全固体电池
文献发布时间:2023-06-19 11:39:06
技术领域
本发明涉及全固体电池。
本申请基于在2018年11月20日在日本提出的特愿2018-217169号主张优先权,并将其内容引用在此。
背景技术
近年来,电子技术的发展令人瞩目,并实现了便携式电子设备的小型轻质化、薄型化、多功能化。随之,对于成为电子设备的电源的电池,强烈期望小型轻质化、薄型化、可靠性的提高。目前,被广泛使用的锂离子二次电池中,作为用于使离子移动的介质,目前使用有机溶剂等电解质(电解液)。但是,上述结构的电池中,存在电解液漏出之类的危险性。另外,电解液中使用的有机溶剂等为可燃性物质,因此,需要安全性更高的电池。
因此,作为用于提高电池的安全性的一个对策,提出了使用固体电解质作为电解质来代替电解液。另外,使用固体电解质作为电解质,并且其它的构成要素也由固体构成的全固体电池的开发不断发展。
一般而言,全固体电池被分类成薄膜型和块型(Bulk-type)两种。薄膜型能够通过PVD法或溶胶凝胶法等薄膜技术进行制作,另外,块型能够通过活性物质或晶界阻力较低的硫化物系固体电解质的粉末成型进行制作。薄膜型中,增厚活性物质以及多层叠化困难,因此,存在容量较小,且制造成本高之类的问题。另一方面,块型使用硫化物系固体电解质,因此,在硫化物系固体电解质与水反应时产生硫化氢。因此,在大气中的处理困难,需要在管理露点的手套箱内制作电池。这样,薄膜型和块型的全固体电池中,在安全性和制造环境方面的问题成为技术问题。
另一方面,在大气中化学稳定的氧化物系的固体电解质能够应用层叠部件的工艺技术,例如专利文献1中公开了层叠型的全固体电池。该全固体电池是将正极单元和负极单元隔着离子传导性无机物质层交替层叠而成的层叠型全固体电池,其特征在于:正极单元在正极集电体层的两面具有正极活性物质层,上述负极单元在负极集电体层的两面具有负极活性物质层,正极集电体层和负极集电体层的至少一方由Ag、Pd、Au和Pt的任一金属、或包含Ag、Pd、Au和Pt的任一者的合金、或选自它们的金属和合金的2种以上的混合物构成,并进行一并烧制。
另外,在上述层叠型全固体电池的不同端面,分别具有与正极集电体层连接的正极引出电极(以后,称为正极外部电极)以及与负极集电体层连接的负极引出电极(以后,称为负极外部电极)。
但是,所涉及的上述层叠型全固体电池由于通过充放电反应产生的活性物质的体积膨胀,有时在正极外部电极与正极集电体层以及负极外部电极与负极集电体层的接合面(包含直接接合的情况和隔着其它的层接合的情况)上产生剥离,循环特性有可能降低。
现有技术文献
专利文献
专利文献1:国际公开第2007/135790号
发明内容
发明所要解决的技术问题
本发明是为了解决上述技术问题而完成的发明,提供一种循环特性优异的全固体电池。
用于解决技术问题的技术方案
本发明的第一方式涉及的全固体电池,其包括:层叠体,其通过将具有正极集电体层和正极活性物质层的正极与具有负极集电体层和负极活性物质层的负极隔着固体电解质层层叠而成;和一对正极外部电极和负极外部电极,它们设置于上述层叠体的相对的任意一对侧面,上述正极集电体层与上述正极外部电极接合,上述负极集电体层与上述负极外部电极接合,上述正极集电体层或上述负极集电体层的至少一方中,与上述正极外部电极或上述负极外部电极接合的部分的厚度比其以外的部分厚。
本发明的第二方式涉及的全固体电池,其包括:层叠体,其通过将具有正极集电体层和正极活性物质层的正极与具有负极集电体层和负极活性物质层的负极隔着固体电解质层层叠而成;和一对正极外部电极和负极外部电极,它们设置于上述层叠体的相对的任意一对侧面,上述正极集电体层与上述正极外部电极接合,上述负极集电体层与上述负极外部电极接合,上述正极集电体层或上述负极集电体层的至少一方中,与上述正极外部电极或上述负极外部电极接合的部分的厚度比其以外的部分厚,
将作为上述接合的部分的扩大接合部的平均厚度设为t
1<(t
另外,优选本发明的上述方式涉及的全固体电池满足式(2)。
(t
发明效果
根据本发明,能够提供循环特性优异的全固体电池。
附图说明
图1表示本发明一个实施方式的全固体电池10的外观投影图。
图2表示本发明一个实施方式的全固体电池的层叠体20的外观投影图。
图3表示本发明一个实施方式的全固体电池10的沿着与侧面23和侧面24平行的面的截面图。
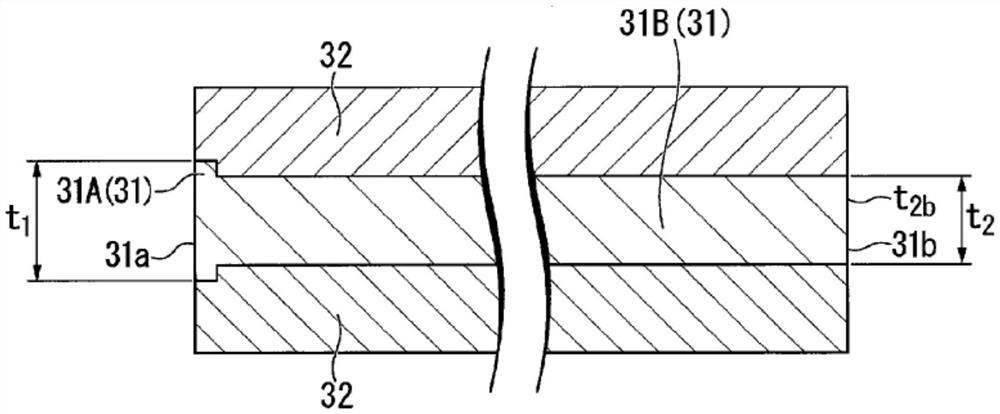
图4A表示在与图3同样的截面中用于对正极30进行说明的放大图。
图4B表示在与图3同样的截面中用于对负极40进行说明的放大图。
图5表示本发明另一实施方式的全固体电池10的相对于侧面23和侧面24的平行截面图。
图6表示实施例6的全固体电池的相对于正极外部电极和负极外部电极的垂直截面的FE-SEM照片。
图7表示比较例1的全固体电池的相对于正极外部电极和负极外部电极的垂直截面的FE-SEM照片。
具体实施方式
以下,适当参照附图详细地说明本发明的全固体电池。以下的说明中使用的附图为了容易理解本发明的特征,方便起见,有时将成为特征的部分放大表示。因此,附图中记载的各构成要素的尺寸比率等有时与实际不同。以下的说明中示例的材料、尺寸等为一例,本发明不限定于这些,能够在不变更其宗旨的范围内适当变更并实施。
(第一实施方式)
首先,对本发明的第一实施方式进行说明。本实施方式中,如图1所示,全固体电池10具有层叠体20、正极外部电极60、负极外部电极70。如图2所示,本实施方式的层叠体20为六面体,具有4个侧面21、侧面22、侧面23、侧面24和上表面25及下表面26。另外,在相对的任意一对侧面形成正极外部电极60和负极外部电极70。此外,图1的全固体电池10的一个实施方式中,在图2的层叠体20的侧面21形成有正极外部电极60,在侧面22形成有负极外部电极70。
如图3的层叠体的截面图所示,层叠体20中,正极30和负极40隔着固体电解质层50层叠,正极30具有正极集电体层31和正极活性物质层32。负极40具有负极集电体层41和负极活性物质层42。另外,在正极30与负极外部电极70之间以及负极40与正极外部电极60之间分别形成有与正极30同程度的厚度的边缘层80、与负极40同程度的厚度的边缘层80。另外,正极30经由侧面21与正极外部电极60电接合,负极40经由侧面22与负极外部电极70电接合。
此外,该电连接通过正极的正极集电体层与正极外部电极连接而进行。负极也同样,通过负极的负极集电体层与负极外部电极连接而进行。
作为以后的说明书中的说明,有时将正极活性物质和负极活性物质的任一方或双方统称为活性物质,将正极集电体层31和负极集电体层41的任一方或双方统称为集电体层,将正极活性物质层32和负极活性物质层42的任一方或双方统称为活性物质层,将正极和负极的任一方或双方统称为电极,将正极外部电极60和负极外部电极70的任一方或双方统称为外部电极。
如图4A所示,正极集电体层31的与正极外部电极60接合的部分31A的厚度比其以外的部分31B的平均厚度厚。通过将正极集电体层31设为上述的结构,能够增加正极集电体层31与正极外部电极60的接合面积,能够提高正极外部电极60与正极集电体层31的接合强度。以下,有时将部分31A称为扩大接合部31A,另外,有时将部分31B称为非扩大部31B。当将与正极集电体层31的露出于侧面21的端面31a相对的、层叠体20的内部侧的端面31b的厚度(厚度方向的长度)设为t
另外,如图4B所示,负极集电体层41的与负极外部电极70接合的部分41A的厚度比其以外的部分41B的平均厚度厚。通过将负极集电体层41设为上述的结构,能够增加负极集电体层41与负极外部电极70的接合面积,能够提高负极外部电极70与负极集电体层41的接合强度。以下,与负极集电体层41的情况一样,有时将部分41A称为扩大接合部41A,另外,有时将部分41B称为非扩大部41B。
将扩大接合部的集电体层的平均厚度定义为t
优选t
另外,更优选t
优选本实施方式的全固体电池10的固体电解质层50至少包含氧化物系锂离子传导体,正极活性物质层32和负极活性物质层42的一方或双方至少包含氧化物系锂离子传导体。优选边缘层与固体电解质层同样,至少包含氧化物系锂离子传导体。此外,图3中,正极活性物质层32和负极活性物质层42双方包含氧化物系锂离子传导体,但也可以仅包含于任一方。另外,在图3上表示了标注相同符号且使用了相同材料的例子。当然,不限于此,也可以不使用相同材料。
(固体电解质)
本实施方式的全固体电池的固体电解质层50没有特别限定,例如能够使用具有钠超离子导体型(NASICON型)、石榴石型、钙钛矿型的结晶结构的氧化物系锂离子传导体等通常的固体电解质材料。作为具有钠超离子导体型结晶结构的锂离子传导体,可以举出:至少含有Li、M(M为Ti、Zr、Ge、Hf、Sn中的至少一种)、P、O的具有钠超离子导体型结晶结构的离子传导体;和至少含有Li、Zr、La、O的具有石榴石型结晶结构或石榴石型类似结构的离子传导体;和至少含有Li、Ti、La、O的具有钙钛矿型结构的离子传导体中的至少1种。即,可以使用一种这些离子传导体,也可以混合多种进行使用。
作为本实施方式的固体电解质材料,优选利用具有钠超离子导体型结晶结构的锂离子传导体,例如,优选包含以LiZr
(正极活性物质和负极活性物质)
如上所述,本实施方式的全固体电池10的正极活性物质层32和负极活性物质层42作为正极活性物质和负极活性物质的活性物质,包含至少可吸藏释放锂离子的公知的化合物。除此之外,也可以包含导电助剂、导离子助剂、粘合剂等。正极活性物质和负极活性物质优选能够将锂离子有效地插入、脱离。
正极活性物质和负极活性物质例如为过渡金属氧化物、过渡金属复合氧化物。具体而言,正极活性物质和负极活性物质例如为锂锰复合氧化物Li
作为本实施方式的正极活性物质和负极活性物质,优选作为主成分含有磷酸化合物,例如优选为磷酸钒锂(LiVOPO
本实施方式的主成分是指正极活性物质层和负极活性物质层中的磷酸化合物相对于正极活性物质和负极活性物质整体占据的比例大于50质量份,磷酸化合物占据的比例优选为80重量份以上。
另外,这些正极活性物质和负极活性物质也可以将各元素的一部分置换成不同种类的元素,或从化学计量组成变化。LiVOPO
另外,作为负极活性物质,例如能够使用Li金属、Li-Al合金、Li-In合金、碳、硅(Si)、氧化硅(SiOx)、钛酸锂(Li
在此,构成正极活性物质层32或负极活性物质层42的活性物质没有明确的区别,比较正极活性物质层中的化合物和负极活性物质层中的化合物的两种化合物的电位,能够将呈现更高电位的化合物用作正极活性物质,将呈现更低电位的化合物用作负极活性物质。另外,如果是同时兼备锂离子释放和锂离子吸藏的化合物,则构成正极活性物质层32和负极活性物质层42的材料也可以使用相同材料。
作为导电助剂,例如可以举出:碳黑、乙炔黑、科琴黑、碳纳米管、石墨、石墨烯、活性炭等碳材料、金、银、钯、铂、铜、锡等金属材料。
作为导离子助剂,例如为固体电解质。固体电解质例如能够具体地使用与固体电解质层50所使用的材料同样的材料。
在使用固体电解质作为导离子助剂的情况下,导离子助剂和固体电解质层50所使用的固体电解质优选使用相同的材料。
(正极集电体和负极集电体)
构成本实施方式的全固体电池10的正极集电体层32和负极集电体层42的材料优选使用导电率大的材料,例如优选使用银、钯、金、铂、铝、铜、镍等。特别是铜难以与氧化物系锂离子传导体反应,还具有全固体电池的内部阻力的降低效果,故优选。构成正极集电体层32和负极集电体层42的材料可以使用相同的材料,也可以使用不同的材料。
另外,优选本实施方式的全固体电池10的正极集电体层31和负极集电体层41分别包含正极活性物质和负极活性物质。
通过正极集电体层和负极集电体层分别包含正极活性物质和负极活性物质,正极集电体层与正极活性物质层以及负极集电体层与负极活性物质层的密合性提高,故优选。
本实施方式的正极集电体层31和负极集电体层41中的正极活性物质和负极活性物质的比率只要作为集电体发挥作用,就没有特别限定,但正极集电体与正极活性物质、或负极集电体与负极活性物质以体积比率计优选为90/10~70/30的范围。
(边缘层)
优选本实施方式的全固体电池10的边缘层80为了消除固体电解质层50与正极30的高度差以及固体电解质层50与负极40的高度差而设置。因此,边缘层80表示正极30以外的区域。通过这种边缘层80的存在,消除固体电解质层50与正极电极30以及负极40的高度差,因此,电极的致密性变高,不易产生全固体电池10的烧制引起的层间剥离(脱层)和翘曲。
优选构成边缘层80的材料例如包含与固体电解质层50相同的材料。因此,优选包含具有钠超离子导体型、石榴石型、钙钛矿型的结晶结构的氧化物系锂离子传导体。作为具有钠超离子导体型结晶结构的锂离子传导体,可以举出:至少含有Li、M(M为Ti、Zr、Ge、Hf、Sn中的至少一种)、P、O的具有钠超离子导体型结晶结构的离子传导体;和至少含有Li、Zr、La、O的具有石榴石型结晶结构或石榴石型类似结构的离子传导体;和至少含有Li、Ti、La、O的具有钙钛矿型结构的离子传导体中的至少1种。即,可以使用一种这些离子传导体,也可以混合多种进行使用。
(全固体电池的制造方法)
本实施方式的全固体电池10能够通过如下的顺序制造。将正极集电体层31、正极活性物质层32、固体电解质层50、负极集电体层41、负极活性物质层42、边缘层80的各材料进行膏化。膏化的方法没有特别限定,例如能够向媒液中混合上述各材料的粉末而得到膏。在此,媒液是液相中的介质的统称,包含溶剂、粘合剂等。用于成型生片或印刷层的膏所含的粘合剂没有特别限定,能够使用聚乙烯醇缩醛树脂、纤维素树脂、丙烯酸树脂、聚氨酯树脂、醋酸乙烯酯树脂、聚乙烯醇树脂等,浆料能够包含这些树脂中的至少1种。
另外,膏中也可以包含增塑剂。增塑剂的种类没有特别限定,也可以使用邻苯二甲酸二辛酯、邻苯二甲酸二异壬酯等邻苯二甲酸酯等。
通过上述的方法,制作正极集电体层用膏、正极活性物质层用膏、固体电解质层用膏、负极活性物质层用膏、负极集电体层用膏、边缘层用膏。
将制作的固体电解质层用膏以期望的厚度涂布于聚对苯二甲酸乙二醇酯(PET)等基材上,根据需要进行干燥,制作固体电解质用生片(固体电解质层)50。固体电解质用生片的制作方法没有特别限定,能够采用刮刀法、模涂法、逗号涂布法、凹版涂布法等公知的方法。接着,在固体电解质用生片(固体电解质层)50上通过丝网印刷依次印刷层叠正极活性物质层32、正极集电体层31、正极活性物质层32,形成正极30。另外,为了填补固体电解质用生片(固体电解质层)50与正极30的高度差,在正极以外的区域通过丝网印刷形成边缘层80,制作正极单元。
负极单元也能够利用与正极单元同样的方法制作。
而且,将正极单元和负极单元以各自的一端交替地不一致的方式进行偏置并层叠,制作全固体电池的元件所包含多个的层叠基板。此外,关于层叠基板,根据需要,能够在层叠体的两个主面上设置外层。外层能够使用与固体电解质相同的材料,能够使用固体电解质用生片。
上述制造方法是制造并联型全固体电池10的方法,但串联型全固体电池的制造方法只要以正极的一端和负极的一端一致的方式即不偏置而层叠即可。该全固体电池中,各集电体层利用相对的两端面与外部电极接合,但从提高接合强度的观点来看,优选在其两端面侧分别具有扩大接合部。
然后,能够将制作的层叠基板一并利用模压机、温等静压机(WIP)、冷等静压机(CIP)、静压机等进行加压,来提高密合性。加压优选一边加热一边进行,例如能够以40~95℃实施。
制作的层叠基板能够使用切割装置切断成未烧制的全固体电池的层叠体20。
通过对全固体电池的层叠体20进行脱粘合和烧制,而烧结层叠体20。脱粘合和烧制能够在氮气氛下以600℃~1000℃的温度进行烧制。脱粘合、烧制的保持时间例如设为0.1~6小时。
(扩大接合部的形成方法)
扩大接合部能够使用公知的成型、加工方法形成。当举出一例时,有通过滚筒研磨将在层叠体20的侧面21和22露出的集电体层31和41在层叠方向上延伸的方法。
滚筒研磨可以对未烧制的全固体电池的层叠体20进行实施,也可以对烧制后的全固体电池的层叠体20进行实施。滚筒研磨的方式有不使用水的干式滚筒研磨和使用水的湿式滚筒研磨。在进行湿式滚筒研磨的情况下,向滚筒研磨机内另外投入水等水溶液。
滚筒处理条件没有特别限定,能够适当调整,如果能够在层叠体不产生破裂或缺口等不良的范围内增大t
首先,向滚筒研磨机的滚筒内投入烧结后的层叠体20、研磨材料、缓冲材料,使滚筒旋转,由此,能够增大t
滚筒研磨所使用的滚筒形状优选为圆柱状或多棱柱状,能够根据研磨条件适当变更形状。另外,滚筒的尺寸没有特别限定。
作为投入滚筒内的研磨材料,能够使用氧化铝、氧化锆、聚合物、金属等介质。关于作为研磨材料而使用的介质的尺寸,其直径优选为0.5mm以上10mm以下。作为缓冲材料,例如能够使用水、有机溶剂等溶液、蛋白质、多糖类、聚合物等有机微粉末。关于作为有机微粉末的缓冲材料使用的介质的尺寸,其直径优选为0.01mm以上1mm以下。研磨材料以及缓冲材料可以单独使用,也可以混合多种进行使用。另外,投入滚筒内的层叠体、研磨材料、缓冲材料的量优选为滚筒容积的80%以上100%以下,作为研磨材料和缓冲材料的固体成分,优选为滚筒容积的50%以上70%以下。
另外,为了从全固体电池的层叠体20有效地引出电流,可以设置外部电极(正极外部电极60和负极外部电极70)。外部电极在层叠体20的相对的任意一对侧面形成正极外部电极60和负极外部电极70。作为外部电极的形成方法,可以举出溅射法、丝网印刷法或浸涂法等。丝网印刷法、浸涂法中,制作包含金属粉末、树脂、溶剂的外部电极用膏,将其作为外部电极6形成。接着,进行用于去除溶剂的烧结工序以及在外部电极的表面形成端子电极的镀敷处理。另一方面,溅射法中,能够直接形成外部电极以及端子电极,因此,不需要烧结工序、镀敷处理工序。
上述全固体电池的层叠体20为了提高耐湿性、耐冲击性,例如也可以密封于纽扣电池内。密封方法没有特别限定,例如也可以利用树脂密封烧制后的层叠体。另外,也可以通过将Al
(第二实施方式)
接着,对本发明的第二实施方式的全固体电池进行说明。此外,第二实施方式的说明中,对与第一实施方式的全固体电池10重复的结构,标注相同的符号,并省略其说明。
本实施方式的全固体电池中,仅正极或负极的任一方的集电体层具有扩大接合部。图5所示的例子中,仅正极30在正极集电体层31具有扩大接合部,负极40中,在负极集电体层41不具有扩大接合部。即使设为上述的结构,也与第一实施方式同样,与以往相比,缓和体积膨胀引起的应力负荷,抑制在全固体电池内的裂纹,进而,能够提供循环特性优异的全固体电池。此外,图5所示的例子中,表示了仅正极在集电体层具有扩大接合部的结构,但即使设为仅负极在集电体层具有扩大接合部的结构,也能够实现同样的效果。
本实施方式中,在利用包覆材料包覆层叠体20的侧面21后进行滚筒研磨的方面,与第一实施方式不同。通过利用包覆材料包覆一个侧面21,能够在滚筒研磨时不进行侧面21侧的研磨。因此,能够不改变露出于侧面21的正极集电体层的厚度,仅改变露出于侧面22的负极集电体层的厚度。此外,包覆材料没有特别限定,能够使用聚偏氟乙烯(PVdF)等。使用包覆材料进行滚筒研磨后,能够利用有机溶剂清洗并除去包覆材料。有机溶剂没有特别限定,可以举出N甲基2吡咯烷酮等。
以上,对本发明的实施方式进行了详细地说明,但不限定于上述的实施方式,可以进行各种变形。
实施例
以下,基于上述的实施方式,进一步使用实施例和比较例更详细地说明本发明,但本发明不限定于这些实施例。此外,膏的制作中的材料的加料量的“份”显示,只要没有说明,就是指“质量份”。
(实施例1)
(正极活性物质和负极活性物质的制作)
作为正极活性物质和负极活性物质,使用了通过以下的方法制作的磷酸钒锂(Li
(正极活性物质层用膏和负极活性物质层用膏的制作)
关于正极活性物质层用膏和负极活性物质层用膏,均向Li
(固体电解质层用膏的制作)
作为固体电解质,使用了通过以下的方法制作的磷酸钛铝锂(Li
(X射线衍射图案)
对于固体电解质粉末的结晶结构,使用CuKα射线测定X射线衍射图案。对得到的X射线衍射图案进行了解析,其结果,呈现与ICDD卡片35-0754的LiTi
接着,向该粉末中加入作为溶剂的乙醇100份、甲苯200份,利用球磨机进行湿式混合。然后,进一步投入聚乙烯醇缩丁醛系粘合剂16份和邻苯二甲酸丁苄酯4.8份,进行混合,制作固体电解质层用膏。
(固体电解质层用片材的制作)
将固体电解质层用膏通过刮刀法以PET膜为基材成型片材,得到厚度15μm的固体电解质层用片材(固体电解质层)。
(正极集电体层用膏和负极集电体层用膏的制作)
作为正极集电体和负极集电体,将Cu、Li
(边缘层用膏的制作)
关于边缘层用膏,向Li
(外部电极膏的制作)
使银粉末、环氧树脂、溶剂进行混合和分散,制作热固化型的外部电极膏。
使用这些膏,按照以下制作全固体电池。
(正极单元的制作)
在上述的固体电解质层用片材上,使用丝网印刷形成厚度5μm的正极活性物质层(称为第一正极活性物质层),以80℃干燥10分钟。接着,在正极活性物质层上使用丝网印刷形成厚度5μm的正极集电体层,以80℃干燥10分钟。在正极集电体层上进一步使用丝网印刷再次形成厚度5μm的正极活性物质层(称为第二正极活性物质层),以80℃干燥10分钟,由此,在固体电解质层用片材上制作正极。接着,在正极的一端的外周,使用丝网印刷形成与上述正极大致同一平面的高度的边缘层80,以80℃干燥10分钟。接着,通过剥离PET膜,而得到正极单元的片材。
(负极单元的制作)
在上述的固体电解质层用片材上,使用丝网印刷形成厚度5μm的负极活性物质层(称为第一负极活性物质层),以80℃干燥10分钟。接着,在负极活性物质层上使用丝网印刷形成厚度5μm的负极集电体层,以80℃干燥10分钟。在负极集电体层上进一步使用丝网印刷再次形成厚度5μm的负极活性物质层(称为第二负极活性物质层),以80℃干燥10分钟,由此,在固体电解质层用片材上制作负极。接着,在负极的一端的外周,使用丝网印刷形成与负极大致同一平面的高度的边缘层,以80℃干燥10分钟。接着,通过剥离PET膜,得到负极单元的片材。
(层叠体的制作)
将正极单元和负极单元以各自的一端不一致的方式交替偏置,并且层叠多个,制作层叠基板。进一步在上述层叠基板的两个主面上,层叠多个作为外层的固体电解质片材,设置500μm的外层。将其利用模压机进行热压接后进行切断,制作未烧制的全固体电池的层叠体。接着,通过对上述层叠体进行脱粘合、烧制,得到全固体电池的层叠体。上述烧制在氮中以升温速度200℃/小时升温至烧制温度750℃,在该温度下保持2小时,在自然冷却后取出。
在烧制后的上述层叠体中,测定露出于相对的两个侧面的集电体层和未露出的集电体层的平均厚度t
(滚筒研磨)
上述层叠体通过滚筒研磨使露出于相对的两个侧面的集电体层的厚度延伸,增大其厚度。此外,滚筒研磨以湿式进行。
将上述层叠体、水、作为研磨材料的直径1mm的氧化锆介质、作为缓冲材料的直径30μm片栗粉以4:1的比例投入滚筒容器内,以50rpm旋转,滚筒时间如表1所记载,使露出于层叠体的相对的两个侧面的集电体层的厚度t
进行了滚筒研磨之后,将与未露出集电体的相对的两个侧面平行的截面,以从上述一个侧面到相对的侧面以等间隔进行21次分割的方式提取20个部位的截面,分别通过截面SEM观察测定该20个部位的截面中的露出于侧面的部位的集电体层的平均厚度和未露出于侧面的部位的集电体层的平均厚度,分别算出t
(外部电极形成工序)
在进行了滚筒研磨的上述全固体电池的层叠体中,向露出有集电体的相对的两个侧面涂布外部电极膏,进行150℃、30分钟的热固化,形成一对外部电极。
(实施例2~7)
关于实施例2~7的全固体电池,通过将滚筒研磨的滚筒时间设为表1所记载的值,而将t
(实施例8)
关于实施例8的全固体电池,将层叠体的露出有负极集电体层的侧面利用聚偏氟乙烯(PVdF)包覆后进行滚筒研磨,仅将露出于与上述侧面相对的侧面的正极集电体层调整为表1所示的厚度,除此以外,与实施例4同样地进行,制作全固体电池。此外,在滚筒研磨后,通过利用N甲基2吡咯烷酮的有机溶剂清洗上述PVdF而除去。
(实施例9)
关于实施例9的全固体电池,将层叠体的露出有负极集电体层的侧面利用PVdF包覆后进行滚筒研磨,除此以外,与实施例8同样地进行,制作全固体电池。
(比较例1)
关于比较例1的全固体电池,设为不进行滚筒研磨的全固体电池。
(比较例2)
关于比较例2的全固体电池,通过将滚筒研磨的滚筒时间设为表1所记载的值,而将t
(电池评价)
本实施例以及比较例中制作的全固体电池能够对下述的电池特性进行评价。
[充放电循环试验]
本实施例以及比较例中制作的全固体电池能够通过例如以下所示的充放电条件评价充放电循环特性。充放电电流的记载使用以后C速率记载。C速率记载为nC(或μA)(n为数值),是指能够以1/n(h)对公称容量(μAh)进行充放电的电流。例如1C是能够以1h对公称容量进行充电的充放电电流,如果是2C,则是指能够以0.5h对公称容量进行充电的充放电电流。例如,在公称容量100μAh的全固体电池的情况下,0.1C的电流为10μA(计算式100μA×0.1=10μA)。同样,0.2C的电流为20μA,1C的电流为100μA。
关于充放电循环试验条件,在25℃的环境下以0.2C速率的定电流进行定电流充电(CC充电)直到成为1.6V的电池电压,然后,以0.2C速率的定电流进行放电直到成为0V的电池电压(CC放电)。将上述的充电和放电设为1个循环,将对其重复进行至1000个循环之后的放电容量维持率评价为充放电循环特性。此外,本实施方式的充放电循环特性根据以下的计算式算出。
1000个循环后的放电容量维持率(%)=(1000个循环后的放电容量÷1个循环后的放电容量)×100
(结果)
作为代表,将实施例6和比较例1的全固体电池的截面的FE-SEM照片表示在图6和图7中。如图6所记载,能够确认到实施例6中,全固体电池的露出于层叠体的侧面的部位的正极集电体层的厚度在层叠方向上延伸。此外,虽然省略图,但负极集电体层中也同样,能够确认到在层叠方向上延伸。另一方面,如图7所记载,在比较例1的全固体电池的截面照片中,不能确认到露出于层叠体的端面的部位中的正极集电体层的厚度延伸的情况。此外,虽然省略图,但负极集电体层中也同样,不能确认到厚度在层叠方向上延伸。
表1中表示实施例1~9以及比较例1~2的全固体电池的循环特性的结果。全固体电池的露出于层叠体的侧面的、集电体层的扩大接合部的平均厚度t
[表1]
以上,详细地说明了本发明,但上述实施方式和实施例只不过是示例,在此公开的发明中包含对上述的具体例进行各种变形、变更的例子。
符号说明
10:全固体电池,20:层叠体,30:正极,31:正极集电体层,32:正极活性物质层,40:负极,41:负极集电体层,42:负极活性物质层,50:固体电解质层,60:正极外部电极;70:负极外部电极,80:边缘层。
- 全固体二次电池用粘结剂组合物、全固体二次电池电极复合材料层用浆料组合物、全固体二次电池固体电解质层用浆料组合物、全固体二次电池用电极、全固体二次电池用固体电解质层以及全固体二次电池
- 全固体二次电池用粘结剂组合物、全固体二次电池电极复合材料层用浆料组合物、全固体二次电池固体电解质层用浆料组合物以及全固体二次电池