推进系统可包括用于全息箔的对齐传感器,该对齐传感器由框架支承。
对齐传感器可以是照相装置,该照相装置指向运动路径的传感器区段,以便实现高对齐准确性。
特别是,照相装置配置成检测全息箔上的全息图的位置。
对齐传感器可以是光学单元,该光学单元可选地连接到光纤,指向运动路径的传感器区段,以便实现高对齐准确性。
特别是,光学单元配置成检测全息箔上印制的临时标记的位置。
为了进一步改进馈送运动的准确性,支承表面、特别是板被设置在传感器区段中用于支承全息箔。
推进系统配置成使用与机器的压印循环同步的停-走循环将全息箔馈入热箔压印机中。特别是,当压印机处于打开配置时,箔被推进,直至它到达预定位置并且停止,然后机器闭合以压印,再次打开,以及新循环开始。
全息箔包括全息图或者全息图组的重复。可通过在传感器区段内跨压印循环测量全息图的相对位置(或者临时标记的相对位置)来调整全息箔的推进,直至全息图到达基片上的正确位置。
在本发明的变型中,供应装置包括第一偏转辊和第二偏转辊,其中传感器区段位于第一偏转辊与第二偏转辊之间。偏转辊确保全息箔在传感器区段中采取缩进位置。
第二偏转辊可以是出口辊,即供应装置的运动路径中的最后一个辊。
在本发明的另一实施例中,框架包括至少一个侧面部分、特别是两个侧面部分,每个侧面部分位于运动路径的不同侧,其中卷盘、压力辊、馈送辊、两个偏转辊、支承表面和/或出口辊从至少一个侧面部分延伸到另一侧,特别是延伸到另一侧面部分,和/或其中马达位于两个侧面部分之间。通过使用框架的优选地为平坦的侧面部分,全息箔供应装置具有极紧凑设计。
一个侧面部分的另一侧可以是运动路径和/或全息箔相对该侧面部分的另一侧。
为了对全息箔施加预张力,全息箔供应装置可包括被耦合到卷盘的用于制动卷盘的旋转运动的制动器,其中卷盘和制动器被布置在侧面部分中的一个的相对两侧。
制动器可与滑轮位于相同侧。此外,制动器和/或滑轮可设置在侧面部分的外侧。
在本发明的另一个实施例中,底座包括横向调整部件,用于沿与馈送方向垂直的方向调整框架的位置。由于底座本身包括横向调整部件,所以能够进一步减少对齐装置中的工作量。这个横向调整影响压印基片上的(一个或多个)全息图沿与箔馈送方向垂直的方向的位置。
例如,底座包括可安装到热箔压印机的基座以及滑动地连接到基座的托架,其中托架支承框架,并且其中横向调整部件配置成相对于基座来定位托架。这样能够实现可靠和准确的横向调整。
托架可以是与馈送方向水平和垂直可滑动的。例如,调整部件包括致动托架的螺杆。
为了上述目的,进一步提供用于将全息图施加到基片的热箔压印机,所述热箔压印机包括:压板单元;用于沿基片馈送方向将基片馈送到压板单元的馈送单元;以及特别如上所述的用于沿箔馈送方向将全息箔馈送到压板单元的至少一个全息箔供应装置,该箔馈送方向特别是与基片馈送方向相反。这允许多个全息箔供应装置的使用。
基片可以是纸板或纸张或者来自材料的任何其他类型的片材。
例如,热箔压印机包括基片的至少一个接收卷盘,其中至少一个供应装置与至少一个接收卷盘位于压板单元的同一侧,和/或馈送单元与全息箔供应装置位于压板单元的相对侧,从而引起紧凑设计。
附图说明
通过下列描述以及所参照的附图,其他特征和优点将是显而易见的。附图中:
-图1示出按照本发明的热箔压印机的示意图,该热箔压印机具有按照本发明的全息箔供应装置,
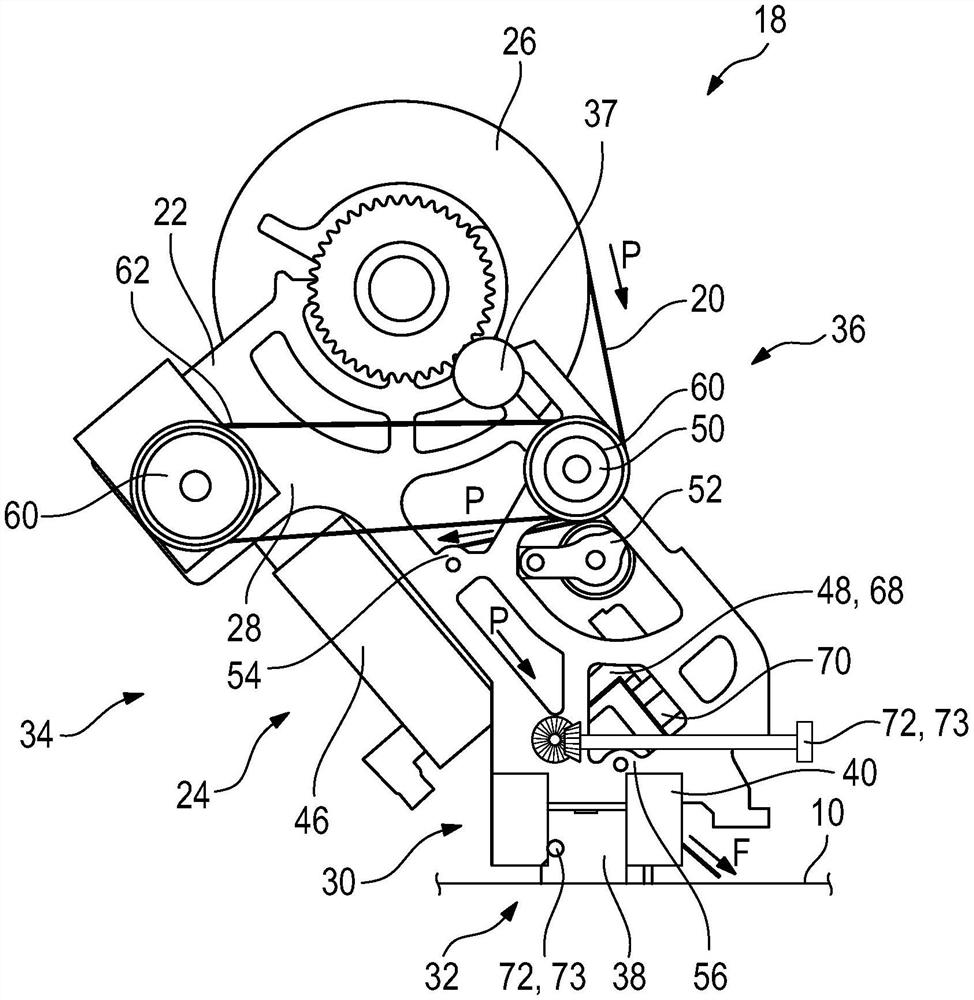
-图2以侧视图示出图1的全息箔供应装置中的一个的放大视图,
-图3以第一侧的透视侧视图示出图2的全息箔供应装置,
-图4示出按照图2的全息箔供应装置的顶视图,以及
-图5示出按照图2的全息箔供应装置的第二侧中的透视图。
具体实施方式
图1示出具有压板单元12、馈送单元14、接收卷盘16以及两个全息箔供应装置18的热箔压印机10。
热箔压印机10例如用来将全息图施加到基片、例如纸板或纸张。热箔压印机10例如用来制造高质量的产品包装或者通货券。
压板单元12包括如本身已知的压板,该压板配置成将全息图从全息箔、即包含全息图的箔施加到基片。通过压力和热量来实行全息图从全息箔到基片19的转印。
压板单元12具有第一侧(图1中的右手侧),馈送单元14位于该第一侧。
在第二侧(图1中的左手侧),布置接收卷盘和全息箔供应装置18。因此,全息箔供应装置18与接收卷盘16位于压板单元12的同一侧,但是与馈送单元14位于相对侧。
馈送单元14本身是已知的,并且配置成为压板单元12供应待处理基片19。馈送单元14沿基片馈送方向S将基片19馈送到压板单元12。
在另一侧,接收卷盘16配置成接收离开压板单元12的基片19、即包含全息图的所处理基片19。
两个全息箔供应装置18配置成沿全息箔馈送方向F为压板单元12供应全息箔20。
图2至图5更详细示出全息箔供应装置18中的一个。为了简洁起见,全息箔供应装置18在下文中称作供应装置18。
供应装置18包括框架22、推进系统24以及用于全息箔20的卷盘26。
卷盘26上的全息箔20包含在压板单元12中将被施加到基片19的全息图。
框架22包括:两个侧面部分28;以及底座30,该底座30用于将框架22安装到热箔压印机10,更准确来说安装到热箔压印机10的安装点32。
当然可能的情况是,框架22仅包括一个侧面部分28。在这种情况下,该布置与以下所述相同,只是没有第二侧面部分28。因此,在单个侧面部分28的情况下,下面描述为从侧面部分28中的一个延伸到另一侧面部分28的元件从一个侧面部分28延伸到另一侧、即运动路径P和/或全息箔20侧的相对所述侧面部分28的另一侧。
配备有底座30的框架22的一侧是底侧34,而相对侧被称作框架22的顶侧36。
侧面部分28是金属或者塑料材料的平坦件,该平坦件具有孔、槽和开口,用于安装推进系统24和卷盘26的各个部分。
侧面部分28一般是相同的,并且平行地布置,但是相互间隔开。侧面部分28之间的距离小于全息箔20的宽度的1.2倍。
卷盘26位于顶侧36,并且遍及框架22的顶侧36延伸。
卷盘26在侧面部分28中的一个的外侧被连接到制动器37。
制动器37经过侧面部分28可旋转地固定到卷盘26,并且能够为卷盘26的可旋转运动产生阻力。
这在所示实施例中采用固定连接到卷盘26的齿轮进行。制动器37与齿轮相互作用,以改变卷盘26的速度。
底座30包括基座38和托架40。
基座38被固定到热箔压印机10的安装点32。
托架40滑动地安装在基座38中,其中框架22被固定到托架40。这样,框架22相对托架40和压板单元12也是可滑动的。
底座30是在热箔压印机10处对供应装置18的唯一支承,支撑其重量。
推进系统24具有马达46、对齐传感器48、四个辊50、52、54和56以及板58。
辊50、52、54、56和卷盘26可旋转地安装在框架22中,框架22从侧面部分28中的一个延伸到另一侧面部分,因此跨越两个侧面部分28之间的距离。
马达46和对齐传感器48被布置在侧面部分28之间并且固定到其中,其中马达46在所示实施例中位于底侧34。
辊50、52是作为馈送辊50和压力辊52的一对驱动辊。
在侧面部分28中的一个的外侧、即不在侧面部分28之间,设置两个滑轮60,各自对应于馈送辊50或者马达46中的任一个。
馈送辊50的滑轮60例如通过轴穿过侧面部分28可旋转地固定到馈送辊50。
另一滑轮60穿过侧面部分28可旋转地固定到马达46的输出轴。
滑轮60经由带62来连接,使得马达46所产生的转矩能够经由滑轮60和带62传送到馈送辊50。当然,滑轮60也可通过任何其他适当的推进系统来驱动。
压力辊52未被驱动。
制动器37、滑轮60和带62位于框架的同一侧、即同一侧面部分28的外侧。
为了简洁起见,图3中省略了与马达46关联的带62和滑轮60。
辊54和56是偏转辊54、56,并且未被驱动。
偏转辊54、56相互之间隔着某个距离来布置,其中板58位于偏转辊54、56之间。
更准确来说,板58包括支承表面64,该支承表面64沿偏转辊54、56的方向来定向。支承表面64在侧视图中在与偏转辊54、56相切的平面内对齐。
偏转辊54、56之间的区段、更准确来说是支承表面64上方的区段限定对齐传感器48的传感器区段66。
在传感器区段66中,全息箔20由板58、更准确来说是支承表面64支承。
对齐传感器48包括照相装置68,以及在所示实施例中包括控制单元70。
照相装置68能够检测全息箔上的全息图,并且指向传感器区段66。
控制单元70电连接到照相装置68和马达46,以用于控制马达的功能。
控制单元70包括用于基于照相装置68所接收的数据来控制马达的运动的闭合控制环路。
辊50、52、54、56和板58限定全息箔20的运动路径P。
运动路径P开始于卷盘26,并且在馈送辊50与压力辊52之间延伸到偏转辊54。运动路径P然后通过板58的支承表面64,并且延续到偏转辊56。偏转辊56能够被看作是供应装置18的出口辊。
因此,运动路径P位于侧面部分28之间,使得侧面部分28位于顶视图(图4)中看到的运动路径P的不同侧。
如在侧视图(图2)中看到的,偏转辊54、56位于路径P的与板58相对的一侧。
在热箔压印机10的操作期间,供应装置18通过启动马达46将全息箔20馈送到压板单元12。相应地,馈送辊50被驱动导致全息箔20在全息箔馈送方向F沿运动路径P的运动。推进运动经由对齐传感器48和控制单元70来调整或控制。
照相装置68例如通过将位置与支承表面上的标记的位置进行比较,来检测传感器区段66中的全息箔20上的全息图的绝对位置。按照全息图的所检测位置,在长度上调整后续推进运动,即致动马达46略微更短或更长的时间段。
全息箔20的位置的横向调整、即在全息箔的平面中与全息箔馈送方向F垂直的调整使用供应装置18的底座30手动进行。具有支承卷盘26、辊50、52、54和56、马达46以及对齐传感器48的所附连的框架22的托架40能够相对热箔压印机10的其余部分、特别相对压板单元12与馈送方向F垂直地运动。这通过相对于基座38滑动托架40进行,所述基座38固定地安装在热箔压印机10的安装点32上。能够通过调整部件72例如通过接合托架40的底座30的螺杆73来执行运动。
因此,供应装置18是能够采用单个底座30来安装到热箔压印机10的紧凑装置,并且提供用于在与馈送方向F垂直的横向方向以及沿馈送方向F的调整的部件。因此,供应装置18能够易于快速安装到热箔压印机10并且相对压板单元12迅速对齐。
当然可能的情况是,控制单元70位于供应装置18外部,并且与照相装置68和马达46电连接(可能经由马达驱动器),但是由于电连接经由导线或无线进行,所以这个连接并不有助于在热箔压印机10处支承供应装置18。
- 全息箔供应装置以及热箔压印机
- 热印箔带用带盒及其管理方法、热印装置的箔剥离机构及方法