一种插入式电子烟导电陶瓷雾化芯及制备方法
文献发布时间:2023-06-19 13:27:45
技术领域
本发明涉及加热不燃烧型电子烟雾化芯技术领域,尤其是一种插入式电子烟导电陶瓷雾化芯及制备方法。
背景技术
电子烟是一种模仿卷烟的电子产品,有着传统卷烟一样的外观、烟雾、味道和感觉。其中主要分为烟油雾化型电子烟和加热不燃烧型电子烟,烟油雾化型电子烟的原理通过电加热使烟油雾化,生成烟雾;而加热不燃烧电子烟的主要原理为低温加热,通过加热新型烟草释放烟雾,简称HNB。加热不燃烧型电子烟,利用特制加热装置(又称烟具)将经过处理烟丝(又称烟弹)加热到一定温度,使烟丝加热到散发出烟雾,供人吸食。普通卷烟在点燃吸食时,高温(600°C-800°C)下会产生众多有害物质,而低温卷烟都是在350°C左右,有害物质相对减少,近年来加热不燃烧电子烟具有较好的发展前景。
但是,现有的加热不燃烧电子烟的雾化芯要不就是结构复杂,不易安装,并且不利于插入到烟弹中,并且,发热面积较小,进而造成发热效率不高,热量利用率不高,进而整体对烟弹的雾化效果不佳。
发明内容
针对上述现有技术中存在的不足,本发明的目的在于提供一种结构简单、安装方便、热量利用率高的插入式电子烟导电陶瓷雾化芯及制备方法。
为了实现上述目的,本发明采用如下技术方案:
一种插入式电子烟导电陶瓷雾化芯,包括:
导电陶瓷本体,用于插入于烟弹中进行发热雾化工作,整体呈扁平状且顶端形成有尖端部;
绝缘开口间隙,开设于导电陶瓷本体的中部下侧并填充耐高温绝缘胶,所述导电陶瓷本体通过绝缘开口间隙形成有两个接电端;
底座,内部填充有绝缘隔离填充料,所述导电陶瓷本体的底端插入于绝缘隔离填充料中;
引脚,固定于导电陶瓷本体的接电端处,并穿过绝缘隔离填充料置于底座外部,用于接入电源;
在电子烟工作过程中,本发明导电陶瓷本体作为雾化芯插入烟丝中,电流通过引脚经过导电陶瓷本体加热,以烘烤的形式进行加热烟丝,烟丝受到足够的热量后释放出供人吸食的烟雾;
其中,导电陶瓷本体中部存在一条绝缘开口间隙,增加回路长,不会使发热部局限于底部,使发热更加均匀,且导电陶瓷本体采用了扁平状,并边缘均为抛光过的光滑斜面,使其形成剑形的结构,方便导电陶瓷本体无阻力轻松插入烟丝,烟丝在导电陶瓷本体周围均匀分布,且表面及边角均经过抛光,不易残留烟丝,从而避免产生焦糊味影响口感,扁平片状结构相比于传统柱状结构有效的解决了传统内部加热雾化芯和烟丝接触面积小这一问题,剑型且表面光滑,方便陶瓷片插入烟丝,可解决锯齿或空隙直角易残留烟叶,时间长会烧焦产生焦味气体影响口感的问题,加热温度可快速上升至350℃,升温速度快、传热面积大、加热均匀、口感好;导电陶瓷本体为碳化硅体系陶瓷,其电阻率为2.3~3.0×10
优选地,本发明的底座内部填充的绝缘隔离填充料,采用聚酰亚胺填充料,其以粉末,经过高压模铸、高温烧结成型,其结构为直径和高度刚好放置于底座内部,内部为完全填满状态,对应底座表面开口处有长宽一样的开口,开口贯穿聚酰亚胺填料,其中选取密度1.40-1.45g/cm
优选地,本发明的耐高温绝缘胶为耐高温有机-无机聚硅氧烷硅胶,优选密度为1.30±0.05g/cm
优选地,本发明的引脚为铜线,其直径为0.4±0.05mm,长度为1.6±0.2cm,电阻率为<1.5Ω·m。铜线与导电陶瓷本体电极焊接采用银铜钛钎料作为焊料,焊料组分为Cu25-35%,Ti 2-8%,Ag 57-73%。
由于导电陶瓷本体为扁平状,其引脚与导电陶瓷本体接触面积过小,使用普通银浆焊接强度小,且铜线和导电陶瓷本体存在热膨胀系数不匹配的问题,使得焊接处容易形成裂纹从而开裂。本发明通过采用银铜钛钎料,在真空中高温加热,银铜合金融化成液体,对导电陶瓷表面形成润湿的作用,由于导电陶瓷本体为碳化硅体系,陶瓷中的硅元素和银铜钛钎料中的钛元素会通过钎料形成的液体相互扩散,硅元素扩散到钎料中生成Ti
优选地,所述底座为氧化铝底座。
一种用于制备插入式电子烟导电陶瓷雾化芯的方法,包括以下步骤:
S1、制作导电陶瓷本体,选定合适大小的碳化硅体系陶瓷,随后进行裁制并开设绝缘开口间隙,随后进行边缘抛光处理,使其制成的导电陶瓷本体满足电阻率为2.3~3.0×10
S2、填充绝缘开口间隙,将耐高温绝缘胶填充在绝缘开口间隙中,经过室温固化后与导电陶瓷本体形成相互附着,并根据所需去除多余的耐高温绝缘胶;
S3、引脚焊接,将膏状银铜钛钎料均匀涂抹在导电陶瓷本体和引脚焊接处,引脚放置在涂抹的银铜钛钎料上并再次涂抹银铜钛钎料至完全包裹引脚头部,在800-900℃中保温时间>40min,然后随炉冷却到室温;
S4、绝缘隔离填充料制备,将称量后的粉料加入至模具中,用300Mpa以上的压力冷压成型,随后在高温炉中加热,保温时间>1.5h,加热温度>380℃;
S5、组装,将制备好的绝缘隔离填充料套在导电陶瓷片本体上,引脚从绝缘隔离填充料另一侧伸出,再将底座从导电陶瓷本体上方套入,直至完全将绝缘隔离填充料包裹。
由于采用了上述方案,本发明加热面积大,加热速度快,出烟雾量大,同时解决了烟丝烧焦产生异味而影响口感的问题,而且整体制作工艺及其组装操作简单,适合批量生产。
附图说明
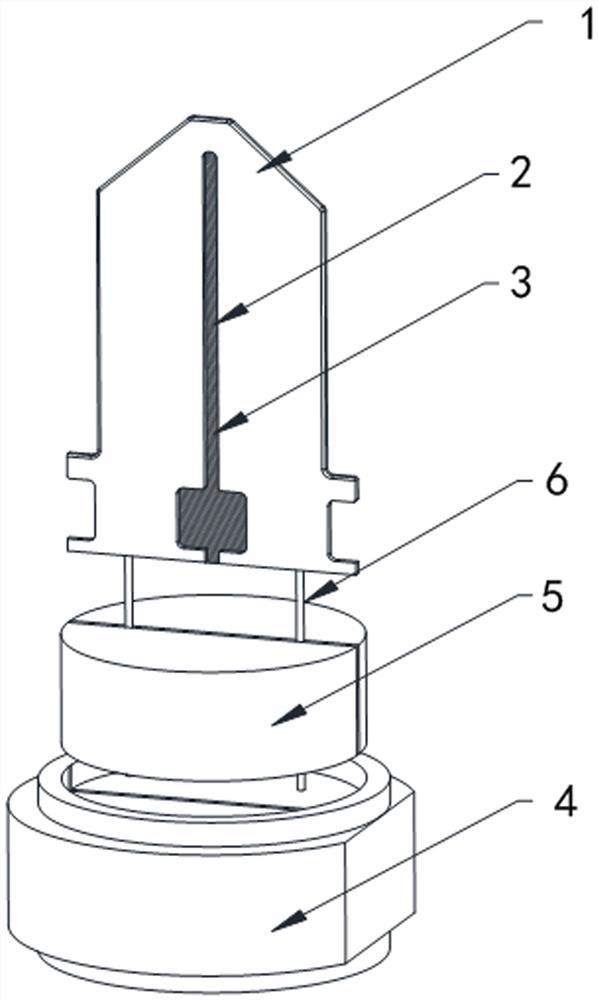
图1是本发明实施例的结构原理示意图。
图2是本发明实施例的分解结构示意图。
图3是本发明实施例另一种结构的结构示意图。
图4是本发明实施例另一种结构的分解结构示意图。
具体实施方式
以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
如图1至图4所示,本实施例提供一种插入式电子烟导电陶瓷雾化芯,包括:
导电陶瓷本体1,用于插入于烟弹中进行发热雾化工作,整体呈扁平状且顶端形成有尖端部;
绝缘开口间隙2,开设于导电陶瓷本体1的中部下侧并填充耐高温绝缘胶3,所述导电陶瓷本体1通过绝缘开口间隙2形成有两个接电端;
底座4,由氧化铝制成,其内部填充有绝缘隔离填充料5,所述导电陶瓷本体1的底端插入于绝缘隔离填充料5中;
引脚6,固定于导电陶瓷本体1的接电端处,并穿过绝缘隔离填充料5置于底座4外部,用于接入电源;
在电子烟工作过程中,本发明导电陶瓷本体1作为雾化芯插入烟丝中,电流通过引脚6经过导电陶瓷本体1加热,以烘烤的形式进行加热烟丝,烟丝受到足够的热量后释放出供人吸食的烟雾;
其中,导电陶瓷本体1中部存在一条绝缘开口间隙2,增加回路长,不会使发热部局限于底部,使发热更加均匀,且导电陶瓷本体1采用了扁平状,并边缘均为抛光过的光滑斜面,使其形成剑形的结构,方便导电陶瓷本体1无阻力轻松插入烟丝,烟丝在导电陶瓷本体1周围均匀分布,且表面及边角均经过抛光,不易残留烟丝,从而避免产生焦糊味影响口感,扁平片状结构相比于传统柱状结构有效的解决了传统内部加热雾化芯和烟丝接触面积小这一问题,剑型且表面光滑,方便陶瓷片插入烟丝,可解决锯齿或空隙直角易残留烟叶,时间长会烧焦产生焦味气体影响口感的问题,加热温度可快速上升至350℃,升温速度快、传热面积大、加热均匀、口感好;导电陶瓷本体1为碳化硅体系陶瓷,其电阻率为2.3~3.0×10
优选地,本发明的底座4内部填充的绝缘隔离填充料5,采用聚酰亚胺填充料,其以粉末,经过高压模铸、高温烧结成型,其结构为直径和高度刚好放置于底座4内部,内部为完全填满状态,对应底座4表面开口处有长宽一样的开口,开口贯穿聚酰亚胺填料,其中选取密度1.40-1.45g/cm
优选地,本发明的耐高温绝缘胶3为耐高温有机-无机聚硅氧烷硅胶,优选密度为1.30±0.05g/cm
优选地,本发明的引脚6为铜线,其直径为0.4±0.05mm,长度为1.6±0.2cm,电阻率为<1.5Ω·m。铜线与导电陶瓷本体1电极焊接采用银铜钛钎料作为焊料,焊料组分为Cu25-35%,Ti 2-8%,Ag 57-73%。
由于导电陶瓷本体1为扁平状,其引脚6与导电陶瓷本体1接触面积过小,使用普通银浆焊接强度小,且铜线和导电陶瓷本体1存在热膨胀系数不匹配的问题,使得焊接处容易形成裂纹从而开裂。本发明通过采用银铜钛钎料,在真空中高温加热,银铜合金融化成液体,对导电陶瓷表面形成润湿的作用,由于导电陶瓷本体1为碳化硅体系,陶瓷中的硅元素和银铜钛钎料中的钛元素会通过钎料形成的液体相互扩散,硅元素扩散到钎料中生成Ti
此外,对于同时对于导电陶瓷本体1与引脚6的选择,本实施例还可以采用另外两种,一种为:选取电阻率为2.5×10
另一种为:选取电阻率为3.0×10
一种用于制备插入式电子烟导电陶瓷雾化芯的方法,包括以下步骤:
S1、制作导电陶瓷本体1,选定合适大小的碳化硅体系陶瓷,随后进行裁制并开设绝缘开口间隙2,随后进行边缘抛光处理,使其制成的导电陶瓷本体1满足电阻率为2.3~3.0×10
S2、填充绝缘开口间隙2,将耐高温绝缘胶3填充在绝缘开口间隙2中,经过室温固化后与导电陶瓷本体1形成相互附着,并根据所需去除多余的耐高温绝缘胶3;
S3、引脚6焊接,将膏状银铜钛钎料均匀涂抹在导电陶瓷本体1和引脚6焊接处,引脚6放置在涂抹的银铜钛钎料上并再次涂抹银铜钛钎料至完全包裹引脚6头部,在800-900℃中保温时间>40min,然后随炉冷却到室温;
S4、绝缘隔离填充料5制备,将称量后的粉料加入至模具中,用300Mpa以上的压力冷压成型,随后在高温炉中加热,保温时间>1.5h,加热温度>380℃;
S5、组装,将制备好的绝缘隔离填充料5套在导电陶瓷片本体上,引脚6从绝缘隔离填充料5另一侧伸出,再将底座4从导电陶瓷本体1上方套入,直至完全将绝缘隔离填充料5包裹。
以上仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
- 一种插入式电子烟导电陶瓷雾化芯及制备方法
- 一种雾化芯的制备方法、雾化芯、雾化组件及电子烟