一种婴幼儿纸尿裤芯体制作加工方法
文献发布时间:2023-06-19 11:30:53
技术领域
本发明涉及纸尿裤加工领域,特别涉及的一种婴幼儿纸尿裤芯体制作加工方法。
背景技术
尿不湿是婴儿常用的日用品,是纸尿片、纸尿裤、拉拉裤的统称,干爽的尿不湿可以使婴儿保持整夜的安睡,由于吸水性强,被俗称为“尿不湿”,其中,高吸水性树脂(简称高分子SAP)是制造婴儿尿不湿的绝好材料,它是由淀粉和丙烯酸盐做主要原料制成的,突出特点是吸水和蓄水量大得惊人,现代纸尿裤一般由表面包覆层(无纺布面层)、吸收芯层(纯木浆和高吸水树脂构成层状结构)和底布(PE膜或PE膜与无纺布)三个主要部分组成,表面包覆层紧贴婴儿的身体,能够促使尿液快速渗透并有效阻止回渗,保持尿裤表层干爽,吸收芯层主要是能够俘获并快速吸收尿液、分散尿液或能通过毛细作用把它扩散到整个芯层中、最终吸收并储存尿液,但在纸尿裤生产过程中会出现以下问题:
1、常见粉碎结构对木浆原料采取单次粉碎处理,木浆碎的粉碎程度较低,且粉碎结构的内壁残留有木浆碎,同时进行木浆碎与其他原料混合搅拌的结构的内壁亦残留有混合物,且在长时间积累下易形成积层;
2、未经筛分过滤处理的木浆碎呈现颗粒不均匀的现象,以致可影响后续混合搅拌的效果,而在设置筛分结构情况下,筛分结构过筛的木浆碎的尺寸较为单一。
发明内容
(一)技术方案
为了实现上述目的,本发明采用以下技术方案,一种婴幼儿纸尿裤芯体制作加工方法,其使用一种婴幼儿纸尿裤芯体制作加工装置,该婴幼儿纸尿裤芯体制作加工装置包括粉碎机构、混合机构和成型机构,采用婴幼儿纸尿裤芯体制作加工装置进行婴幼儿纸尿裤芯体制作加工时具体加工方法如下:
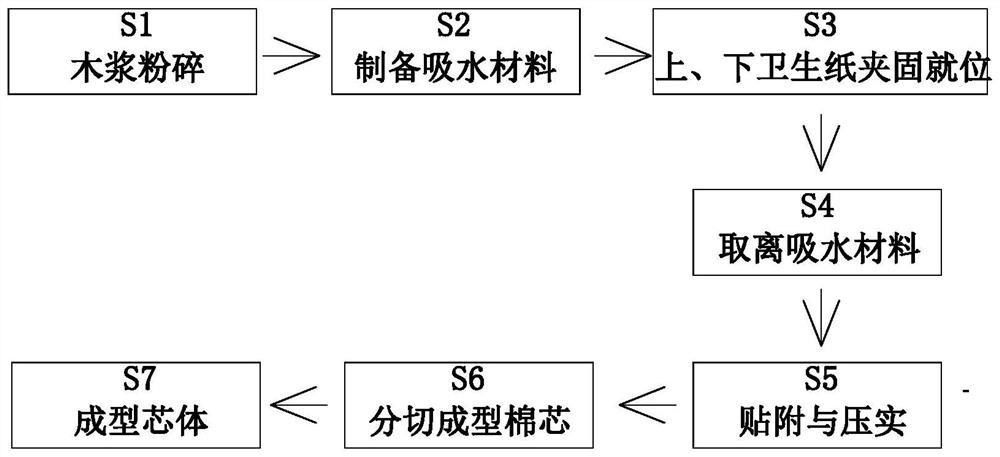
S1、木浆粉碎:通过人工方式将木浆倒入粉碎柜的同时通过一号电机带动二号轴转动,二号轴带动主齿轮同步转动,一号轴带动副齿轮在两联动齿轮的配合下随之同步转动,转动方向相反的主齿轮与副齿轮之间配合进行木浆粉碎;
S2、制备吸水材料:粉碎的木浆由输料通道进入搅拌桶内后,通过人工方式将高分子吸水树脂倒入搅拌桶内,然后通过二号电机带动中间轴转动,中间轴带动搅杆同步转动,搅杆对木浆碎和高分子吸水树脂进行搅拌混合,最终得到吸水材料;
S3、上、下卫生纸夹固就位:吸水材料制备期间,通过人工方式抬起压板并将下卫生纸置于带输送机上端,然后松离压板,压板在铅块重力的拉动下将下卫生纸压固与带式输送机上,与此同时通过夹固组夹固上卫生纸;
S4、取离吸水材料:通过人工方式向右拉动封盖,封盖带动内嵌板和二号电机同步运动,中间轴带动圆板同步运动,圆板同步推动吸水材料,吸水材料落在下卫生纸上的同时通过带式输送机带动下卫生纸向右运动;
S5、贴附与压实:下卫生纸运动至夹固组的正下方后通过电动推杆推动中间板,中间板带动回型板同步运动,夹固组夹带上卫生纸同步运动,上、下卫生纸对吸水材料进行包覆,同时中间板对卫生纸与吸水材料之间进行压实处理以得到棉芯;
S6、分切成型棉芯:通过一号电动滑块带动切刀向下运动直至切穿棉芯,之后再通过一号电动滑块的带动切刀运动对棉芯进行分切处理;
S7、成型芯体:将亲肤无纺布与导流层无纺布同时放卷后,喷胶形成复合面层,将分切成型的棉芯的外部通过复合面层包裹复合形成芯体。
所述的粉碎机构的下端与混合机构的上端相连,混合机构的下端与已有工作地面相连,混合机构的右端设置有成型机构。
所述的粉碎机构包括粉碎柜、柜架、一号轴、二号轴、副齿轮、主齿轮、衔接板、联动齿轮、一号电机、连接件和输料通道,粉碎柜的左端为正方形结构,粉碎柜的右下端为圆形结构,粉碎柜的左端的下端安装有柜架,柜架的下端与混合机构的左上端相连,粉碎柜的左端转动安装有一号轴,粉碎柜右端圆形结构的中心转动安装有二号轴,一号轴的中部安装有副齿轮,二号轴的中部安装有主齿轮,主齿轮与副齿轮之间啮合,且主齿轮和副齿轮均位于粉碎柜的内部,一号轴和二号轴同侧的侧端之间转动连接有衔接板,衔接板位于粉碎柜的外部,一号轴的后端和二号轴的后端均安装有联动齿轮,联动齿轮位于一号轴后端的衔接板的后侧,联动齿轮之间啮合,二号轴的后端面与一号电机的输出轴端相连,二号电机的的上端与粉碎柜的后端面上端之间设置有连接件,粉碎柜圆形结构的正下方开设有矩形通槽,矩形通槽内安装有输料通道,通过人工方式将木浆倒入粉碎柜的同时通过一号电机带动二号轴转动,二号轴带动主齿轮同步转动,一号轴带动副齿轮在两联动齿轮的配合下随之同步转动,转动方向相反的主齿轮与副齿轮之间配合进行木浆粉碎,粉碎的木浆顺势进入粉碎柜的圆形部分,并最终由输料通道进入混合机构内部。
所述的混合机构包括搅拌桶、桶架、圆板、中间轴、搅杆、封盖、内嵌板和二号电机,柜架的下端面与搅拌桶左端的上端面相连,输料通道的下端与搅拌桶内部相连通,输料通道与轨架之间设置有进料通槽,进料通槽开设在搅拌桶上端,搅拌桶的下端左右对称安装有桶架,桶架前后对称排布,桶架的下端与已有工作地面相连,搅拌桶的内部通过滑动配合方式安装有圆板,圆板的右端面中部安装有中间轴,中间轴的表面安装有搅杆,搅杆沿中间轴周向均匀排布,搅杆从左往右等距离排布,搅拌桶的右端面前后对称开设有一号凹槽,一号凹槽内通过滑动配合方式安装有内嵌板,内嵌板的右端面与封盖的左端面相连,封盖的左端面与搅拌桶的右端面相贴,中间轴的右端贯穿封盖的中心,中间轴的右端与二号电机的输出轴端相连,二号电机的左端面与封盖的右端面相连,粉碎的木浆由输料通道进入搅拌桶内后,通过人工方式将高分子吸水树脂倒入搅拌桶内,然后通过二号电机带动中间轴转动,中间轴带动搅杆同步转动,搅杆对木浆碎和高分子吸水树脂进行搅拌混合,最终得到吸水材料后,电机停止工作,通过人工方式向右拉动封盖,封盖带动内嵌板和二号电机同步运动,中间轴带动圆板同步运动,圆板同步推动吸水材料,吸水材料向成型机构掉落。
所述的成型机构包括带式输送机、压板、连板、吊杆、铅块、倒L型架、电动推杆、中间板、回型板、连接板、夹固组、一号电动滑块和切刀,带式输送机位于前后排布的桶架之间,带式输送机的上端左右对称开设有一号凹槽,一号凹槽内通过滑动配合方式安装有压板,压板位于搅拌桶的下方,左右正相对的压板之间安装有连板,压板的下端面中部安装有吊杆,吊杆与杆通槽之间通过滑动配合方式相连,杆通槽开设在一号凹槽的内底壁,吊杆的下端安装有铅块,铅块位于带式输送机的下方,带式输送机右端的后侧设置有倒L型架,倒L型架竖直段的下端与已有工作地面相连,倒L型架水平段的下端面左右对称安装有电动推杆,电动推杆的下端之间安装有中间板,中间板位于回型板的中心,回型板的上端面左右对称安装有连接板,连接板的上端与中间板的侧端面相连,回型板的前后两端对称设置有夹固组,回型板的四周内侧壁均通过滑动配合方式安装有一号电动滑块,一号电动滑块的下端安装有切刀,切刀的朝向中间板的侧端面与中间板的侧端面之间相贴,切刀的下端面与回型板的下端面齐平,吸水材料制备期间,通过人工方式抬起压板并将下卫生纸置于带输送机上端,然后松离压板,压板在铅块重力的拉动下将下卫生纸压固与带式输送机上,与此同时通过夹固组夹固上卫生纸,吸水材料在圆板的推动下落在下卫生纸上的同时通过带式输送机带动下卫生纸向右运动,吸水材料在下卫生纸上完成铺设,直至下卫生纸运动至夹固组的正下方,然后通过电动推杆推动中间板,中间板带动回型板同步运动,夹固组夹带上卫生纸同步运动,上、下卫生纸对吸水材料进行包覆,同时中间板对卫生纸与吸水材料之间进行压实处理,以得到棉芯,随后通过一号电动滑块带动切刀向下运动直至切穿棉芯,之后再通过一号电动滑块的带动切刀运动对棉芯进行分切处理,最后将亲肤无纺布与导流层无纺布同时放卷后,喷胶形成复合面层,将分切成型的棉芯的外部通过复合面层包裹复合形成芯体。
所述的夹固组包括U型板、卡销和凸块,U型板通过滑动配合方式卡接于回型板的侧端,回型板的左右两端对称开设有连接圆孔,连接圆孔内通过滑动配合方式安装有卡销,卡销与连接圆孔相离的一端上下对称安装有凸块,U型板的左右两端对称开设有腰形通槽,腰形通槽与卡销之间通过滑动配合方式相连,腰形通槽的上下内侧壁对称开设有连接凹槽,连接凹槽与凸块之间通过滑动配合方式相连,通过人工方式使上卫生纸呈U型贴附于回型板的下端,并使其上翘的两端位于U型板和回型板侧端之间,然后通过人工方式向内侧推动U型板直至其夹紧上卫生纸,随后转动卡销,直至凸块与连接凹槽对接,之后将卡销向连接通孔内按动,直至凸块完全卡进连接凹槽内,此时U型板得到固定,上卫生纸被夹紧。
作为本发明的一种优选技术方案,所述的连接件包括L型板和二号电动滑块,L型板竖直段的下端与一号电机的上端相连,L型板水平段的前端面安装有二号电动滑块,二号电动滑块的前端与粉碎柜的后上端之间通过滑动配合方式相连,通过二号电动滑块带动L型板向左运动,L型板带动一号电机同步运动,一号轴和二号轴随其同步运动,主齿轮和副齿轮亦随之同步运动,主齿轮与粉碎柜圆形部分的内壁之间的间距缩小,木浆碎进入输料通道过程中,主齿轮和粉碎柜圆形部分的内壁之间配合可对木浆碎进行二次摩擦粉碎处理,以提高木浆碎的粉碎程度,而主齿轮与粉碎柜圆形部分的内壁之间间距的变化性可使摩擦粉碎程度得到改变,进而适应于不同程度木浆粉碎的要求。
作为本发明的一种优选技术方案,所述的带式输送机后端的连板的正后侧设置有压辊,压辊转动卡套于一号销轴的中部,一号销轴的左右两端对称安装有伸缩杆,伸缩杆的下端与带式输送机的上端之间通滑动配合方式相连,伸缩杆位于压板的外侧,单侧压板对下卫生纸实施压固处理后,通过人工方式向上抬起压辊并向前拉动压辊,伸缩杆同步向前运动,直至压辊位于下卫生纸的上方,然后松动压辊以使其压于下卫生纸上,随后通过人工方式使压辊贴于下卫生纸表面向前滚动,以对下卫生纸实施平整,进而避免存在下卫生纸呈现褶皱状态而影响对吸水材料的包覆效果,下卫生纸得到平整后,再使剩余一侧的压板压固下卫生纸。
作为本发明的一种优选技术方案,所述的粉碎柜右下端的内环面通过滑动配合方式安装有三号电动滑块,三号电动滑块的左端安装有圆弧推板,圆弧推板的左端之间连接有刮板,刮板位于输料通道的右上方,粉碎木浆右输料通道落入搅拌桶内后,通过三号电动滑块带动圆弧推板沿粉碎柜圆形部分向左运动,圆弧推板推动刮板同步运动,刮板可对粉碎柜圆形部分的左内壁残留的木浆碎进行刮除,进而避免残留的木浆碎在多次积累后形成积层而阻滞木浆碎的掉落。
作为本发明的一种优选技术方案,所述的输料通道的右端面中下端开设有一号通槽,一号通槽内通过滑动配合方式卡接有过滤屉,过滤屉的内底壁开设有若干个滤孔,过滤屉可对木浆碎起到过滤筛分的作用,以提高木浆碎粒尺寸的均匀程度,过滤屉的活动安装方式可便于对过滤的木浆碎进行及时拾取而重新利用。
作为本发明的一种优选技术方案,所述的过滤屉的内底壁的正上方设置有筛板,筛板自带的筛孔与滤孔之间正对接,筛板通过滑动配合方式连接于过滤屉的左右两端之间,通过向右拉动筛板可改变筛孔与滤孔之间相通空间的尺寸,在此基础上实现对木浆碎过滤尺寸的改变,进而提高对成型不同尺寸木浆碎的需求的满足度。
作为本发明的一种优选技术方案,所述的搅杆与中间轴相离的一端之间连接有横板,横板背对搅杆的一端为外凸三角型结构,且横板背对搅杆的一端与搅拌桶的内环面之间通过滑动配合方式相连,横板随搅杆同步转动的过程中,其可对搅拌桶的内壁实施同步刮除作用,以降低吸水材料于搅拌桶内侧壁上的附着率,进而提高搅拌桶内壁的清洁程度,同时又可大大降低圆板运动出现卡滞现象的几率。
作为本发明的一种优选技术方案,所述的回型板的左右两端的下端面对称安装有耳板,耳板前后对称排布,左右正相对的耳板之间通过二号销轴转动连接有轴杆,轴杆位于U型板的下方,轴杆的设置使得夹固状态下的上卫生纸的两侧下端呈现外张的状态,即上卫生纸贴于回型板下端的部分处于张紧状态,进而使得上卫生纸对吸水材料的包覆效果得到提高。
(二)有益效果
1、本发明所述的一种婴幼儿纸尿裤芯体制作加工方法,本发明采用联动配合结构的设计理念进行婴幼儿纸尿裤芯体制作加工,设置的粉碎机构可对木浆实施二次粉碎处理以提高木浆的粉碎程度,设置的混合机构在实现吸水材料出料以及混合搅拌的同时又可实现对搅拌桶内壁的刮除清洁,设置的成型机构中可夹固卫生纸的结构的整体夹固灵活性较大,以致可便于适应一定厚度范围内的卫生纸夹固;
2、本发明所述的过滤屉可对木浆碎起到过滤筛分的作用,以提高木浆碎粒尺寸的均匀程度,过滤屉的活动安装方式可便于对过滤的木浆碎进行及时拾取而重新利用,同时筛板自带的筛孔与滤孔之间相通空间的尺寸的改变可实现对木浆碎过滤尺寸的改变,进而提高对成型不同尺寸木浆碎的需求的满足度;
3、本发明所述的连接件可使主齿轮与粉碎柜圆形部分的内壁之间间距处于可变化的状态,此状态可调控木浆碎受到摩擦粉碎程度,进而使得粉碎机构可适应于不同程度木浆粉碎的要求;
4、本发明所述的刮板可对粉碎柜圆形部分的左内壁残留的木浆碎进行刮除,进而避免残留的木浆碎在多次积累后形成积层而阻滞木浆碎的掉落;
5、本发明所述的压辊和伸缩杆之间的配合可对下卫生纸实施滚动平整,进而避免存在下卫生纸呈现褶皱状态而影响对吸水材料的包覆效果。
附图说明
下面结合附图和实施例对本发明进一步说明。
图1是本发明的工艺流程图;
图2是本发明的立体结构示意图;
图3是本发明的后视图;
图4是本发明的第一剖视图;
图5是本发明的第二剖视图;
图6是本发明的第三剖视图;
图7是本发明的第四剖视图;
图8是本发明图2的X处的放大结构示意图;
图9是本发明图4的Y处的放大结构示意图;
图10是本发明图4的Z处的放大结构示意图;
图11是本发明图4的M处的放大结构示意图;
图12是本发明图4的N处的放大结构示意图;
图13是本发明图4的R处的放大结构示意图;
图14是本发明图5的T处的放大结构示意图;
图15是本发明图6的Q处的放大结构示意图。
具体实施方式
以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求先定和覆盖的多种不同方式实施。
如图1至图15所示一种婴幼儿纸尿裤芯体制作加工方法,其使用一种婴幼儿纸尿裤芯体制作加工装置,该婴幼儿纸尿裤芯体制作加工装置包括粉碎机构1、混合机构2和成型机构3,采用婴幼儿纸尿裤芯体制作加工装置进行婴幼儿纸尿裤芯体制作加工时具体加工方法如下:
S1、木浆粉碎:通过人工方式将木浆倒入粉碎柜10的同时通过一号电机18带动二号轴13转动,二号轴13带动主齿轮15同步转动,一号轴12带动副齿轮14在两联动齿轮17的配合下随之同步转动,转动方向相反的主齿轮15与副齿轮14之间配合进行木浆粉碎;
S2、制备吸水材料:粉碎的木浆由输料通道190进入搅拌桶20内后,通过人工方式将高分子吸水树脂倒入搅拌桶20内,然后通过二号电机27带动中间轴23转动,中间轴23带动搅杆24同步转动,搅杆24对木浆碎和高分子吸水树脂进行搅拌混合,最终得到吸水材料;
S3、上、下卫生纸夹固就位:吸水材料制备期间,通过人工方式抬起压板31并将下卫生纸置于带输送机上端,然后松离压板31,压板31在铅块34重力的拉动下将下卫生纸压固与带式输送机30上,与此同时通过夹固组390夹固上卫生纸;
S4、取离吸水材料:通过人工方式向右拉动封盖25,封盖25带动内嵌板26和二号电机27同步运动,中间轴23带动圆板22同步运动,圆板22同步推动吸水材料,吸水材料落在下卫生纸上的同时通过带式输送机30带动下卫生纸向右运动;
S5、贴附与压实:下卫生纸运动至夹固组390的正下方后通过电动推杆36推动中间板37,中间板37带动回型板38同步运动,夹固组390夹带上卫生纸同步运动,上、下卫生纸对吸水材料进行包覆,同时中间板37对卫生纸与吸水材料之间进行压实处理以得到棉芯;
S6、分切成型棉芯:通过一号电动滑块391带动切刀392向下运动直至切穿棉芯,之后再通过一号电动滑块391的带动切刀392运动对棉芯进行分切处理;
S7、成型芯体:将亲肤无纺布与导流层无纺布同时放卷后,喷胶形成复合面层,将分切成型的棉芯的外部通过复合面层包裹复合形成芯体。
所述的粉碎机构1的下端与混合机构2的上端相连,混合机构2的下端与已有工作地面相连,混合机构2的右端设置有成型机构3。
所述的粉碎机构1包括粉碎柜10、柜架11、一号轴12、二号轴13、副齿轮14、主齿轮15、衔接板16、联动齿轮17、一号电机18、连接件19和输料通道190,粉碎柜10的左端为正方形结构,粉碎柜10的右下端为圆形结构,粉碎柜10的左端的下端安装有柜架11,柜架11的下端与混合机构2的左上端相连,粉碎柜10的左端转动安装有一号轴12,粉碎柜10右端圆形结构的中心转动安装有二号轴13,一号轴12的中部安装有副齿轮14,二号轴13的中部安装有主齿轮15,主齿轮15与副齿轮14之间啮合,且主齿轮15和副齿轮14均位于粉碎柜10的内部,一号轴12和二号轴13同侧的侧端之间转动连接有衔接板16,衔接板16位于粉碎柜10的外部,一号轴12的后端和二号轴13的后端均安装有联动齿轮17,联动齿轮17位于一号轴12后端的衔接板16的后侧,联动齿轮17之间啮合,二号轴13的后端面与一号电机18的输出轴端相连,二号电机27的的上端与粉碎柜10的后端面上端之间设置有连接件19,粉碎柜10圆形结构的正下方开设有矩形通槽,矩形通槽内安装有输料通道190,通过人工方式将木浆倒入粉碎柜10的同时,通过一号电机18带动二号轴13转动,二号轴13带动其所连的联动齿轮17和主齿轮15同步转动,一号轴12带动副齿轮14在两联动齿轮17的配合下随之同步转动,主齿轮15和副齿轮14的转动方向相反,主齿轮15与副齿轮14配合对木浆进行粉碎处理,粉碎的木浆顺势进入粉碎柜10的圆形部分,并最终由输料通道190进入混合机构2内部。
所述的连接件19包括L型板191和二号电动滑块192,L型板191竖直段的下端与一号电机18的上端相连,L型板191水平段的前端面安装有二号电动滑块192,二号电动滑块192的前端与粉碎柜10的后上端之间通过滑动配合方式相连,通过二号电动滑块192带动L型板191向左运动,L型板191带动一号电机18同步运动,一号轴12和二号轴13随其同步运动,主齿轮15和副齿轮14亦随之同步运动,主齿轮15与粉碎柜10圆形部分的内壁之间的间距缩小,木浆碎进入输料通道190过程中,主齿轮15和粉碎柜10圆形部分的内壁之间配合可对木浆碎进行二次摩擦粉碎处理,以提高木浆碎的粉碎程度,而主齿轮15与粉碎柜10圆形部分的内壁之间间距的变化性可使摩擦粉碎程度得到改变,进而适应于不同程度木浆粉碎的要求。
所述的粉碎柜10右下端的内环面通过滑动配合方式安装有三号电动滑块100,三号电动滑块100的左端安装有圆弧推板101,圆弧推板101的左端之间连接有刮板102,刮板102位于输料通道190的右上方,粉碎木浆右输料通道190落入搅拌桶20内后,通过三号电动滑块100带动圆弧推板101沿粉碎柜10圆形部分向左运动,圆弧推板101推动刮板102同步运动,刮板102可对粉碎柜10圆形部分的左内壁残留的木浆碎进行刮除,进而避免残留的木浆碎在多次积累后形成积层而阻滞木浆碎的掉落。
所述的输料通道190的右端面中下端开设有一号通槽,一号通槽内通过滑动配合方式卡接有过滤屉19a,过滤屉19a的内底壁开设有若干个滤孔,过滤屉19a可对木浆碎起到过滤筛分的作用,以提高木浆碎粒尺寸的均匀程度,过滤屉19a的活动安装方式可便于对过滤的木浆碎进行及时拾取而重新利用。
所述的过滤屉19a的内底壁的正上方设置有筛板19b,筛板19b自带的筛孔与滤孔之间正对接,筛板19b通过滑动配合方式连接于过滤屉19a的左右两端之间,通过向右拉动筛板19b可改变筛孔与滤孔之间相通空间的尺寸,在此基础上实现对木浆碎过滤尺寸的改变,进而提高对成型不同尺寸木浆碎的需求的满足度。
所述的混合机构2包括搅拌桶20、桶架21、圆板22、中间轴23、搅杆24、封盖25、内嵌板26和二号电机27,柜架11的下端面与搅拌桶20左端的上端面相连,输料通道190的下端与搅拌桶20内部相连通,输料通道190与轨架之间设置有进料通槽,进料通槽开设在搅拌桶20上端,搅拌桶20的下端左右对称安装有桶架21,桶架21前后对称排布,桶架21的下端与已有工作地面相连,搅拌桶20的内部通过滑动配合方式安装有圆板22,圆板22的右端面中部安装有中间轴23,中间轴23的表面安装有搅杆24,搅杆24沿中间轴23周向均匀排布,搅杆24从左往右等距离排布,搅拌桶20的右端面前后对称开设有一号凹槽,一号凹槽内通过滑动配合方式安装有内嵌板26,内嵌板26的右端面与封盖25的左端面相连,封盖25的左端面与搅拌桶20的右端面相贴,中间轴23的右端贯穿封盖25的中心,中间轴23的右端与二号电机27的输出轴端相连,二号电机27的左端面与封盖25的右端面相连,粉碎的木浆由输料通道190进入搅拌桶20内后,通过人工方式将高分子吸水树脂倒入搅拌桶20内,然后通过二号电机27带动中间轴23转动,中间轴23带动搅杆24同步转动,搅杆24对木浆碎和高分子吸水树脂进行搅拌混合,木浆碎和高分子吸水树脂混合成型得到吸水材料后,电机停止工作,通过人工方式向右拉动封盖25,封盖25带动内嵌板26和二号电机27同步运动,中间轴23带动圆板22同步运动,圆板22同步推动吸水材料,吸水材料向成型机构3掉落,圆板22推动吸水材料的同时还可对搅拌桶20内壁起到刮除残留吸水材料的作用。
所述的搅杆24与中间轴23相离的一端之间连接有横板240,横板240背对搅杆24的一端为外凸三角型结构,且横板240背对搅杆24的一端与搅拌桶20的内环面之间通过滑动配合方式相连,横板240随搅杆24同步转动的过程中,其可对搅拌桶20的内壁实施同步刮除作用,以降低吸水材料于搅拌桶20内侧壁上的附着率,进而提高搅拌桶20内壁的清洁程度,同时又可大大降低圆板22运动出现卡滞现象的几率。
所述的成型机构3包括带式输送机30、压板31、连板32、吊杆33、铅块34、倒L型架35、电动推杆36、中间板37、回型板38、连接板39、夹固组390、一号电动滑块391和切刀392,带式输送机30位于前后排布的桶架21之间,带式输送机30的上端左右对称开设有一号凹槽,一号凹槽内通过滑动配合方式安装有压板31,压板31位于搅拌桶20的下方,左右正相对的压板31之间安装有连板32,压板31的下端面中部安装有吊杆33,吊杆33与杆通槽之间通过滑动配合方式相连,杆通槽开设在一号凹槽的内底壁,吊杆33的下端安装有铅块34,铅块34位于带式输送机30的下方,带式输送机30右端的后侧设置有倒L型架35,倒L型架35竖直段的下端与已有工作地面相连,倒L型架35水平段的下端面左右对称安装有电动推杆36,电动推杆36的下端之间安装有中间板37,中间板37位于回型板38的中心,回型板38的上端面左右对称安装有连接板39,连接板39的上端与中间板37的侧端面相连,回型板38的前后两端对称设置有夹固组390,回型板38的四周内侧壁均通过滑动配合方式安装有一号电动滑块391,一号电动滑块391的下端安装有切刀392,切刀392的朝向中间板37的侧端面与中间板37的侧端面之间相贴,切刀392的下端面与回型板38的下端面齐平,吸水材料制备期间,通过人工方式抬起压板31并将下卫生纸置于带输送机上端,然后松离压板31,压板31在铅块34重力的拉动下将下卫生纸压固与带式输送机30上,与此同时通过夹固组390夹固上卫生纸,吸水材料在圆板22的推动下落在下卫生纸上的同时通过带式输送机30带动下卫生纸向右运动,吸水材料在下卫生纸上完成铺设,直至下卫生纸运动至夹固组390的正下方,然后通过电动推杆36推动中间板37,中间板37带动回型板38同步运动,夹固组390夹带上卫生纸同步运动,上、下卫生纸对吸水材料进行包覆,同时中间板37对卫生纸与吸水材料之间进行压实处理,以得到棉芯,随后通过一号电动滑块391带动切刀392向下运动直至切穿棉芯,之后再通过一号电动滑块391的带动切刀392运动对棉芯进行分切处理,最后将亲肤无纺布与导流层无纺布同时放卷后,喷胶形成复合面层,将分切成型的棉芯的外部通过复合面层包裹复合形成芯体,利用铅块34的重量使压板31实施夹固的方式的整体灵活性较大,以致可便于进行快速压固处理以及适应一定厚度范围内的卫生纸压固。
所述的夹固组390包括U型板393、卡销394和凸块395,U型板393通过滑动配合方式卡接于回型板38的侧端,回型板38的左右两端对称开设有连接圆孔,连接圆孔内通过滑动配合方式安装有卡销394,卡销394与连接圆孔相离的一端上下对称安装有凸块395,U型板393的左右两端对称开设有腰形通槽,腰形通槽与卡销394之间通过滑动配合方式相连,腰形通槽的上下内侧壁对称开设有连接凹槽,连接凹槽与凸块395之间通过滑动配合方式相连,通过人工方式使上卫生纸呈U型贴附于回型板38的下端,并使其上翘的两端位于U型板393和回型板38侧端之间,然后通过人工方式向内侧推动U型板393直至其夹紧上卫生纸,随后转动卡销394,直至凸块395与连接凹槽对接,之后将卡销394向连接通孔内按动,直至凸块395完全卡进连接凹槽内,此时U型板393得到固定,上卫生纸被夹紧。
所述的带式输送机30后端的连板32的正后侧设置有压辊320,压辊320转动卡套于一号销轴的中部,一号销轴的左右两端对称安装有伸缩杆321,伸缩杆321的下端与带式输送机30的上端之间通滑动配合方式相连,伸缩杆321位于压板31的外侧,单侧压板31对下卫生纸实施压固处理后,通过人工方式向上抬起压辊320并向前拉动压辊320,伸缩杆321同步向前运动,直至压辊320位于下卫生纸的上方,然后松动压辊320以使其压于下卫生纸上,随后通过人工方式使压辊320贴于下卫生纸表面向前滚动,以对下卫生纸实施平整,进而避免存在下卫生纸呈现褶皱状态而影响对吸水材料的包覆效果,下卫生纸得到平整后,再使剩余一侧的压板31压固下卫生纸。
所述的回型板38的左右两端的下端面对称安装有耳板380,耳板380前后对称排布,左右正相对的耳板380之间通过二号销轴转动连接有轴杆381,轴杆381位于U型板393的下方,轴杆381的设置使得夹固状态下的上卫生纸的两侧下端呈现外张的状态,即上卫生纸贴于回型板38下端的部分处于张紧状态,进而使得上卫生纸对吸水材料的包覆效果得到提高。
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
- 一种婴幼儿纸尿裤芯体制作加工方法
- 一种婴幼儿纸尿裤芯体制作加工方法