一种地轨焊接辅助工装
文献发布时间:2023-06-19 18:32:25
技术领域
本发明涉及焊接工装技术领域,尤其涉及一种地轨焊接辅助工装。
背景技术
现阶段工业4.0的发展作为企业核心竞争力的手段,已经逐步在各家大型企业渗透和推广。目前公司的生产模式为大批量集群式结构,生产设备的分布具有多而广的特点,在许多生产工序,需要采用机器人进行自动化上下料,由于设备众多,故需要行走基础对机器人的往返运行进行支持,至此孕育了机器人行走地轨这一产物。地轨通常由各种大型板料、管料型材拼装焊接而成,地轨焊接加工时,需要将型材按照设定的位置进行定位压紧后采用焊接机器人进行焊接,而由于原材料较笨重,体积较大,目前的夹具不能满足地轨型材焊接前的压紧需求,故需要一套稳定的焊接辅助工装来压紧地轨型材,以支撑焊接机器人的连贯焊接加工。
发明内容
本发明的目的是为了解决现有技术中存在的缺点,而提出的一种地轨焊接辅助工装,能够高效、稳定地对地轨型材进行定位压紧,便于连贯焊接加工。
为实现上述目的,本发明采用了如下技术方案:
一种地轨焊接辅助工装,所述地轨包括侧管、端管、封板、中管和脚板,所述侧管有两根,两根侧管沿第一方向平行设置;所述端管有两根,两根端管分别设于所述侧管的两端,两根端管沿第二方向平行设置,所述第二方向垂直于所述第一方向;所述封板有两块,两块封板分别设于两根端管的外侧,所述封板所在的平面垂直于所述第一方向;多根中管分别沿所述第二方向设于两根侧管及两根端管之间,每根中管的两侧与两根侧管连接;所述脚板设于每根中管两端与所述侧管的连接处,所述脚板的主体部所在的平面平行于所述第一方向和所述第二方向。
所述辅助工装包括基座、侧管推进机构、端部压紧机构和脚板压紧机构;所述基座的结构与所述地轨的结构相匹配,所述基座包括两侧的侧支撑部、设于所述侧支撑部两端的端面支撑部和设于所述侧支撑部及所述端面支撑部之间的多个中间支撑部,所述侧支撑部沿所述第一方向设置,所述中间支撑部沿所述第二方向设置;所述中间支撑部上设有中管安装座,所述中管安装座用以定位所述中管;所述侧管推进机构设于所述侧支撑部上,所述侧管推进机构用以定位所述侧管;所述端部压紧机构设于两端的所述端面支撑部上,所述端部压紧机构用以定位压紧所述端管和封板;所述脚板压紧机构设于所述侧支撑部上或设于所述端面支撑部上,且所述脚板压紧机构的压紧端对应于所述中间支撑部的两端,所述脚板压紧机构用以定位压紧所述中管两端的所述脚板。
优选地,所述侧管推进机构包括推进气缸和侧管限位开关,所述推进气缸沿所述第二方向设于一侧的侧支撑部上,所述侧管限位开关对应设于另一侧的侧支撑部上。
优选地,所述端部压紧机构包括第一压紧组件和端面限位开关,所述第一压紧组件设于所述端面支撑部的中央,所述第一压紧组件用以压紧所述端管和封板,所述端面限位开关设于所述第一压紧组件的两侧,所述端面限位开关用以对所述封板的位置进行限定。
优选地,所述脚板压紧机构包括第二压紧组件和第三压紧组件,所述第二压紧组件设于所述侧支撑部上或设于所述端面支撑部上,且所述第二压紧组件的压紧端对应于所有中间支撑部中最外侧两个中间支撑部的两端;所述第三压紧组件设于两侧的侧支撑部上,且所述第三压紧组件的压紧端对应于所有中间支撑部中其他中间支撑部的两端。
优选地,所述第二压紧组件、所述第三压件组件均包括压紧驱动件和压紧块,所述压紧块与所述压紧驱动件连接,所述压紧块的结构与所述脚板的结构相匹配,所述压紧驱动件用以带动所述压紧块对所述脚板进行压紧。
优选地,所述侧管推进机构有多组,多组侧管推进机构中的推进气缸与同侧的第三压紧组件交错设置,多组侧管推进机构中的侧管限位开关与推进气缸相对应。
优选地,所述脚板还包括脚板加强筋,所述脚板加强筋设于所述脚板的主体部上,所述脚板加强筋垂直于所述脚板的主体部。
优选地,所述辅助工装还包括脚板焊接夹具,所述脚板焊接夹具设于所述侧管限位开关同侧的所述侧支撑部上,所述脚板焊接夹具包括固定架、安装槽、限位柱和气动压块,所述固定架上设有两个所述安装槽,所述安装槽内用以放置所述脚板的主体部,所述限位柱设于所述脚板安装槽的旁边,所述限位柱用以夹持所述脚板加强筋,所述气动压块设于所述固定架上,所述气动压块用于压紧所述脚板的主体部。
优选地,所述脚板焊接夹具有多组,所述脚板焊接夹具的数量与所述中管的数量一致,多组脚板焊接夹具与同侧的脚板压紧机构交错设置。
优选地,所述基座的两端设有可调支座,所述辅助工装还包括控制机构,所述控制机构包括电气柜、保压罐、电磁阀组和控制按钮,所述电气柜和所述保压罐分别设于两端的可调支座上,所述电磁阀组设于所述基座上,所述控制按钮设于所述电气柜上或设于所述可调支座上,所述控制按钮与所述电气柜电性连接,所述电磁阀组与所述控制按钮电性连接,所述电磁阀组还与所述侧管推进机构、所述端部压紧机构、所述脚板压紧机构、所述脚板焊接夹具连接,所述保压罐与所述侧管推进机构、所述端部压紧机构、所述脚板压紧机构、所述脚板焊接夹具连接。
与现有技术相比,本发明的有益效果为:本发明的辅助工装能够高效、稳定的对地轨型材进行定位压紧,便于利用焊接机器人对地轨进行连贯焊接加工。应用中,地轨的侧管置于侧支撑部上,地轨的端管和封板置于端面内支撑部上,地轨的中管对应置于中管安装座上,脚板对应于中管的两端,侧管推进机构对侧管进行定位压紧,端部压紧机构对端管和封板进行定位压紧,脚板压紧机构对脚板进行定位压紧,能够实现单人操作上料,提高加工效率,降低人力成本。
附图说明
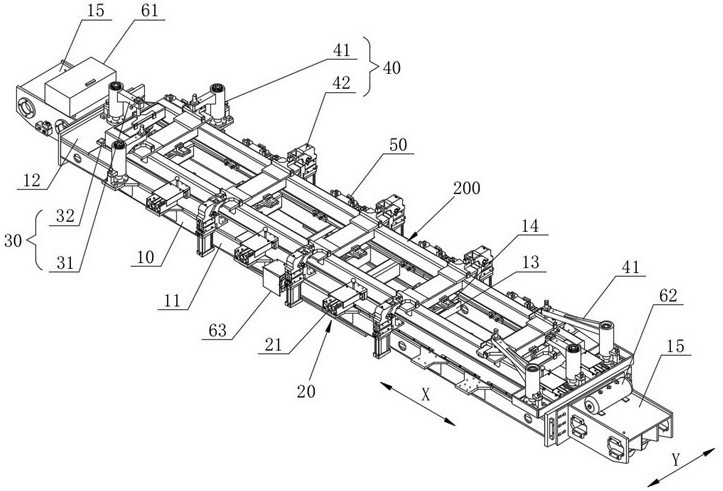
图1为本发明一实施例的地轨焊接辅助工装的立体图。
图2为本发明一实施例的地轨焊接辅助工装的俯视图。
图3为本发明一实施例的地轨的立体图。
图4为本发明一实施例的地轨焊接辅助工装的一端部结构示意图。
图5为本发明一实施例的地轨焊接辅助工装的中部结构示意图。
图6为本发明一实施例的地轨焊接辅助工装的另一端部结构示意图。
图7为本发明一实施例的地轨焊接辅助工装中脚板焊接夹具的立体图。
图中,10-基座,11-侧支撑部,12-端面支撑部,13-中间支撑部,14-中管安装座,15-可调支座,20-侧管推进机构,21-推进气缸,22-侧管限位开关,30-端部压紧机构,31-第一压紧组件,32-端面限位开关,40-脚板压紧机构,41-第二压紧组件,42-第三压紧组件,50-脚板焊接夹具,51-固定架,52-安装槽,53-限位柱,54-气动压块,61-电气柜,62-保压罐,63-电磁阀组,64-控制按钮。
具体实施方式
为使对本发明的目的、构造、特征及其功能有进一步的了解,兹配合实施例详细说明如下。
请结合参见图1至图7,图1为本发明一实施例的地轨焊接辅助工装的立体图,图2为本发明一实施例的地轨焊接辅助工装的俯视图,图3为本发明一实施例的地轨的立体图,图4为本发明一实施例的地轨焊接辅助工装的一端部结构示意图,图5为本发明一实施例的地轨焊接辅助工装的中部结构示意图,图6为本发明一实施例的地轨焊接辅助工装的另一端部结构示意图,图7为本发明一实施例的地轨焊接辅助工装中脚板焊接夹具的立体图。
在一些实施例中,地轨200包括侧管201、端管202、封板203、中管204和脚板205,侧管201有两根,两根侧管201沿第一方向X平行设置。端管202有两根,两根端管202分别设于侧管201的两端,两根端管202沿第二方向Y平行设置,第二方向Y垂直于第一方向X。封板203有两块,两块封板203分别设于两根端管202的外侧,封板203所在的平面垂直于第一方向X。多根中管204分别沿第二方向Y设于两根侧管201及两根端管202之间,每根中管204的两侧与两根侧管201连接。脚板205设于每根中管204两端与侧管201的连接处,脚板205的主体部所在的平面平行于第一方向X和第二方向Y。
为了实现上述地轨型材的定位压紧以便于焊接机器人对地轨型材进行连贯焊接加工,本发明提供一种地轨焊接辅助工装,该辅助工装包括基座10、侧管推进机构20、端部压紧机构30和脚板压紧机构40。基座10的结构与地轨200的结构相匹配,基座10包括两侧的侧支撑部11、设于侧支撑部11两端的端面支撑部12和设于侧支撑部11及端面支撑部12之间的多个中间支撑部13,侧支撑部11沿第一方向X设置,中间支撑部13沿第二方向Y设置。中间支撑部13上设有中管安装座14,中管安装座14用以定位中管204。侧管推进机构20设于侧支撑部11上,侧管推进机构20用以定位侧管201。端部压紧机构30设于两端的端面支撑部12上,端部压紧机构30用以定位压紧端管202和封板203。脚板压紧机构40设于侧支撑部11上或设于端面支撑部12上,且脚板压紧机构40的压紧端对应于中间支撑部13的两端,脚板压紧机构40用以定位压紧中管204两端的脚板205。
焊接加工中,可以采用吊具将地轨型材放到基座10上,两根侧管201对应置于两侧的侧支撑部11上,端管202和封板203对应置于端面支撑部12上,多根中管204对应置于多个中管安装座14上,脚板205置于每根中管204的两端,侧管推进机构20对侧管201进行定位压紧,端部压紧机构30对端管202和封板203进行定位压紧,脚板压紧机构40对脚板205进行定位压紧,全部压紧后,将辅助工装整体移至焊接工位,焊接机器人对地轨型材进行连贯的焊接加工;焊接完成后,辅助工装复位,利用吊具将焊接好的地轨取下即可。如此,能够安全、高效、精准地对地轨型材进行焊接加工,提高加工效率,降低人力成本。
具体地,请结合参见图1、图2和图5,在一些实施例中,侧管推进机构20包括推进气缸21和侧管限位开关22,推进气缸21沿第二方向Y设于一侧的侧支撑部11上,侧管限位开关22对应设于另一侧的侧支撑部11上,推进气缸21的活塞杆朝向侧管限位开关22。
请结合参见图1、图2和图4,在一些实施例中,端部压紧机构30包括第一压紧组件31和端面限位开关32,第一压紧组件31设于端面支撑部12的中央,第一压紧组件31用以压紧端管202和封板203,端面限位开关32设于第一压紧组件31的两侧,端面限位开关32用以对封板203的位置进行限定。
在一些实施例中,脚板压紧机构40包括第二压紧组件41和第三压紧组件42,第二压紧组件41设于侧支撑部11上或设于端面支撑部12上,且第二压紧组件41的压紧端对应于所有中间支撑部13中最外侧两个中间支撑部13的两端;第三压紧组件42设于两侧的侧支撑部11上,且第三压紧组件42的压紧端对应于所有中间支撑部13中其他中间支撑部13的两端,第二压紧组件41的结构与第三压紧组件42的结构可以相同或不同。请结合参见图1、图2、图4至图6,在一实施例中,辅助工装一端的第二压紧组件41设于两侧的侧支撑部11上,另一端的第二压紧组件41设于该端的端面支撑部12上。
本发明的辅助工装采用侧管限位开关22、端面限位开关32对地轨型材进行定位,能够提高焊接加工后地轨成品的尺寸精度。应用中,启动推进气缸21后,推进气缸21的活塞杆推动一侧的侧管201,另一侧的侧管201靠到侧管限位开关22后,地轨侧管压紧完毕;利用第一压紧组件31将端管202及封板203夹紧,封板203靠到对应的端面限位开关32后,地轨端部压紧完毕;再利用第二压紧组件41、第三压紧组件42将所有脚板压紧后,地轨脚板压紧完毕。焊接完成后,推进气缸21、第一压紧组件31、第二压紧组件41、第三压紧组件42复位,利用吊具将焊接好的地轨成品从基座上取下即可。
本发明的优选实施例中,第一压紧组件31包括压紧驱动件和压紧块,压紧块与压紧驱动件连接,压紧块的结构与端管及封板的结构相匹配,压紧驱动件用以带动压紧块对端管202及封板203进行压紧。第二压紧组件41、第三压件组件42均包括压紧驱动件和压紧块,压紧块与压紧驱动件连接,压紧块的结构与脚板的结构相匹配,压紧驱动件用以带动压紧块对脚板205进行压紧。第一压紧组件31、第二压紧组件41、第三压紧组件42中的压紧驱动件可以采用手动方式或气动方式。
在一实施例中,第一压紧组件31中的压紧驱动件以及第二压紧组件41中的压紧驱动件采用手动压紧杆,第三压紧组件42中的压紧驱动件采用气动压紧杆。地轨型材压紧操作中,侧管201靠到侧管限位开关22后,先利用第一压紧组件31对端管202及封板203进行手动压紧,再利用第二压紧组件41对最外侧两根中管两端的脚板205进行手动压紧,最后利用第三压紧组件42对其余脚板205进行气动压紧;焊接完成后,先将第三压紧组件42松开,再手动松开第二压紧组件41,最后手动松开第一压紧组件31。
本发明的优选实施例中,脚板205还包括脚板加强筋206,脚板加强筋206设于脚板205的主体部上,脚板加强筋206垂直于脚板205的主体部。进一步地,辅助工装还包括脚板焊接夹具50,脚板焊接夹具50设于侧管限位开关22同侧的侧支撑部11上,脚板焊接夹具50包括固定架51、安装槽52、限位柱53和气动压块54,固定架51上设有两个安装槽52,安装槽52内用以放置脚板205的主体部,限位柱53设于脚板安装槽52的旁边,限位柱53用以夹持脚板加强筋206,气动压块54设于固定架51上,气动压块54用于压紧脚板205的主体部。
进一步地,脚板焊接夹具50有多组,脚板焊接夹具50的数量与中管204的数量一致,多组脚板焊接夹具50与同侧的脚板压紧机构40交错设置。在进行其中一组地轨型材的压紧时,可以将下一组地轨型材中的脚板205及脚板加强筋206夹紧至脚板焊接夹具50中,一起送至焊接工位进行焊接;焊接完成后,脚板焊接夹具50中焊接有脚板加强筋206的脚板205可以用于下一组地轨的焊接,能够提高焊接加工效率。
本发明的优选实施例中,基座10的两端设有可调支座15,辅助工装还包括控制机构,控制机构包括电气柜61、保压罐62、电磁阀组63和控制按钮(图中未标示),电气柜61和保压罐62分别设于两端的可调支座15上,电磁阀组63设于基座10上,控制按钮设于电气柜61上或设于可调支座15上,控制按钮与电气柜61电性连接,电磁阀组63与控制按钮电性连接,电磁阀组63还与侧管推进机构20、端部压紧机构30、脚板压紧机构40、脚板焊接夹具50连接,保压罐62与侧管推进机构20、端部压紧机构30、脚板压紧机构40、脚板焊接夹具50连接。其中,保压罐62用于保证辅助工装中气动器件的气压稳定,电气柜61用于对辅助工装中各机构的工作状态进行控制,控制按钮用于控制电磁阀组63的得电失电,电磁阀组63用于控制气动器件的工作状态。进一步地,电磁阀组63的外侧还可以设置防护板进行防护。
本发明的优选实施例中,侧管推进机构20有多组,多组侧管推进机构20中的推进气缸21与同侧的第三压紧组件42交错设置,多组侧管推进机构20中的侧管限位开关22与推进气缸21相对应。
请参见图1至图3,在一实施例中,地轨200设有五根中管204,基座10上对应设有五个中间支撑部13,侧管推进机构20有三组,第三压紧组件42有三组(两侧相对的两个第三压紧组件42为一组),三组侧管推进机构20与同侧的三个第三压紧组件42交错设置,脚板焊接夹具50有五组,五组脚板焊接夹具50与同侧的第二压紧组件41、第三压紧组件42交错设置。当然,本发明并不以此为限,在其他实施例中,地轨200的中管204的数量可以根据实际需求进行合理设定,辅助工装的结构与地轨200的结构相匹配即可。
综上所述,本发明提供一种地轨焊接辅助工装,能够高效、稳定的对地轨型材进行定位压紧,便于利用焊接机器人对地轨进行连贯焊接加工。应用中,地轨的侧管置于侧支撑部上,地轨的端管和封板置于端面内支撑部上,地轨的中管对应置于中管安装座上,脚板对应于中管的两端,侧管推进机构对侧管进行定位压紧,端部压紧机构对端管和封板进行定位压紧,脚板压紧机构对脚板进行定位压紧,能够实现单人操作上料,提高加工效率,降低人力成本。
本发明已由上述相关实施例加以描述,然而上述实施例仅为实施本发明的范例。必需指出的是,已揭露的实施例并未限制本发明的范围。相反地,在不脱离本发明的精神和范围内所作的更动与润饰,均属本发明的专利保护范围。
- 一种用于吊篮焊接加工的配套辅助工装
- 端环焊接辅助工装
- 一种空调毛细管的焊接辅助工装
- 一种地铁第三轨底座打孔辅助工装
- 一种地源热泵中央空调集气管定位焊接辅助工装