适用于3D打印机的多耗材切换电路、系统及方法
文献发布时间:2023-06-19 11:45:49
技术领域
本发明涉及3D打印机技术领域,具体地,涉及一种适用于3D打印机的多耗材切换电路、系统及方法。
背景技术
3D打印(3DP)即快速成型技术的一种,它是一种以数字模型文件为基础,运用粉末状金属或塑料等可粘合材料,通过逐层打印的方式来构造物体的技术。
3D打印通常是采用数字技术材料打印机来实现的。常在模具制造、工业设计等领域被用于制造模型,后逐渐用于一些产品的直接制造,已经有使用这种技术打印而成的零部件。该技术在珠宝、鞋类、工业设计、建筑、工程和施工(AEC)、汽车,航空航天、牙科和医疗产业、教育、地理信息系统、土木工程、枪支以及其他领域都有所应用。
如专利文献CN105835372B公开的一种3D打印机,包括安装架、挤出装置、移位装置、出料装置及加工平台,出料装置包括出线安装座、上出线管道、下出线管道、出线电机、出线主动轮及出线辅助轮,出线主动轮及出线辅助轮的外周面构成传线腔,出线辅助轮与出线安装座转动配合,出线电机驱动出线主动轮转动,上出线管道及下出线管道供打印材料穿过且沿竖向依次设置于出线安装座,上出线管道及下出线管道之间设置有传线间隔,该传线间隔与传线腔位置相对应,出线安装座上设置摆臂,摆臂沿摆动方向设置有调节螺栓,调节螺栓上设置有限位于调节螺母及限位卡圈。
但类似上述的现有技术对3D打印料仓的料仓控制尚不成熟,目前国内的打印机基本都没有此功能,当打印过程中料仓用尽后打印机无法识别料仓状态。因而在没有料仓的情况下继续打印从而导致打印失败。
部分打印机安装有料仓传感器,在打印过程中如发生料仓用尽的情况会自动暂停。但需要等待用户发现问题后手动更换料仓并手动控制打印机继续打印。需要大量的人工操作,操作繁琐出错率高。
因此,提供一种适用于3D打印机的多耗材切换电路、系统及方法具有较高的实用价值和意义。
发明内容
针对现有技术中的缺陷,本发明的目的是提供一种适用于3D打印机的多耗材切换电路、系统及方法。
根据本发明提供的一种适用于3D打印机的多耗材切换电路,
所述3D打印机包括一个或多个喷嘴、多个耗材输入口、一个或多个电机以及一个或多个进料机;所述进料机一端与料仓口相连,另一端与喷嘴相连;初始设置在料仓口内的3D打印耗材能够依次经过料仓口、进料机以及喷嘴,进而以设定的温度和/或流量流出喷嘴实现打印;至少一个所述电机与进料机机械相连;
所述适用于3D打印机的多耗材切换电路包括微控制部分和多耗材切换部分;所述微控制部分和多耗材切换部分通过第一接口相连;所述多耗材切换部分与3D打印机的进料机通过第二接口相连;
其中,所述第一接口包括电机脉冲接口和/或电机方向接口;所述第二接口包括进料机脉冲接口。
优选的,所述微控制部分包括微控制单元;所述微控制单元通过第一接口与多耗材切换部分相连;
优选的,所述适用于3D打印机的多耗材切换电路还包括料仓驱动电路;所述料仓驱动电路和多耗材切换部分通过第四接口相连;
其中,所述第四接口包括料仓进料脉冲接口和/或料仓进料方向接口。
优选的,所述适用于3D打印机的多耗材切换电路还包括进料切换电路和进料驱动电路;所述进料切换电路、进料驱动电路分别与多耗材切换部分通过第五接口相连;
其中,所述第五接口包括进料切换端口、进料脉冲接口、电机脉冲接口、进料方向接口以及电机方向接口中的任一种或任多种组合。
优选的,所述喷嘴包括第一喷嘴;所述耗材包括第一耗材、第二耗材、所述进料机包括第一进料机。
优选的,包括微控制单元模块、多耗材切换模块;
所述微控制单元模块能够
-处理打印指令运算,并根据运算结果控制3D打印机的执行器进行设定的动作;
-实时监测3D打印机的状态信号,根据接收的3D打印机的打印进度信号和实时监测得到的3D打印机的状态信号,按照设定的方法运算得到运算结果;
所述多耗材切换模块能够
-实时监测多个耗材的状态,并将3D打印机耗材的状态输入微控制单元模块;
-驱动进料机和正在使用的对应耗材同步工作,并将正在使用的对应耗材推送至进料机;
-实时监测未在使用的备用耗材的状态,当未在使用的备用耗材为空时,将空仓信息返回至微控制单元模块;
优选的,利用权利要求1至5中任一项所述的适用于3D打印机的多耗材切换电路或者权利要求6所述的适用于3D打印机的多耗材切换系统,包括:
步骤1:微控制单元执行打印文件,并实时获取当前使用的喷嘴名称和/或打印状态;
步骤2:微控制单元通过多耗材切换部分读取每个耗材的状态信号,根据当前使用的喷嘴名称、打印状态以及每个耗材的状态信号,按照设定的方法计算得到计划使用的耗材,并将计划使用的耗材记为主耗材,将其他耗材记为备用耗材;
其中,所述打印状态包括打印完成度和/或打印文件,所述每个耗材的状态信号包括每个耗材的位置信息。
优选的,所述适用于3D打印机的多耗材切换方法还包括:
耗材切换步骤:若打印过程中微控制单元发现当前使用的耗材用尽且备用耗材不为空,则通过进料切换电路将正在使用的耗材切换为备用耗材,继续进行打印;
打印暂停步骤:若打印过程中微控制单元发现当前使用的耗材用尽且备用耗材为空,则暂停打印;
备用耗材加载步骤:若在打印过程中备用耗材为空且检测到备用耗材有新料送入,则微控制单元对新料进行锁定并装载至备用位置;
其中,所述新料是指额外添加的3D打印耗材;所述备用位置为设定的、用于备用耗材加载步骤的位置。
与现有技术相比,本发明具有如下的有益效果:
1、本发明提供的适用于3D打印机的多耗材切换电路,具有功能全面、成本低、稳定性高的优点;
2、本发明提供的适用于3D打印机的多耗材切换电路、系统及方法,通过多耗材切换功能,解决了FDM(Fused Deposition Model ing熔融层积成型)3D打印机在打印过程中因料仓用尽而导致的打印暂停甚至是打印失败的问题,通过主辅料仓的设计,当料仓用尽后自动切换备用料仓使打印不间断;
3、本发明提供的适用于3D打印机的多耗材切换电路、系统及方法,使用者可以随时向用尽的备用料仓内补充新料,无需等到料仓用尽后再补充,极大的方便了用户的使用;
4、本发明提供的适用于3D打印机的多耗材切换电路、系统及方法,通过对耗料仓状态的监控亦可方便的实现料仓异常提示及暂停打印等保护动作。
附图说明
通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
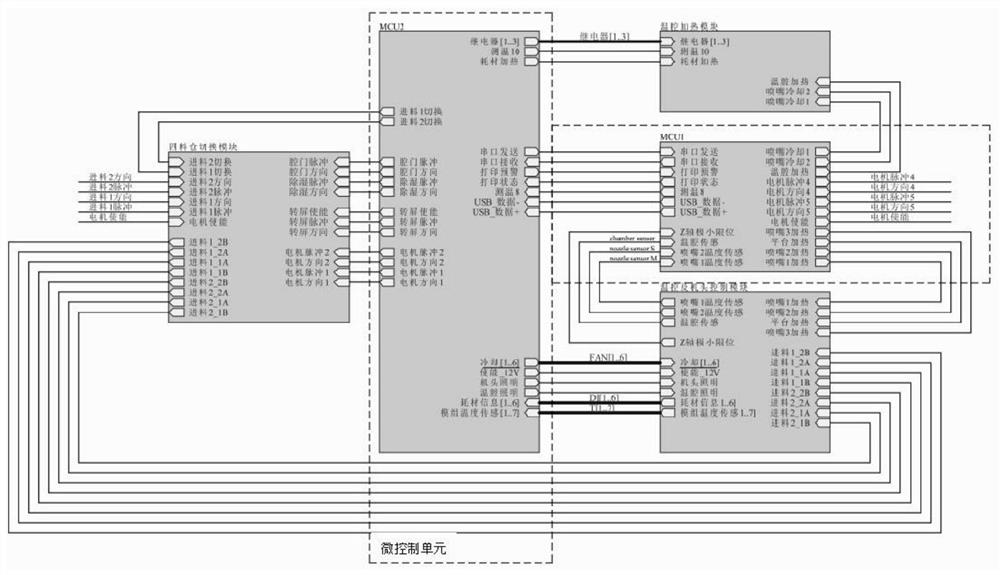
图1为本发明提供的适用于3D打印机的多耗材切换电路优选例的结构示意图;
图2为本发明提供的适用于3D打印机的多耗材切换电路优选例中料仓驱动电路的第一示意图;
图3为本发明提供的适用于3D打印机的多耗材切换电路优选例中料仓驱动电路的第二示意图;
图4为本发明提供的适用于3D打印机的多耗材切换电路优选例中料仓驱动电路的第三示意图;
图5为本发明提供的适用于3D打印机的多耗材切换电路优选例中料仓驱动电路的第四示意图;
图6为本发明提供的适用于3D打印机的多耗材切换电路优选例中进料切换电路的第一示意图;
图7为本发明提供的适用于3D打印机的多耗材切换电路优选例中进料切换电路的第二示意图;
图8为本发明提供的适用于3D打印机的多耗材切换电路优选例中进料驱动电路的第一示意图;
图9为本发明提供的适用于3D打印机的多耗材切换电路优选例中进料驱动电路的第二示意图;
图10为本发明提供的适用于3D打印机的多耗材切换电路优选例中各个接口连接对应关系的示意图;
图中示出:
多耗材切换部分1
料仓驱动电路101
进料切换电路102
进料驱动电路103
括微控制单元2
温控加热部分300
温控及机头控制部分400
具体实施方式
下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变化和改进。这些都属于本发明的保护范围。
根据本发明提供的一种适用于3D打印机的多耗材切换电路,所述3D打印机包括一个或多个喷嘴、多个耗材输入口、一个或多个电机以及一个或多个进料机;所述进料机一端与料仓口相连,另一端与喷嘴相连;初始设置在料仓口内的3D打印耗材能够依次经过料仓口、进料机以及喷嘴,进而以设定的温度和/或流量流出喷嘴实现打印;至少一个所述电机与进料机机械相连;
所述适用于3D打印机的多耗材切换电路包括微控制部分和多耗材切换部分100;所述微控制部分和多耗材切换部分100通过第一接口相连;所述多耗材切换部分100与3D打印机的进料机通过第二接口相连;
其中,所述第一接口包括电机脉冲接口和/或电机方向接口;所述第二接口包括进料机脉冲接口。
所述微控制部分包括微控制单元;所述微控制单元通过第一接口与多耗材切换部分 100相连;
所述适用于3D打印机的多耗材切换电路还包括料仓驱动电路101;所述料仓驱动电路101和多耗材切换部分100通过第四接口相连;
其中,所述第四接口包括料仓进料脉冲接口和/或料仓进料方向接口。
所述适用于3D打印机的多耗材切换电路还包括进料切换电路102和进料驱动电路103;所述进料切换电路102、进料驱动电路103分别与多耗材切换部分100通过第五接口相连;
其中,所述第五接口包括进料切换端口、进料脉冲接口、电机脉冲接口、进料方向接口以及电机方向接口中的任一种或任多种组合。
所述喷嘴包括第一喷嘴;所述耗材包括第一耗材、第二耗材、所述进料机包括第一进料机。
利用权利要求1至5中任一项所述的适用于3D打印机的多耗材切换电路,包括微控制单元模块、多耗材切换模块;
所述微控制单元模块能够
-处理打印指令运算,并根据运算结果控制3D打印机的执行器进行设定的动作;
-实时监测3D打印机的状态信号,根据接收的3D打印机的打印进度信号和实时监测得到的3D打印机的状态信号,按照设定的方法运算得到运算结果;
所述多耗材切换模块能够
-实时监测多个耗材的状态,并将3D打印机耗材的状态输入微控制单元模块;
-驱动进料机和正在使用的对应耗材同步工作,并将正在使用的对应耗材推送至进料机;
-实时监测未在使用的备用耗材的状态,当未在使用的备用耗材为空时,将空仓信息返回至微控制单元模块;
利用权利要求1至5中任一项所述的适用于3D打印机的多耗材切换电路或者权利要求6所述的适用于3D打印机的多耗材切换系统,包括:
步骤1:微控制单元执行打印文件,并实时获取当前使用的喷嘴名称和/或打印状态;
步骤2:微控制单元通过多耗材切换部分100读取每个耗材的状态信号,根据当前使用的喷嘴名称、打印状态以及每个耗材的状态信号,按照设定的方法计算得到计划使用的耗材,并将计划使用的耗材记为主耗材,将其他耗材记为备用耗材;
其中,所述打印状态包括打印完成度和/或打印文件,所述每个耗材的状态信号包括每个耗材的位置信息。
所述适用于3D打印机的多耗材切换方法还包括:
耗材切换步骤:若打印过程中微控制单元发现当前使用的耗材用尽且备用耗材不为空,则通过进料切换电路102将正在使用的耗材切换为备用耗材,继续进行打印;
打印暂停步骤:若打印过程中微控制单元发现当前使用的耗材用尽且备用耗材为空,则暂停打印;
备用耗材加载步骤:若在打印过程中备用耗材为空且检测到备用耗材有新料送入,则微控制单元对新料进行锁定并装载至备用位置;
其中,所述新料是指额外添加的3D打印耗材;所述备用位置为设定的、用于备用耗材加载步骤的位置;
其中,新料是指额外添加的3D打印料仓;备用位置为设定的、用于备用料仓加载步骤的位置;
其中,新料是指额外添加的3D打印料仓;备用位置为设定的、用于备用料仓加载步骤的位置。
进一步地,如图1至10所示,本发明的优选例提供了一种适用于3D打印机的多耗材切换电路,技术方案如下:
微控制单元模块采用型号为ATSAM3X8EA-AU的MCU(Microcontroller Unit,微控制单元),并记为MCU1;采用型号为ATMEGA2560-16AU的MCU,并记为MCU2;
该多耗材切换电路还包括中国台湾KE 1.27mm 3路拨码开关,拨码1至9分别对应为:左机头主料仓驱动、左机头辅料仓驱动、右机头主料仓驱动、右机头辅料仓驱动、转屏驱动、除湿驱动、腔门驱动、左机头进料驱动、右机头进料驱动;
驱动器型号为A4988SETTR-T;
电机接口型号为XH-4P 2.54mm socket;
继电器型号为JRC-23F-012-1ZS HFD23-012-1ZS;
MCU1模块功能:处理主要的打印指令运算并控制执行器按照相应的指令进行动作。与MCU2进行串口通信,获取打印机的各模块、部件的运行状态及温度速度等数据。将当前的打印进度及文件信息发送至MCU2,便于MCU2执行相应的配合操作。
MCU2模块功能:不断监测打印机各部件的运行状态及温度、速度、湿度、耗材余量、电压、电流、功率等所有与打印机相关的参数信息。根据监测到的信息及读取的数据参数,进行相应的运算后将结果通过串口发送至MCU1或执行相应的动作指令。接收MCU1 发送的串口数据,对数据进行相应运算后将结果反馈至MCU1或执行相应的动作指令。
温腔加热模块功能:测量温腔内的实时温度,将MCU1和MCU2发送的加热脉冲型号转化为调制后的高压输出,将此大功率的高压电能输入发热器后实现可控的热能输出。
温控及机头控制模块功能:将打印及内所有安装传感器位置的温度值转化为电信号,并将这些电信号输入MCU1和MCU2。将MCU发送的加热脉冲信号转化为调制后的电压信号后输入对应的发热器中。接收MCU对机头控制的相关电信号,并将这些电引号转化为相应的驱动电压或电流。将这些电压及电流输入机头内的相关模块后使其进执行相关的动作。
多耗材切换模块功能:识别仓内的料仓状态,并将料仓状态信息输入至MCU2。
驱动机头进料机工作,并将此驱动信号同时接入目前正在使用的料仓内,使其进行同步转动,推动料仓至机头内。实时监测备用料仓的状态。当备用料仓为空仓时,将信息反馈至MCU2同时准备装在新料。当有新料送入备用料仓后将送入的新料锁定并装载至备用位置。
多耗材切换工作原理如下:
1:MCU 1执行打印文件,并将当前使用的喷嘴名称、打印状态等信息通过串口(USB_ 数据+、USB_数据-)发送至MCU2。
2:MCU2接收MCU1的信息后通过四料仓切换模块读取每个料仓的状态信息。MCU2通过上述信息进行判断当前应该使用哪两个料仓。
3:如在打印过程中MCU2发现当前使用的料仓料仓用尽且备用料仓不为空,则通过进料1切换或进料2切换将正在使用的料仓切换为备用料仓,继续进行打印。
4:如在打印过程中MCU2发现当前使用的料仓料仓用尽且备用料仓为空,则通过串口向MCU1发送请求暂停打印。
5:如在打印过程中备用料仓为空且检测到备用料仓有新料送入,则MCU2控制备用料仓对新料进行锁定并装载至备用位置
在本申请的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制。
以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变化或修改,这并不影响本发明的实质内容。在不冲突的情况下,本申请的实施例和实施例中的特征可以任意相互组合。
- 适用于3D打印机的多耗材切换电路、系统及方法
- 一种3D打印机用耗材连接系统及其方法