一种铝合金表面激光熔覆的高熵合金涂层和制备方法
文献发布时间:2023-06-19 12:21:13
技术领域
本发明涉及一种铝合金表面激光熔覆的高熵合金涂层和制备方法,属于铝基复合材料制备领域。
背景技术
铝合金因其具有较高的比强度、比刚度已成为机械轻量化设计的首选材料,但是其在某些领域应用时,要求铝合金表面需具有更高的硬度、耐磨和耐腐蚀性,因此需要对其表面进行改性。
目前,表面改性方法主要包括电镀法、气相沉积法、热喷涂法和激光熔覆法等。激光熔覆法相比于这些技术,具有加工效率高、污染小和制备涂层厚等优点,即应用此相关技术可实现在基材表面高效率的制备出厚涂层。
激光熔覆领域中传统高硬度耐磨涂层材料如铁基合金、镍基合金、钴基合金等,其熔点远高于铝合金,因而在激光熔覆过程中为保证涂层粉末充分融化需提高激光热输入,但也会增大基材稀释率。而铝元素电负性较强、化学性质较活泼,与上述材料反应极容易生成硬脆相金属间化合物,极易恶化涂层成型质量和使用性能。可见,找到一个适用于铝合金表面激光熔覆的材料成分并匹配相应工艺参数是解决上述问题的关键。
自2004年以来,高熵合金成为材料领域研究热点,区别于传统单一主元合金,如以铁元素(Fe)为主元的钢材或铸铁、以铝元素(Al)为主元的铝合金、以铜元素(Cu)为主元的铜合金等,高熵合金是以5种或5种以上为主元且其按等摩尔比或近等摩尔比组成的合金。对各元素合理配比后,合金会呈现高熵效应、晶格畸变效应、迟滞扩散效应和鸡尾酒效应。对于高熵合金作为激光熔覆涂层材料,高熵效应有利于抑制基材稀释元素与原始添加粉末在反应后生成金属间化合物,晶格畸变和迟滞扩散效应使涂层可具有较高的硬度,鸡尾酒效应可进一步通过改变添加元素实现对涂层性能的调控。因此,基于高熵合金四大效应,利用高熵合金涂层作为铝合金表面的熔覆材料,为解决传统涂层材料激光熔覆铝合金表面时涂层易出现成型质量差、使用性能低等问题提供了理论基础。
由于采用多主元的合金配比方式,目前已报道300多种不同成分的高熵合金,根据主要元素熔点可分轻质高熵合金、过渡族高熵合金和高熔点高熵合金。对于轻质高熵合金,其化学性质较活泼,反应不易受控制,且作为涂层性能较差,因此,不选其作为铝合金改性涂层材料。对于高熔点高熵合金,大多含有钨、铌等元素,其熔点已超过铝元素沸点,因此也不易作为铝合金表面改性涂层。而过渡族合金元素中,Fe、Co、Ni、Cr元素之间原子半径、电负性差异较小,根据高熵合金固溶体相形成规律,选用以上元素并进行合理配比,有利于固溶体相形成。同时,上述元素熔点均小于铝元素沸点,选其作为铝合金涂层材料有应用价值。基于高熵合金鸡尾酒效应,Cr是耐腐蚀性元素,可增加涂层耐腐蚀性;Ni是FCC相形成元素,可增加涂层韧性;Fe在合金中不影响其微观组织及固溶体相形成,且与Cr具有相似的原子半径和电负性,同时可降低涂层成本;Co与Fe和Cr具有相似的元素几何属性,且能起到枝晶粘结剂作用,可降低涂层脆性;基于以上原则,选用Fe、Co、Ni、Cr元素作为铝合金激光熔覆改性涂层的主元元素。稀土元素被称为“工业的维生素”,添加稀土元素可使涂层晶粒细化。钇元素(Y)熔点1522℃,低于常用的高熔点Y
综上,以满足各领域在轻量化设计中对材料低成本和高表面性能需求为背景,结合激光熔覆高效率和低污染的技术特点,针对传统熔覆材料难以在铝合金表面制备优异涂层这一问题,开发一种适用于铝基表面制备高性能涂层技术具有重要意义。
发明内容
针对现有铝合金表面改性技术现存在问题,本发明提供一种铝合金表面激光熔覆的高熵合金涂层和制备方法。所述方法高效率、低污染、可制备高成型质量和耐磨耐腐蚀性能涂层。
为实现上述目的,本发明采用如下技术方案:
一种适用于铝合金表面激光熔覆的高熵合金涂层,所述高熵合金元素包括Fe、Co、Ni、Cr,改性元素为Y。
在上述方案基础上,Fe、Co、Ni、Cr按照等摩尔比进行配比。
在上述方案基础上,添加Y与Fe的摩尔比为0.05~0.2。例如,在实施例中,添加Y与Fe的摩尔比为0.05、0.1或0.2。
在上述方案基础上,选择粉末粒度在-200~325目。
在上述方案基础上,所述高熵合金通过激光熔覆制备在铝合金表面。
本发明还提供了一种铝合金表面激光熔覆的高熵合金涂层的制备方法,所述方法包括以下步骤:
(1)复合粉末的制备:将Fe、Co、Ni、Cr和Y金属粉末球磨混合,筛取-200~325目粉末,真空干燥;
(2)铝合金基材表面预处理:对铝合金基材依次采用物理法和化学法进行表面处理;
(3)粉末的输送:将步骤(1)中所得干燥好的粉末放入送粉器;
(4)激光熔覆:将铝合金基材放入惰性保护箱,采用同轴送粉将步骤(1)中所得复合粉末激光熔覆在步骤(2)中处理好的铝合金基材表面;
(5)熔覆样品处理:将步骤(4)所得熔覆样品放入马弗炉中保温,然后随炉缓冷。
进一步地,步骤(1)中,Fe、Co、Ni和Cr按照等摩尔比进行配比。
进一步地,步骤(1)中,Y与Fe的摩尔比为0.05~0.2。例如,在实施例中,Y与Fe的摩尔比为0.05、0.1或0.2。
进一步地,步骤(2)中,对铝合金基材依次采用物理法和化学法进行表面处理包括:先用铁刷将基材表面打磨,直至其呈现光亮金属光泽,再放入氢氟酸溶液中酸洗,后放入饱和氢氧化钠溶液中碱洗,以彻底去除铝合金表面氧化膜。预处理后的基材放入清水中保存,待激光熔覆试验中使用。
进一步地,步骤(2)中,对铝合金基材依次采用物理法和化学法进行表面处理包括:先用铁刷将基材表面打磨,直至其呈现光亮金属光泽,再放入0.05wt%氢氟酸溶液中酸洗30s,后放入饱和氢氧化钠溶液中碱洗10s,以彻底去除铝合金表面氧化膜。预处理后的基材放入清水中保存,待激光熔覆试验中使用。
进一步地,所述的用铁刷将基材表面打磨为用铁刷将基材表面打磨1~2μm。
进一步地,步骤(3)中,调整送粉器送粉速度为0.5r/min。调整光斑和送粉汇点在距基材表面1.8mm高度处汇聚。
进一步地,步骤(4)中,所使用的激光功率控制在1500~2000W,脉冲频率为30~50Hz,脉冲宽度为60%~80%,扫描速度为100~150mm/min,搭接率为25~35%。
进一步地,步骤(4)中,所使用的激光功率为1750W、脉冲频率30~50Hz、脉冲宽度70%、扫描速度120mm/min和搭接率30%。
进一步地,所述保温的温度为150~300℃,保温的时间为0.5~3小时,然后随炉冷却至室温;优选地,所述保温的温度为200℃,保温的时间0.5小时,然后随炉冷却至室温。
特别地,本发明通过如下实现:
一种铝合金表面激光熔覆的高熵合金涂层的制备方法,所述方法包括以下步骤:
(1)将纯度为99.5%以上的球形或类球形金属粉末,按照上述摩尔比进行混合,混粉采用星式球磨机,混合均匀后,筛取-200~325目粉末,放入真空干燥箱中干燥,然后封装备用。
(2)对铝合金基材依次采用物理法和化学法进行表面处理。先用铁刷将基材表面打磨1~2μm,直至其呈现光亮金属光泽,再放入0.05wt%氢氟酸溶液中酸洗30s,后放入饱和氢氧化钠溶液中碱洗10s,以彻底去除铝合金表面氧化膜。预处理后的基材放入清水中保存,待激光熔覆试验中使用。
(3)干燥好的粉末放入送粉器,调整送粉器送粉速度为0.5r/min,调整光斑和送粉汇点在距基材表面1.8mm高度处汇聚,设置激光器激光功率1750W、脉冲频率30~50Hz、脉冲宽度70%、扫描速度120mm/min、搭接率30%。
(4)将铝合金基材吹干后放入惰性保护箱,采用上述工艺参数在氩气氛围内进行同轴送粉激光熔覆试验。
在上述方案基础上,对熔覆后的涂层进行保温缓冷处理。
在上述方案基础上,保温温度200℃,时间2小时,然后随炉冷却至室温。
上述一种适用于铝合金表面改性的新型涂层成分和技术,所用的原材料和装备均可通过公知途径获取,且其操作工艺较易被本技术领域人员掌握。
本发明的实质特点为:
本发明实现了利用高熵合金在铝合金表面激光熔覆制备高结合质量高性能厚涂层,涂层与铝合金基材结合强度可大于170.9Mpa(约是基材抗剪强度的75.1%),涂层硬度可达到375HV
本发明在涂层制备方式上策略巧妙,区别于传统激光熔覆前需对基材预置铺粉,利用同轴送粉法在铝合金表面直接原位合成涂层,可极大提高涂层制备效率。
利用铝合金表面激光熔覆高熵合金涂层技术方案,可根据铝合金材料使用时具体工况需求,通过改变涂层的主元成分或配比、添加微量改性元素等方式,实现对涂层性能的进一步调控。
附图说明
图1为本发明实施的同轴送粉激光熔覆示意图。
图2为FeCoNiCrY
图3为FeCoNiCrY
图4为FeCoNiCr Y
图5为FeCoNiCr Y
图6为干摩擦条件下FeCoNiCr Y
图7为室温下3.5%NaCl溶液中FeCoNiCrC Y
图中,1-激光,2-送粉头,3-涂层,4-基材。
具体实施方式
下面结合附图及具体实施例详细介绍本发明。但以下的实施例仅限于解释本发明,本发明的保护范围应包括权利要求的全部内容,而且通过以下实施例的叙述,本领域的技术人员是可以完全实现本发明权利要求的全部内容。
下面通过具体实施例对本发明的技术方案进一步说明。
一、本发明所涉及的加工设备及材料来源
1、激光器采用罗芬公司DC050型板条式CO
图1为本发明实施的同轴送粉激光熔覆示意图。在激光熔覆初始阶段,光束同时作用在粉末和基材4,基材4表面先形成初始熔池,熔池捕获落入的金属粉末并将其熔化,在同轴送粉器和光束移动后,初熔池持续扩大并凝固成形,最终在基材表面形成涂层3。涂层最终性能可根据实际需要通过各粉末成分配比和激光加工工艺参数进行调控。
2、选用粉末为长沙天久公司生产的纯度大于99.5%的球形和类球形粉末,基材选用巴林铜铝有限公司的轧制态5083铝合金。
3、熔覆后保温处理选用上海全硕QSH-1200M马弗炉,保温温度200℃,随炉冷却至室温。
二、本发明所涉及的样品性能检测设备及来源
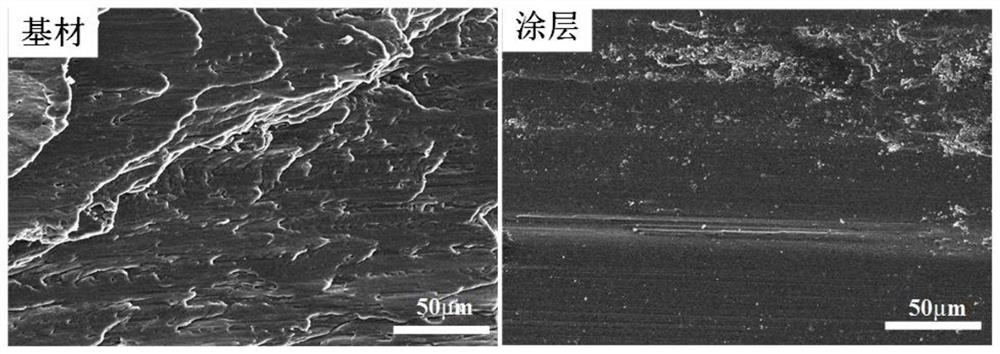
1、涂层微观组织观察选用徕卡DM2700M型金相显微镜和日本电子JSM-6510LA型扫描电子显微镜,成分分析选用上述扫描电子显微镜自带能谱分析仪。
2、X射线衍射分析荷兰帕纳科公司Empyrean锐影X射线衍射仪,选用Cu靶,管电压为40KV,管电流为300mA,采用石墨滤波片,扫描速度为4°/min,扫描角步长为0.05°,衍射角扫描范围20°~90°。
3、本发明中硬度检测采用MH-60型显微硬度仪测试仪,载荷为200g,加载时间为10s。测试前,镶嵌样件需进行抛光处理,随后沿涂层顶部至基材方向选取测试点,进行各区域硬度的测量,每点间隔为50~100μm。
4、摩擦磨损测试选用济南华衡MM200型摩擦磨损测试机,测试温度为室温,压力为标准大气压,磨损试样制成7×14×10mm,测试前对磨面进行研磨抛光,用丙酮清洗,吹干。载荷加载98N,测试时间30min。摩擦块使用GGr15钢环,转速400r/min,硬度61HRC,直径50mm,厚度10mm磨损试验示意图如下:
通过计算磨损体积评价材料的磨损率ω:
L=2πRvt (2-42)
式中:V
5、结合强度测试采用DNS-100型万能拉伸试验机,剪切套筒内圆直径40mm,利用力学传感器记录剪切变形量和剪切载荷关系曲线,并根据断裂时最高载荷F
6、腐蚀性能测试采用德国扎纳电化学工作站,电解液为3.5wt%NaCl溶液。选用三电极工体系,其中工作电极为涂层或基材,参比电极为饱和甘汞电极,对电极为铂电极。测试前将工作电极在腐蚀液中浸入2小时,待开路电位稳定后,在室温下进行动电位极化曲线测试。
实施案例1 FeCoNiCrY
本实施例所述高熵合金由Fe、Co、Ni、Cr、Y五种单质粉末构成,各组分摩尔比为1:1:1:1:0.1,采用电子天平称取各单质粉末,金属粉末总质量为70.170g,其中Fe:16.741g,Co:17.673g,Ni:17.623g,Cr:15.579g,Y:2.554g。
本实例中所述高熵合金熔覆层的制备,包括以下步骤:
(1)将各单质粉末混合后放入球磨罐,通入氩气保护,放入球磨机球磨,球磨机转速150rmp,球磨时间2h。用筛网筛取-200~325目混合粉末,放入真空干燥箱中干燥,然后封装备用。
(2)基材选用5083铝合金,尺寸为50×30×10mm,激光熔覆前需彻底去除基材表面氧化膜。先用铁刷对其表面进行打磨,直至漏出光亮金属表面,再放入0.05wt%氢氟酸溶液中酸洗30s,后放入饱和氢氧化钠溶液中碱洗10s,最后放入清水中保存。
(3)将步骤1得到的金属粉末放入送粉器,送粉速度为0.5r/min,送粉气体流量为12L/min。对同轴送粉头出粉口的粉末汇聚点进行调整,保证粉末汇聚点在距基材表面1.8mm处汇聚。
(4)设置激光器激光功率1700W、脉冲频率30~50Hz、脉冲宽度70%、扫描速度120mm/min、搭接率30%。在工作台安置惰性气体箱,并在箱中通入氩气,氩气流量2L/min。将步骤2中处理后的基材表面吹干并迅速放入惰性气体保护箱,选取扫描路径起始点开始激光熔覆试验。
(5)将步骤4得到的熔覆样品放入马弗炉中在200℃温度下保温30min,随炉缓冷至室温。
(6)涂层为BCC和FCC相结构;涂层硬度平均硬度525HV
实施案例2 FeCoNiCr Y
本实施例所述高熵合金由Fe、Co、Ni、Cr、Y五种单质粉末构成,各组分摩尔比为1:1:1:1:0.2,采用电子天平称取各单质粉末,金属粉末总质量为72.724g,其中Fe:16.741g,Co:17.673g,Ni:17.623g,Cr:15.579g,Y:5.108g。
本实例中所述高熵合金熔覆层的制备,包括以下步骤:
(1)将各单质粉末混合后放入球磨罐,通入氩气保护,放入球磨机球磨,球磨机转速150rmp,球磨时间2h。用筛网筛取-200~325目混合粉末,放入真空干燥箱中干燥,然后封装备用。
(2)基材选用5083铝合金,尺寸为50×30×10mm,激光熔覆前需彻底去除基材表面氧化膜。先用铁刷对其表面进行打磨,直至漏出光亮金属表面,再放入0.05wt%氢氟酸溶液中酸洗30s,后放入饱和氢氧化钠溶液中碱洗10s,最后放入清水中保存。
(3)将步骤1得到的金属粉末放入送粉器,送粉速度为0.5r/min,送粉气体流量为12L/min。对同轴送粉头出粉口的粉末汇聚点进行调整,保证粉末汇聚点在距基材表面1.8mm处汇聚。
(4)设置激光器激光功率1750W、脉冲频率30~50Hz、脉冲宽度70%、扫描速度120mm/min、搭接率30%。在工作台安置惰性气体箱,并在箱中通入氩气,氩气流量2L/min。将步骤2中处理后的基材表面吹干并迅速放入惰性气体保护箱,选取扫描路径起始点开始激光熔覆试验。
(5)将步骤4得到的熔覆样品放入马弗炉中在200℃温度下保温30min,随炉缓冷至室温。
(6)本实施例激光熔覆后的涂层进行横截面观察,如图2所示,可知熔覆层与涂层结合较好,无明显的气孔和裂纹等缺陷;如图3所示,XRD结果显示涂层为BCC+FCC1+FCC2相结构,即涂层形成了简单固溶体相;对涂层进行王水腐蚀,获得涂层微观组织形貌,如图4所示,可观察到涂层中部呈树枝晶;如图5所示,涂层硬度平均硬度为HV
以上对本发明做了示例性的描述,应该说明的是,在不脱离本发明的核心的情况下,任何简单的变形、修改或者其他本领域技术人员能够不花费创造性劳动的等同替换均。
以上所述的实施例仅是对本发明的优选实施方式进行描述,优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实施方式。在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
- 一种铝合金表面激光熔覆的高熵合金涂层和制备方法
- 一种铜表面激光熔覆高熵合金涂层的方法