一种滚镀锌电镀工艺
文献发布时间:2023-06-19 12:24:27
技术领域
本发明涉及一种电镀技术,特别是一种滚镀锌电镀工艺。
背景技术
科学地划分滚镀的种类,应以滚镀所使用的滚筒的形状和轴向为主要依据。滚筒形状是指滚筒的外形类似于何种器物,滚筒轴向是指滚筒旋转时转动轴方向与水平面呈现什么关系。根据滚筒这两个方面的不同,将电镀生产中常见的滚镀方式划分为卧式滚镀、倾斜式滚镀和振动电镀等三大类。
大批小零件放在滚动的容器(本发明的接料桶)中进行电镀的过程。如钢铁零件滚镀锌、滚镀铜、滚镀高锡青铜;铜和铜合金零件滚镀镍等。滚镀溶液和电镀条件与槽镀基本相同,有时根据材质和镀件形状也会作一些调整。
发明内容
本发明的目的在于:提出了一种滚镀锌电镀工艺,主要用于对大批小零件进行镀锌作业。
为了实现上述目的,本发明采用了如下技术方案:
一种滚镀锌电镀工艺,包括在楼层上层依次排列设置有第一脱油处理槽、第一水洗槽、硫酸洗槽、第二水洗槽、第二脱油处理槽、第三水洗槽、中和处理槽、第四水洗槽、镀锌槽、控氯槽、第五水洗槽、出光槽、第六水洗槽、钝化槽、第七水洗槽和下料装置的电镀系统,在第一脱油处理槽前端方向设置有自动上料装置,所述自动上料装置包括一级料斗提升装置和二级料斗提升装置,所述一级料斗提升装置设置在楼层下层,所述二级料斗提升装置设置在楼层下层并使上端下料口延伸至楼层上层,所述一级料斗提升装置的下端进料口接近地面设置,上端出料口与二级料斗提升装置的下端接料口对接,在二级料斗提升装置的上端下料口处设置有与之对接的滑料导槽,滑料导槽的下端位置设置有接料桶,所述电镀系统的上侧对应设置有轨道和可在轨道上运行的龙门运输装置,在楼层一层位置将需要镀锌的工件从进料口投放到一级料斗提升装置中,由一级料斗提升装置将工件提升并从出料口送出,送出的工件从接料口进入二级料斗提升装置,并由二级料斗提升装置提升输送到楼层上层后从下料口送出,送出的工件经由滑料导槽自动滑落到接料桶内,并由龙门运输装置将装有工件的接料桶搬运到电镀系统中,由龙门运输装置搬运并控制接料桶依次经历第一脱油处理槽、第一水洗槽、硫酸洗槽、第二水洗槽、第二脱油处理槽、第三水洗槽、中和处理槽、第四水洗槽、镀锌槽、控氯槽、第五水洗槽、出光槽、第六水洗槽、钝化槽、第七水洗槽等处理后将接料桶放置到下料装置中,由下料装置完成下料。
在上述方案的基础上并作为上述方案的优选方案:所述钝化槽包括蓝白钝化槽和彩色钝化槽两组。
在上述方案的基础上并作为上述方案的优选方案:所述蓝白钝化槽后侧设置有第七水洗槽,所述彩色钝化槽后侧的水洗槽为热水洗槽。
在上述方案的基础上并作为上述方案的优选方案:将所述电镀系统内的第一脱油处理槽、第一水洗槽、硫酸洗槽、第二水洗槽、第二脱油处理槽、第三水洗槽、中和处理槽、第四水洗槽、镀锌槽、控氯槽、第五水洗槽、出光槽、第六水洗槽、钝化槽、第七水洗槽和下料装置等排列成U型布置,使下料装置与自动上料装置相邻。
在上述方案的基础上并作为上述方案的优选方案:所述轨道两条,分别位于电镀系统的两侧。
在上述方案的基础上并作为上述方案的优选方案:将所述接料桶为能够自动转动的电镀滚筒装置。
本发明的有益效果在于:
本发明提供了一种滚镀锌电镀工艺,主要用于对大批小零件进行镀锌作业。
特点是本发明非常适合专业的、大批量的电镀生产作业。
首先,本发明工艺的布局是可以将电镀系统设置在楼层二楼,然后自动上料装置的进料口部分设置在楼层一楼。这样的好处就是首先一楼宽广,适合用于堆放待电镀加工的工件,特别是客户多、种类杂的时候适合将工件按需求规整分类。还有就是一楼具备直接通车的条件。送货和运货的车均能够直接进入仓库,或者方便叉车作业。进料口设置在一层位置,电镀时工件投放省时省力。
综合而言,降低了操作工人的劳动强度。特别是工艺设计的系统属于自动化集成系统,易于实现高自动化作业。效率高,产值高,经济效益好。
附图说明
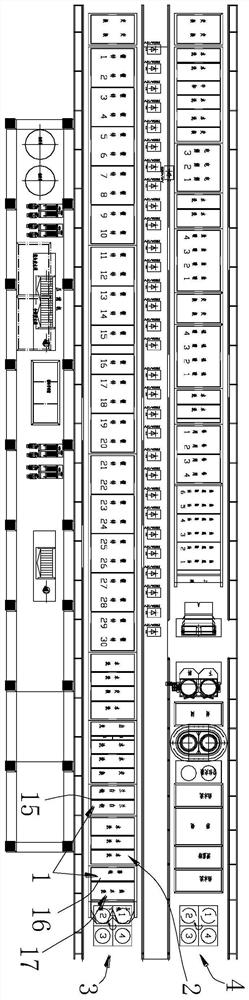
图1为本发明的滚镀锌电镀工艺布局图;
图2为本发明的自动上料装置部分结构示意图;
图3为本发明的下料装置部分结构示意图。
图中:钝化槽-1、第七水洗槽-2、下料装置-3、自动上料装置-4、一级料斗提升装置-5、二级料斗提升装置-6、下料口-7、进料口-8、出料口-9、接料口-10、滑料导槽-11、接料桶-12、轨道-13、龙门运输装置-14、蓝白钝化槽-15、彩色钝化槽-16、热水洗槽-17。
具体实施方式
下面结合附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
参阅图1-3,一种滚镀锌电镀工艺,包括在楼层上层依次排列设置有第一脱油处理槽、第一水洗槽、硫酸洗槽、第二水洗槽、第二脱油处理槽、第三水洗槽、中和处理槽、第四水洗槽、镀锌槽、控氯槽、第五水洗槽、出光槽、第六水洗槽、钝化槽1、第七水洗槽2和下料装置3的电镀系统,在第一脱油处理槽前端方向设置有自动上料装置4,所述自动上料装置4包括一级料斗提升装置5和二级料斗提升装置6,所述一级料斗提升装置5设置在楼层下层,所述二级料斗提升装置6设置在楼层下层并使上端下料口7延伸至楼层上层,所述一级料斗提升装置5的下端进料口8接近地面设置,上端出料口9与二级料斗提升装置6的下端接料口10对接,在二级料斗提升装置6的上端下料口7处设置有与之对接的滑料导槽11,滑料导槽11的下端位置设置有接料桶12,所述电镀系统的上侧对应设置有轨道13和可在轨道13上运行的龙门运输装置14,在楼层一层位置将需要镀锌的工件从进料口8投放到一级料斗提升装置5中,由一级料斗提升装置5将工件提升并从出料口9送出,送出的工件从接料口10进入二级料斗提升装置6,并由二级料斗提升装置6提升输送到楼层上层后从下料口7送出,送出的工件经由滑料导槽11自动滑落到接料桶12内,并由龙门运输装置14将装有工件的接料桶12搬运到电镀系统中,由龙门运输装置14搬运并控制接料桶12依次经历第一脱油处理槽、第一水洗槽、硫酸洗槽、第二水洗槽、第二脱油处理槽、第三水洗槽、中和处理槽、第四水洗槽、镀锌槽、控氯槽、第五水洗槽、出光槽、第六水洗槽、钝化槽1、第七水洗槽2等处理后将接料桶12放置到下料装置3中,由下料装置3完成下料。
本发明工艺的布局是可以将电镀系统设置在楼层二楼,然后自动上料装置的进料口部分设置在楼层一楼。这样的好处就是首先一楼宽广,适合用于堆放待电镀加工的工件,特别是客户多、种类杂的时候适合将工件按需求规整分类。还有就是一楼具备直接通车的条件。送货和运货的车均能够直接进入仓库,或者方便叉车作业。进料口设置在一层位置,电镀时工件投放省时省力。
电镀的作业过程由龙门运输装置14搬运并控制接料桶12在电镀系统依次有序进行。
综合而言,降低了操作工人的劳动强度。特别是工艺设计的系统属于自动化集成系统,易于实现高自动化作业。效率高,产值高,经济效益好。
进一步地,所述钝化槽1包括蓝白钝化槽15和彩色钝化槽16两组。所述蓝白钝化槽15后侧设置有第七水洗槽2,所述彩色钝化槽16后侧的水洗槽为热水洗槽17。设置多种样式的钝化槽1,方便根据需求调整和控制单批次的钝化颜色。同时也方便小批次产品混合在大批量产品中掺杂作业,因为即使有不同颜色需求也能够应对。效率高,适用性强。
进一步地,为了节省场地空间,为了避免呈一字排开导致场地应用不合理,将所述电镀系统内的第一脱油处理槽、第一水洗槽、硫酸洗槽、第二水洗槽、第二脱油处理槽、第三水洗槽、中和处理槽、第四水洗槽、镀锌槽、控氯槽、第五水洗槽、出光槽、第六水洗槽、钝化槽1、第七水洗槽2和下料装置3等排列成U型布置,使下料装置3与自动上料装置4相邻。
进一步地,为方便龙门运输装置14工作,所述轨道13两条,分别位于电镀系统的两侧。
进一步地,将所述接料桶12为能够自动转动的电镀滚筒装置。
其中,下料装置包括设置有转盘的甩干装置,可以在转盘上设置容纳桶,电镀完成后的产品放置到容纳桶以进行甩干。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种滚镀锌电镀工艺
- 一种碱性无氰镀锌镍合金镀液及其电镀工艺