用于电机的定子以及用于制造这种定子的方法
文献发布时间:2023-06-19 13:48:08
技术领域
本发明涉及一种根据权利要求1的前序部分所述的用于电机的定子以及一种根据权利要求12所述的用于制造这种定子的方法。
背景技术
在用于制造电机定子的工艺流程中,尤其是首先将槽底绝缘件放到定子叠片组的轴向槽中。在使用发卡技术的情况下,在随后的接合步骤中将发卡在定子轴向上定向的接合方向上推入定子轴向槽中。紧接着,进行弯曲步骤,在其中,将从定子叠片组伸出的发卡的杆端部绕交错角度弯曲到接触位置中,在随后的接线步骤中,在接触位置中使杆端部相互电连接。紧接着,进行浸润步骤,在其中,利用液态的树脂初始成分浸润发卡、轴向槽和/或绕组头,并且随后使其硬化。
从专利文献DE 10 2018 103 100A1中已知一种用于定位和拉紧用于电机的金属线端部的方法以及装置。从专利文献DE 10 2018 114 780A1中已知一种用于由多个U形的、导电的发卡形成环圈的预插接座以及方法。从专利文献EP 2 684 283B1中已知一种用于使线圈元件的导体在电机中定向的装置。从专利文献WO 2015/087128 A2中已知另一用于电机的定子。
发明内容
本发明的目的在于,提供一种用于电机的定子以及一种用于制造这种定子的方法,在其中,与现有技术相比能更加工艺可靠地制造定子。
该目的通过权利要求1或权利要求12所述的特征实现。在从属权利要求中公开了本发明的优选的改进方案。
根据权利要求1的特征部分,在弯曲步骤中提供弯曲辅助件,该弯曲辅助件使从轴向的定子端侧伸出的杆端部实现过程可靠的弯曲过程。弯曲辅助件是具有通过开口的盘,杆端部被引导穿过该通过开口。弯曲辅助盘直接布置在定子的轴向端侧上。弯曲辅助盘的通过开口分别与定子轴向槽同轴对准地定向。在弯曲过程时,相应的盘通过开口的开口边缘被用作弯曲边棱,在弯曲步骤中,相应的杆端部工艺可靠地绕弯曲边棱弯曲到其接触位置中,在接触位置中可使杆端部电互相连接。
在定子组装之后,根据本发明的弯曲辅助盘保留在定子中并且承担其它功能(例如油引导,绝缘,定子的轴向张紧)。在交缠过程时,通过金属线将力施加到弯曲辅助盘上,该力具有轴向的(期望的)和切向的(不期望的)分量。切向的力可引起弯曲辅助盘的旋转,这会导致构件有缺陷。为了防止旋转,必须在交缠工艺时在设备侧固定所述盘。必须如此进行固定,使得虽然防止弯曲辅助盘的径向旋转,然而允许轴向运动。其原因是,叠片组一方面可具有直至1mm的高度容差,并且另一方面通过轴向的力引入在交缠(扭合)时出现轴向压紧定子的期望的效应。这种张紧最大程度可继续利用1-2mm。这意味着,相应的容纳部必须允许轴向偏移量。其背景是,在盘和叠片组之间不允许保留间隙。
在第一实施变型方案中存在的可能性是,通过相应类型的指部经由长孔伸入弯曲辅助盘中并且由此将弯曲辅助盘固定。在这种方法中不利的是,盘和指部的更复杂的尺寸和定位使得需要容差来将其定位。例如,锥形地成形的指部或孔可减小该效应。
用于固定弯曲辅助盘的第二实施变型方案涉及“齿轮”方案。在此,指的是齿的数量或者在盘上凹口的数量,相应成形的配合指接近所述凹口。在此证实为有利的是,可通过指部的相应造型以补充完整的方式接近,从而在固定时不保留与容差相关的间隙。此外,在此可设想简单地通过稍微适配进行盘的轴向预压紧。
根据所需的齿的数量,在设备中或者在工具架中的叉形的工具也可接近。这允许,在齿数量很多时也在设备中也需要数量更少的可动部件。
如果需要轴向张紧,存在的可能性是,除了径向接近的指部,也使张紧环轴向接近。一方面张紧环固定相对于槽的位置。另一方面,张紧环将轴向压力施加到弯曲辅助盘上。由此,将叠片组压在一起。在“湿式运行的”机器中,即,液体冷却的机器中,为了防止冷却介质进入叠片组的各个板之间,这是必要的。在一种实施方式中,可实现具有齿轮方案的盘的表现形式。张紧环可轴向地套装到弯曲辅助盘上并且保留在此处,以保证定位。为了简化该套装(容差),又可设想齿/凹口的锥形形状。为了防止将张紧环装在定子上,在弯曲辅助盘中的凹口不是连续的,应将轴向的压紧力施加到弯曲辅助盘上。张紧环可通过标准NC轴输送,以一定的力使其接近并且再次取出。备选地,也可设想使弯曲辅助盘与工具架共同连接的方案。另一可能性在于,通过L形元件将张紧环固定在弯曲辅助盘上。从下方接合的发卡篮(Hairpin-Korb)紧接着受到轴向力,并且进行期望的轴向压紧。
备选地也可设想,(从下方)以拉力的方式使发卡篮接近,并且随后相对于工具架固定该位置(连续的接合辅助,在图中下方的灰色的条)。紧接着,将L形元件轴向旋接在工具架上。通过转矩可调整压紧力,以张紧弯曲辅助盘。
以下两个附图示出了该旋接的可能的表现形式。在弯曲辅助盘的周向上分布有多个指形工具,指形工具接合到齿轮形的弯曲辅助盘中。通过依次通过多个环绕拧上指部,一方面将盘定位在定子上(设置齿轮/指部的相应的梯形),而且可实现通过盘轴向压紧定子。
另一实施变型方案涉及,弯曲辅助盘直接固定在定子自身上。为此,在定子的端侧上构造有孔。弯曲辅助盘具有相应的销,从而可将弯曲辅助盘固定在定子上。销可实施成圣诞树形部件。如果存在盘的不同变型方案(例如不同的电机类型,在定子每侧不同的盘),可根据防呆原理/防错法布置销,使得排除错误组装。
除了固定弯曲辅助盘自身之外,在利用弯曲辅助盘装配定子时,应注意以下其它方面。因此,在盘下侧上可设想插入辅助,当已经设置槽底绝缘件时(出于绝缘原因,槽底绝缘件从叠片组伸出几毫米),实现更简单地装上弯曲辅助盘。同样,由此当已经装配了弯曲辅助盘时,也简化了槽底绝缘件的装配。可调换这两个装配过程。
在装配弯曲辅助盘时的另一挑战是,利用夹紧盘保持槽底绝缘件。在没有夹紧盘的现有技术中,提供凸缘支撑指(与以上所述的指部相似),凸缘支撑指防止绝缘纸由于发卡篮的插入而滑出。如果装配了盘,这不再能实现。固定槽底绝缘件的定位的方案是轴向地套装在叠片组上的齿轮形的凸模,并且具有与存在的槽同样多的齿。当发卡篮移入时,凸模从上方覆盖槽并且由此固定绝缘部。在发卡端部到达槽出口之前,很快地取出凸模。由此,通过已经接合的发卡,可有效地防止槽底绝缘件打滑。
弯曲辅助盘的重要目的之一是,在浸润时用作用于滴落工艺的漏斗功能。在浸润时,将树脂引入定子中并且紧接着使其硬化。定子的浸润具有多个目的:通过挤出在定子中的空气,提高了系统的绝缘强度,并且消除了在绝缘部中的可能的缺陷部位,在系统中绝缘部程度绝缘功能。此外,热的导电性提高,这在冷却时带来优点(可更好地导出损失热),因为树脂具有比空气更高的热导电性,并且不必发生对流(与空气的热传输)。此外,定子的机械稳定性也提高,因为导体和绝缘纸通常相互粘接。
为了这些目的中的每一个,必要的是,将尽可能多的树脂引入到定子中,并且相应地挤出空气。在滴落时,树脂通过至少一个喷嘴滴落到定子上,如随后的附图示出的那样。
在此,定子位于水平的位置中,并且旋转,由此在周边上均匀地施加树脂。通过该旋转产生离心力,该离心力导致,过量的树脂径向向外滴落。由于树脂是粘稠的,树脂一直流到径向上看最外部的位置。在浸润时显著的挑战之一是,保持叠片组没有污物。为了保证这种情况,方案是,将滴落边棱集成到盘中,滴落边棱实现在不污染定子的情况下以限定的方式滴落。随后的附图示出了可能的表现形式。
尤其是,“齿轮”张紧方案在弯曲辅助盘在设备中更加工艺可靠的定位中,尤其是在大批量制造方面带来很多优点。由此可实现弯曲辅助盘的准确定位和定子的限定的轴向预紧。用于浸润的滴落边棱是另一显著简化发卡定子的制造的特征。
接下来再次详细阐述本发明的方面:
在弯曲过程(也就是说交缠步骤)中,从轴向的定子端侧伸出的杆端部将在周向上作用的、切向的弯曲力分量施加到弯曲辅助盘上。为了弯曲辅助盘相对于定子保持以不能相对转动的方式布置,可提供扭转止动结构。优选地,扭转止动结构可由构造在弯曲辅助盘上的扭转止动轮廓和与其共同作用的配合轮廓构成。在第一实施变型方案中,配合轮廓可直接构造在定子上。此外备选地,配合轮廓也可在功能上与定子无关地构造在加工工具上。
铺设在定子轴向槽中的缠绕杆分别可为U形的金属线夹(发卡)的夹边腿,夹边腿通过夹桥接部相互连接。在发卡接合步骤中,可将U形的金属线夹在轴向定向的接合方向上推入定子轴向槽中。在接合过程中,相应的金属线夹(发卡)的夹桥接部以接合力被压到间接地或直接地与面对的轴向的定子端侧贴靠。
在一种技术实现方案中,定子可由叠片组构成,叠片组具有在轴向的堆垛方向上布置的板层。在完成弯曲步骤之后,由松动地上下堆叠的板层组成的叠片组可以预紧力夹紧在交缠的杆端部和金属线夹(发卡)的夹桥接部之间,金属线夹形成定子绕组的绕组头。
以这种方式获得了轴向压紧连接,在其中,弯曲辅助盘、叠片组以及可能的定位在定子的绕组头端侧上的第二盘夹紧在交缠的杆端部和金属线夹的夹桥接部之间。
在叠片组中作用的预紧力可至少部分地在弯曲步骤期间形成:在弯曲步骤中,通过杆端部的交缠将在轴向上作用的弯曲力分量施加到弯曲辅助盘上,确切的说在至少部分地形成叠片组预紧力的情况下。同时,叠片组轴向长度也减小轴向偏移量。在工艺可靠的扭转止动结构方面有利的是,弯曲辅助盘的扭转止动轮廓和与其共同作用的配合轮廓可简单地彼此调整该轴向偏移量。
在接合步骤中,被推入到定子轴向槽中的金属线夹以接合力并且在中间夹着定子叠片组以及弯曲辅助盘的情况下压靠工具侧的轴向止挡部。由此,至少部分地轴向压紧定子叠片组。紧接着,进行弯曲步骤(也就是说交缠步骤),确切的说在形成已经所述的轴向压紧连接的情况下,由此,持续保持获得定子叠片组的轴向压紧。
至少在接合步骤中以及在弯曲步骤中,可为定子分配工具架,工具架简化了在单个步骤中操作定子。在一个优选的实施变型方案中,工具架可在定子的轴向相对置的端侧上分别具有至少一个夹钳。在进行弯曲步骤之前,定子叠片组可在至少部分地形成叠片组预紧力的情况下夹紧在两个夹钳之间。为此,两个夹钳例如可通过调整螺纹在轴向上进行高度调整,以调整在两个夹钳之间的轴向距离以及进而调整夹紧力。
在双重功能中,夹钳不仅可轴向压紧定子叠片组。附加地,至少布置在杆端部一侧上的夹钳具有配合轮廓,配合轮廓与弯曲辅助盘的扭转止动轮廓共同作用。因此,在这种情况中,夹钳也可为根据本发明的扭转止动结构的组成部分。
为了提供尽可能简单的、没有干扰轮廓的接合步骤,优选的是,弯曲辅助盘的相应的通过开口和/或轴向相对置的第二盘在其面对接合方向的开口边缘上锥形地扩大。以这种方式,为缠绕杆和/或为槽底绝缘件提供插入辅助。
在进行接合步骤之前,槽底绝缘件被松动地置入定子的相应的轴向槽中。在紧接着进行的接合步骤中,金属线夹利用其两个夹边腿在接合方向上被推入定子轴向槽中。由于槽底绝缘件仅仅松动的定位,存在的问题是,金属线夹可能在接合方向上带动在定子轴向槽中的槽底绝缘件。为了避免如此带动槽底绝缘件,可提供锁止元件,锁止元件以相对于接合方向作为运动止挡部的方式防止槽底绝缘件在接合方向上移动。
在弯曲步骤之后接着的是浸润步骤,在浸润步骤中,尤其是以液态的树脂初始成分浸润缠绕杆、定子轴向槽和/或布置在定子轴向侧上的绕组头。为了实现针对性地施加液态的树脂初始成分,推荐所谓的滴落工艺,在滴落工艺中,借助于滴落喷嘴输送液态的树脂初始成分。在滴落工艺中,定子绕其水平定向的定子轴旋转。在这种设置中,液态的树脂初始成分从杆端部开始或者金属线夹的绕组头开始,在离心力作用下通过弯曲辅助盘或轴向相对置的盘径向向外流动。优选的是,弯曲辅助盘或者轴向相对置的盘具有环绕的滴落边棱,径向向外流动的弯曲辅助盘可在滴落边棱上滴落,而不与叠片组端侧接触。
附图说明
接下来根据附图描述本发明的实施例。
其中:
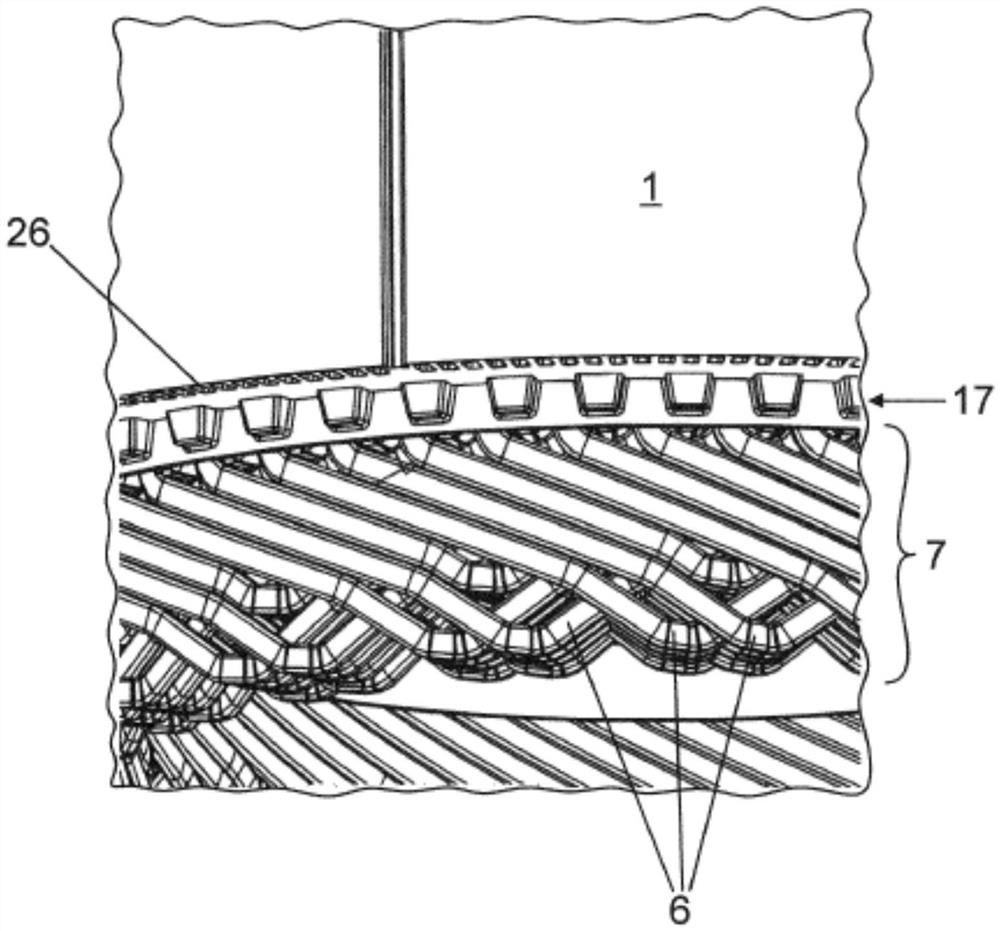
图1a或1b分别示出了在没有树脂填料的情况下制成的定子的立体部分截面图;
图1c示出了非常简化地说明了用于制造定子的工艺流程的方框图;
图2至6分别示出了弯曲辅助盘连同扭转止动结构的非常简化的图;
图7和8分别单独地示出了弯曲辅助盘和张紧环;
图9示出了这样的视图,根据该视图说明了接合步骤和紧接着的弯曲步骤;
图10示出了根据另一实施变型方案的相应于图9的视图;
图11和12分别示出了立体部分图,在部分图中定子布置在工具架中;
图13示出了这样的视图,在该视图中弯曲辅助盘通过扭转止动结构以不能相对转动的方式连结在定子上;
图14示出了弯曲辅助盘的通过开口的细节图;
图15示出了锁止元件;以及
图16示出了定子的部分图,根据该部分图说明了浸润步骤。
具体实施方式
在图1中示出了没有浸润的、完成制造的定子。定子由叠片组1构成,叠片组具有在轴向的堆叠方向上上下布置的板层。叠片组1在径向内部具有多个轴向槽3(图11),在轴向槽中插入U形的发卡6作为电导体。发卡6中的每一个是U形的金属线夹,其具有分别两个插入轴向槽3中的缠绕杆5,缠绕杆通过夹桥接部7相互连接。U形的金属线夹6的杆端部9从轴向的定子端侧11中在预定义的结构高度上伸出。在图1中,在弯曲步骤(也就是说交缠步骤)中使杆端部绕交错角度α(图1a)弯曲到示出的接触位置中,在接线步骤中,在接触位置中使杆端部9电互连。如还从图1a或1b中得到的那样,直接在上方的轴向的定子端侧11上定位弯曲辅助盘13。在相对的下部的轴向的端侧15上,在图1a中同样布置实施成结构相同的盘17。从下部的轴向的定子端侧15伸出的、U形的金属线夹6的夹桥接部7形成绕组头。
弯曲辅助盘13具有通过开口19(例如图7、9或10),缠绕杆5通过该通过开口轴向向外被引导。弯曲辅助盘13的通过开口19分别与轴向槽3(图12)轴向对准地定向。
在图7中示出的相应的盘通过开口19的开口边缘21被用作弯曲边棱,在弯曲步骤中,使相应的杆端部9绕弯曲边棱弯曲到在图1a或1b中示出的接触位置中。在图7中,单独地示出了弯曲辅助盘13。因此,弯曲辅助盘13在径向内部具有环绕的密封壁23以及径向外部的齿环25,齿环是弯曲辅助盘13的扭转止动结构的组成部分。在图1b中,在弯曲辅助盘13径向之外,在叠片组1中构造油通道26,油通道在定子轴向上伸延。
在图1a中,叠片组1以指出的预紧力F
在图1c中,根据非常简化的方框图顺序地示出了对于本发明重要的步骤,据此,首先为定子轴向槽3配备槽底绝缘件。紧接着,进行发卡接合步骤,在其中,U形的金属线夹6在定子轴向上定向的接合方向F(图9或10)上被推入轴向槽3中。随后,进行弯曲步骤,在其中,使杆端部9绕交错角度α弯曲到其接触位置中。在随后的接线步骤中,将杆端部9电互连。紧接着进行浸润步骤,在其中,绕组头、杆端部、轴向槽以及缠绕杆被树脂填料浸润。
在弯曲过程中,在周向上作用的、切向的弯曲力分量F
此外,在弯曲过程中,杆端部9在定子轴向上以轴向的弯曲力分量F
在图2至图6中示出了弯曲辅助盘13的其它扭转止动结构。在图2中,弯曲辅助盘13在径向外部具有环绕的柱形壁33,在柱形壁中加工出向下敞开的长孔35。工具侧的栓可作为配合轮廓27径向从外部伸入长孔35中。
备选地,在图4中示出的弯曲辅助盘13在外周边上分别具有向外伸出的齿,该齿与相应的工具侧的配合轮廓27共同作用。此外备选地,在图6中示出了弯曲辅助盘13,其作为扭转止动轮廓25在周边侧具有彼此间隔开的齿隙,工具侧的配合轮廓27(图)接合到齿隙中。
根据图9描述接合步骤,在接合步骤中,U形的金属线夹6利用其两个缠绕杆5在轴向定向的接合方向F上被推入定子轴向槽3中,确切的说借助于示出的引导工具37,引导工具使金属线夹6的夹桥接部7以接合力F
在继续的进程中,将被推入的金属线夹6与叠片组一起以接合力F
在图10中,进行接合步骤,如在图9中描述的那样。与图9不同地,在图10中,调整引导工具37直至与工具架31贴靠。为了形成叠片组预紧力F
在图11和12中,为定子分配工具架31,工具架在轴向相对置的定子端侧11、15上分别具有至少一个夹钳29、41。在图12中,定子利用其叠片组1在至少部分地形成叠片组预紧力F
在图13中,示出了根据另一实施例的弯曲辅助盘13的扭转止动结构。因此,弯曲辅助盘13作为扭转止动轮廓25具有成型的栓,该栓伸入在上部的轴向的定子端侧15上对应的凹处中。
在图14中,弯曲辅助盘13或第二盘17的通过开口19在其开口边缘上具有锥形的扩展部36,由此,可为缠绕杆5和/或为槽底绝缘件43提供插入辅助。在发卡接合过程之前,将槽底绝缘件43松动被插入定子的相应的轴向槽3中。于是,在随后的接合步骤中,将相应的缠绕杆5在接合方向F上推入定子轴向槽3中。
为了在发卡接合步骤期间使槽底绝缘件43位置固定,在图15中可附加地提供锁止元件45。在图12中,锁止元件45具有齿轮几何结构(也就是说锁止齿部),借助于锁止齿部在背离接合方向F的定子侧上防止槽底绝缘件43在接合方向F上移动。因此,可借助于锁止元件45防止在发卡接合步骤期间槽底绝缘件从轴向槽3中离开。
根据图16示出了在弯曲步骤之后的浸润步骤。在浸润步骤中,借助于滴落喷嘴针对性地以液态的树脂初始成分以所谓的滴落工艺涂敷缠绕杆5、轴向槽3以及绕组头(夹桥接部7)。在滴落工艺中,定子绕其水平定向的定子轴A旋转,由此,液态的树脂初始成分48从所示出的发卡绕组头通过盘17在离心力作用下径向向外流动。在图16中,盘17具有环绕的滴落边棱49,径向向外流动的树脂初始成分可在滴落边棱处滴下,而不与叠片组端侧15接触。
附图标记清单
1叠片组
3轴向槽
6U形的金属线夹
5夹边腿
7夹桥接部
9杆端部
11轴向的定子端侧
13弯曲辅助盘
15下部的轴向的定子端侧
17第二盘
19通过开口
21开口边缘
23密封壁
25齿环(扭转止动轮廓)
26油通道
27配合轮廓
29上夹钳
31工具架
33柱形壁
35长孔
36锥形的扩展部
37往复活塞
39夹紧环
40工具止挡部
41下夹钳
42调整螺栓
43槽底绝缘件
45锁止元件
47滴落喷嘴
48树脂初始成分
49滴落边棱
F接合方向
F
F
F
F
l定子叠长度
Δa轴向偏移量
α交错角度
S定子轴
- 用于电机的定子、电机和用于制造这种定子的方法
- 用于电机的定子、电机和用于制造这种定子的方法