一种PCB板生产方法以及系统
文献发布时间:2023-06-19 12:00:51
技术领域
本发明涉及PCB领域,具体涉及一种PCB板生产方法和系统。
背景技术
现有PCB的SMT制程工艺中,大部分PCB板卡都是SMT双面板,由于双面板分BOT面和TOP面,两面设计差异很大,所以需要两条生产线分别生产BOT和TOP两面,这样增加设备、人力、治工具等成本。若采用一条生成线,则需要频繁更换该生产线上的设备(当PCB的一面进行贴装后,需要在一定时间内完成另一面的贴装)。
为了克服以上缺点,可采用阴阳板工艺,但是现有阴阳板技术是通过PCB拼版拼成阴阳两部分,该方式有很大弊端:1、需研发介入,研发阶段需layout评估按阴阳板方式评估拼版;2、由于目前大部分双面板都会有较重元件,需考虑板卡上某一面是否有过重元件,过回流焊是可能由于过重掉落。
发明内容
有鉴于此,为了克服上述问题的至少一个方面,本发明实施例提出一种PCB板生产方法,包括以下步骤:
对光板卡的反面进行锡膏印刷以及表面贴装以得到半成品板卡;
将所述半成品板卡放置在第一托盘的第一区域以及将所述光板卡放置在所述第一托盘的第二区域,其中,所述半成品板卡的正面朝上,所述光板卡的反面朝上;
对所述第一托盘上的所述半成品板卡的正面和所述光板卡的反面同时进行锡膏印刷;
对进行锡膏印刷后的所述半成品板卡的正面和所述光板卡的反面同时进行表面贴装以得到正反两面完成表面贴装的板卡和反面完成表面贴装的所述半成品板卡;
将所述正反两面完成表面贴装的板卡取下以进行封装并将所述第二区域的所述半成品板卡放置到所述第一托盘的第一区域,以及将另一光板卡放置在所述第一托盘的第二区域,并返回锡膏印刷的步骤。
在一些实施例中,对进行锡膏印刷后的所述半成品板卡的正面和所述光板卡的反面同时进行表面贴装,进一步包括:
将所述半成品板卡放置在第二托盘的第一区域以及将所述光板卡放置在所述第二托盘的第二区域,其中,所述半成品板卡的正面朝上,所述光板卡的反面朝上;
对所述第二托盘上的所述半成品板卡的正面和所述光板卡的反面同时进行表面贴装。
在一些实施例中,还包括:
将放置有正反两面完成表面贴装的板卡和反面完成表面贴装的所述半成品板卡的第二托盘过回焊炉,并进行光学检查。
在一些实施例中,对所述第一托盘上的所述半成品板卡的正面和所述光板卡的反面同时进行锡膏印刷,进一步包括:
锡膏印刷完成后,进行锡膏印刷检查。
在一些实施例中,对光板卡的反面进行锡膏印刷以及表面贴装以得到半成品板卡,进一步包括:
将生产线上用于生成所述半成品板卡的工具替换以进行后续步骤。
基于同一发明构思,根据本发明的另一个方面,本发明的实施例还提供了一种PCB板生产系统,包括:
半成品生成工具,用于对光板卡的反面进行锡膏印刷以及表面贴装以得到半成品板卡;
第一托盘工具,用于将所述半成品板卡放置在第一托盘的第一区域以及将所述光板卡放置在所述第一托盘的第二区域,其中,所述半成品板卡的正面朝上,所述光板卡的反面朝上;
锡膏印刷工具,用于对所述第一托盘上的所述半成品板卡的正面和所述光板卡的反面同时进行锡膏印刷;
表面贴装工具,用于对进行锡膏印刷后的所述半成品板卡的正面和所述光板卡的反面同时进行表面贴装以得到正反两面完成表面贴装的板卡和反面完成表面贴装的所述半成品板卡;
循环工具,用于将所述正反两面完成表面贴装的板卡取下以进行后续封装并将所述半成品板卡放置到所述第一托盘的第一区域,以及将另一光板卡放置在所述第一托盘的第二区域,以继续利用所述锡膏印刷工具和所述表面贴装工具进行锡膏印刷和表面贴装。
在一些实施例中,还包括第二托盘工具,用于:
将所述半成品板卡放置在第二托盘的第一区域以及将所述光板卡放置在所述第二托盘的第二区域,其中,所述半成品板卡的正面朝上,所述光板卡的反面朝上;
对所述第二托盘上的所述半成品板卡的正面和所述光板卡的反面同时进行表面贴装。
在一些实施例中,还包括回焊炉工具,用于:
将放置有正反两面完成表面贴装的板卡和反面完成表面贴装的所述半成品板卡的第二托盘过回焊炉,并进行光学检查。
在一些实施例中,锡膏印刷工具还用于:
锡膏印刷完成后,进行锡膏印刷检查。
在一些实施例中,还包括替换工具,用于:
将生产线上用于生成所述半成品板卡的工具替换。
本发明具有以下有益技术效果之一:本发明提出的方案可以在大规模生产PCB板时,无需频繁对生产线进行改动,提高生成效率,同时由于只需一条生成线即可进行生成,减少设备、人力、治工具等成本。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的实施例。
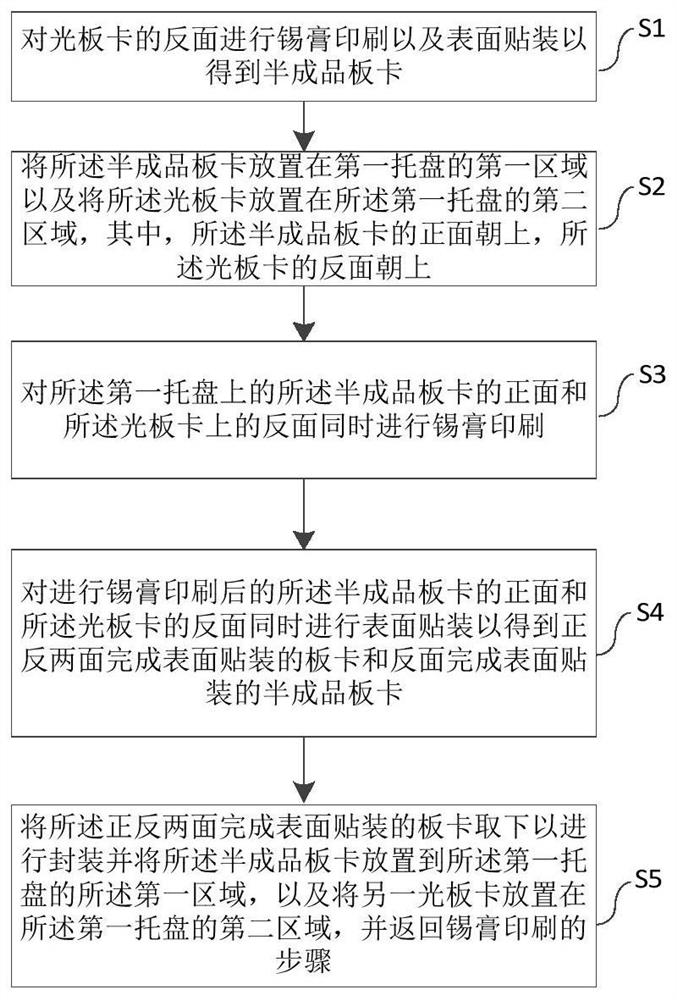
图1为本发明的实施例提供的PCB板生产方法的流程示意图;
图2为本发明的实施例提供的印刷托盘或贴装托盘的结构示意图;
图3为本发明的实施例提供的PCB板生产系统的结构示意图。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚明白,以下结合具体实施例,并参照附图,对本发明实施例进一步详细说明。
需要说明的是,本发明实施例中所有使用“第一”和“第二”的表述均是为了区分两个相同名称非相同的实体或者非相同的参量,可见“第一”“第二”仅为了表述的方便,不应理解为对本发明实施例的限定,后续实施例对此不再一一说明。
在本发明的实施例中,TOP为PCB的正面,BOT(bottom)为PCB的反面,SMT(SurfaceMounted Technology)为表面贴装技术,AOI(Automated Optical Inspection)为自动光学检查,SPI(Solder Paste Inspection)为锡膏印刷检查,DIP(Dual In-line Package)为双列直插式封装技术。
根据本发明的一个方面,本发明的实施例提出一种PCB板生产方法,如图1所示,其可以包括步骤:
S1,对光板卡的反面进行锡膏印刷以及表面贴装以得到半成品板卡;
S2,将所述半成品板卡放置在第一托盘的第一区域以及将所述光板卡放置在所述第一托盘的第二区域,其中,所述半成品板卡的正面朝上,所述光板卡的反面朝上;
S3,对所述第一托盘上的所述半成品板卡的正面和所述光板卡的反面同时进行锡膏印刷;
S4,对进行锡膏印刷后的所述半成品板卡的正面和所述光板卡的反面同时进行表面贴装以得到正反两面完成表面贴装的板卡和反面完成表面贴装的所述半成品板卡;
S5,将所述正反两面完成表面贴装的板卡取下以进行封装并将所述第二区域的所述半成品板卡放置到所述第一托盘的第一区域,以及将另一光板卡放置在所述第一托盘的第二区域,并返回锡膏印刷的步骤。
本发明提出的方案可以在大规模生产PCB板时,无需频繁对生产线进行改动,提高生成效率,同时由于只需一条生成线即可进行生成,减少设备、人力、治工具等成本。
在一些实施例中,对进行锡膏印刷后的所述半成品板卡的正面和所述光板卡的反面同时进行表面贴装,进一步包括:
将所述半成品板卡放置在第二托盘的第一区域以及将所述光板卡放置在所述第二托盘的第二区域,其中,所述半成品板卡的正面朝上,所述光板卡的反面朝上;
对所述第二托盘上的所述半成品板卡的正面和所述光板卡的反面同时进行表面贴装。
在一些实施例中,还包括:
将放置有正反两面完成表面贴装的板卡和反面完成表面贴装的所述半成品板卡的第二托盘过回焊炉,并进行光学检查。
在一些实施例中,对所述第一托盘上的所述半成品板卡的正面和所述光板卡的反面同时进行锡膏印刷,进一步包括:
锡膏印刷完成后,进行锡膏印刷检查。
在一些实施例中,对光板卡的反面进行锡膏印刷以及表面贴装以得到半成品板卡,进一步包括:
将生产线上用于生成所述半成品板卡的工具替换以进行后续步骤。
具体的,可以先利用生成线生产预设数量的半成品板卡,然后将生产线上的治工具进行更换以安装上述任一实施例的步骤生产板卡。
下面结合具体实施例对本发明提出的PCB板生产方法进行说明。
如图2所示,可以先利用BOT面印刷托盘,BOT面钢网以及BOT面贴装托盘生产多个(例如10个)半成品板卡(只有BOT面进行了表面贴装,TOP面未进行),然后开始PCB板生产流程:如图2所示,印刷托盘是为了对板卡进行限定,其尺寸可以比待生产的PCB板大,例如若生产如图2示出的尺寸为151.8mm*98.6mm的4拼PCB,印刷托盘的尺寸可以是290mm*195mm,然后将BOT面半成品放在TOP位置,BOT面朝下,待焊接的TOP面朝上,将光板卡(两面均为进行表面贴装的板卡)放在BOT位置,待焊接的BOT面朝,然后利用钢网进行印刷锡膏以及SPI检查,接着再更换贴装托盘,与印刷托盘类似,TOP面和BOT面对应位置放置,然后进行表面贴装、过回焊炉以及AOI,上述流程完成后,放置在贴装托盘TOP区域的板卡已完成SMT制程,进入下个流程DIP。而放置在BOT区域的板卡则成为半成品板卡,此时将其取下翻转放在印刷托盘的TOP区域,印刷托盘BOT区域再放置光板卡,如此循环。该方法使得板卡的TOP面只会朝上通过TOP回流焊,不会朝下通过,所以完全避免大电感掉件问题。
需要说明的是,在进行大规模生产PCB板时,只要在初期得到预设数量的半成品板卡,然后对生产线的治工具进行更换后,就无需对生产线进行更换,提高生产效率。当生产板卡即将结束时,由于没有光板卡,因此可以采用TOP面印刷托盘,TOP面钢网和TOP面贴装托盘对剩余的半成品板卡进行TOP面的印刷锡膏和表面贴装,即待生产末尾,BOT面已全部生产完,只剩少量半成品待做TOP面,换线使用TOP治工具完成扫尾工作。
在一些实施例中,由于进行表面贴装后需要过回焊炉,因此贴装托盘需要耐高温,而在进行印刷锡膏时需要保证精度,因此印刷托盘精度比贴装托盘高,但是由于贴装托盘和印刷托盘均是为了对其上的板卡进行限位,其结构也相同,只要保证托盘即耐高温又能保证精度,可以利用同一个托盘进行印刷锡膏和表面贴装。
本发明提出的方案可以在大规模生产PCB板时,无需频繁对生产线进行改动,提高生成效率,同时由于只需一条生成线即可进行生成,减少设备、人力、治工具等成本。
基于同一发明构思,根据本发明的另一个方面,本发明的实施例还提供了一种PCB板生产系统400,如图3所示,包括:
半成品生成工具401,用于对光板卡的反面进行锡膏印刷以及表面贴装以得到半成品板卡;
第一托盘工具402,用于将所述半成品板卡放置在第一托盘的第一区域以及将所述光板卡放置在所述第一托盘的第二区域,其中,所述半成品板卡的正面朝上,所述光板卡的反面朝上;
锡膏印刷工具403,用于对所述第一托盘上的所述半成品板卡的正面和所述光板卡的反面同时进行锡膏印刷;
表面贴装工具404,用于对进行锡膏印刷后的所述半成品板卡的正面和所述光板卡的反面同时进行表面贴装以得到正反两面完成表面贴装的板卡和反面完成表面贴装的半成品板卡;
循环工具405,用于将所述正反两面完成表面贴装的板卡取下以进行后续封装并将所述半成品板卡放置到所述第一托盘的第一区域,以及将另一光板卡放置在所述第一托盘的第二区域,以继续利用所述锡膏印刷工具和所述表面贴装工具进行锡膏印刷和表面贴装。
在一些实施例中,还包括第二托盘工具,用于:
将所述半成品板卡放置在第二托盘的第一区域以及将所述光板卡放置在所述第二托盘的第二区域,其中,所述半成品板卡的正面朝上,所述光板卡的反面朝上;
对所述第二托盘上的所述半成品板卡的正面和所述光板卡的反面同时进行表面贴装。
在一些实施例中,还包括回焊炉工具,用于:
将放置有正反两面完成表面贴装的板卡和反面完成表面贴装的所述半成品板卡的第二托盘过回焊炉,并进行光学检查。
在一些实施例中,锡膏印刷工具还用于:
锡膏印刷完成后,进行锡膏印刷检查。
在一些实施例中,还包括替换工具,用于:
将生产线上用于生成所述半成品板卡的工具替换。
最后需要说明的是,本领域普通技术人员可以理解实现上述实施例方法中的全部或部分流程,可以通过计算机程序来指令相关硬件来完成,程序可存储于一计算机可读取存储介质中。
此外,应该明白的是,本文的计算机可读存储介质(例如,存储器)可以是易失性存储器或非易失性存储器,或者可以包括易失性存储器和非易失性存储器两者。
本领域技术人员还将明白的是,结合这里的公开所描述的各种示例性逻辑块、模块、电路和算法步骤可以被实现为电子硬件、计算机软件或两者的组合。为了清楚地说明硬件和软件的这种可互换性,已经就各种示意性组件、方块、模块、电路和步骤的功能对其进行了一般性的描述。这种功能是被实现为软件还是被实现为硬件取决于具体应用以及施加给整个系统的设计约束。本领域技术人员可以针对每种具体应用以各种方式来实现的功能,但是这种实现决定不应被解释为导致脱离本发明实施例公开的范围。
以上是本发明公开的示例性实施例,但是应当注意,在不背离权利要求限定的本发明实施例公开的范围的前提下,可以进行多种改变和修改。根据这里描述的公开实施例的方法权利要求的功能、步骤和/或动作不需以任何特定顺序执行。此外,尽管本发明实施例公开的元素可以以个体形式描述或要求,但除非明确限制为单数,也可以理解为多个。
应当理解的是,在本文中使用的,除非上下文清楚地支持例外情况,单数形式“一个”旨在也包括复数形式。还应当理解的是,在本文中使用的“和/或”是指包括一个或者一个以上相关联地列出的项目的任意和所有可能组合。
上述本发明实施例公开实施例序号仅仅为了描述,不代表实施例的优劣。
本领域普通技术人员可以理解实现上述实施例的全部或部分步骤可以通过硬件来完成,也可以通过程序来指令相关的硬件完成,的程序可以存储于一种计算机可读存储介质中,上述提到的存储介质可以是只读存储器,磁盘或光盘等。
所属领域的普通技术人员应当理解:以上任何实施例的讨论仅为示例性的,并非旨在暗示本发明实施例公开的范围(包括权利要求)被限于这些例子;在本发明实施例的思路下,以上实施例或者不同实施例中的技术特征之间也可以进行组合,并存在如上的本发明实施例的不同方面的许多其它变化,为了简明它们没有在细节中提供。因此,凡在本发明实施例的精神和原则之内,所做的任何省略、修改、等同替换、改进等,均应包含在本发明实施例的保护范围之内。
- 一种PCB板生产方法以及系统
- 一种PCB板的生产方法