一种A3、A4分切及其令纸包装生产设备
文献发布时间:2023-06-19 09:30:39
技术领域
本发明涉及卷筒纸分切及令纸包装技术领域,尤其涉及一种A3、A4分切及其令纸包装生产设备。
背景技术
对于打印纸,市场上使用数量最多的两种规格分别为A3和A4,其中A4规格的纸张使用量尤为多,为了满足不同消费需求,传统分切机分别针对A3或A4独立生产,但是这种独立生产需要配套设备导致生产成本高,或者使用同一设备根据不同生产要求进行停机、调机,同样出现生产效率低、成本高的问题,传统生产模式不能解决A3和A4打印纸成本高的问题,需要解决。
发明内容
为了克服现有技术中存在的A3和A4打印纸成本高的问题,本发明的目的在于提供一种A3、A4分切及其令纸包装生产设备,实现降低生产成本,提高生产效率的目的。
为实现上述目的,本发明的技术方案为:
一种A3、A4分切及其令纸包装生产设备,包括分切机、震动收纸机、输送机、感应器、转运装置、第一包装机及第二包装机;
所述分切机包括若干个裁切刀,相邻两个裁切刀的距离至少包括两种规格;
所述输送机包括主通道及副通道,所述感应器设于主通道并靠近副通道设置;
所述转运装置包括第一驱动件、第二驱动件、升降件、传动带、若干个转轴及若干个转轮,所述第一驱动件设于主通道并驱动升降件运动使得转轴突伸出主通道,所述第二驱动件设于升降件并驱动传动带转动,所述传动带绕设于若干个转轮,若干个所述转轴均与所述传动带抵触,所述转轴的转动切线方向与所述副通道的输送方向相同;
所述第一包装机设于副通道的出料口;
所述第二包装机设于主通道的出料口。
进一步的,所述震动收纸机包括第一机架、拍纸组件、输送带及托纸组件;
所述拍纸组件包括第三驱动件、轴件及设于轴件的若干个隔板,所述第三驱动件设于第一机架并驱动轴件震动,相邻两个隔板间距设置,相邻两个隔板之间的距离至少包括两种规格;
所述输送带设于第一机架,所述输送带位于拍纸组件的下方;
所述托纸组件包括第四驱动件及若干个托板,所述第四驱动件设于第一机架并驱动若干个托板升降,一个托板位于相邻两个隔板之间,一个托板的长度小于相邻两个隔板之间的间距,所述托板用于承接由拍纸组件整理的令纸并将该令纸转运至输送带。
进一步的,所述震动收纸机还包括接纸组件,所述接纸组件包括第五驱动件、第六驱动件、连接板、滑板及若干个接纸板,所述第五驱动件设于第一机架并驱动连接板升降,所述第六驱动件设于连接板并驱动滑板水平运动,若干个所述接纸板均设于滑板,所述接纸板设于输送带和拍纸组件之间。
进一步的,所述第一包装机和第二包装机均包括包装纸分切机及令纸包装装置,所述令纸包装装置包括第三机架、顶升组件、压纸组件、包装纸成型组件、推料组件及令纸输送组件;
所述顶升组件设于第三机架,所述顶升组件用于承接来自主通道或副通道的令纸;
所述压纸组件设于第三机架并用于承载来自包装纸分切机的包装纸,所述压纸组件位于顶升组件的上方;
所述包装纸成型组件设于第三机架并位于压纸组件和顶升组件之间;
所述推料组件设于第三机架,所述令纸输送组件设于第三机架用于承接所述推料组件推送的令纸。
进一步的,所述压纸组件包括第七驱动源及压板,所述第七驱动源设于第三机架并驱动压板朝靠近或远离顶升组件的方向运动。
进一步的,所述顶升组件包括左驱动件、大托件、右驱动源及小托板,所述左驱动件设于第三机架并驱动大托件升降,所述右驱动源设于第三机架并驱动小托板升降。
进一步的,所述包装纸成型组件包括底成型件、侧成型件及侧顶成型件;
所述底成型件包括左折弯驱动件、左推板、右折弯驱动件及右推板,所述左折弯驱动件设于第三机架并驱动左推板朝向右推板方向滑动,所述右折弯驱动件设于第三机架并驱动右推板朝向左推板方向滑动;
所述侧成型件包括侧驱动件、侧活动件、侧固定件,所述侧驱动件驱动侧活动件朝靠近或远离侧固定件的方向运动,所述侧固定件固定连接于第三机架;
所述侧顶成型件包括依次连接的左侧面、弧面及底面,所述弧面呈内凹弧状。
进一步的,所述推料组件包括设于第三机架的链条驱动件、链条及设于链条的推杆,所述链条驱动件驱动链条转动。
进一步的,所述第一包装机和第二包装机还包括限位件,所述限位件包括限位驱动件及挡板,所述限位驱动件设于第三机架并驱动挡板摆动。
本发明的有益效果:通过调整相邻两个裁切刀之间的不同间距,在主通道、副通道、感应器、转运装置的作用下分别进入第一包装机及第二包装机,完成A3、A4规格纸张的裁切及包装,达到提高生产效率,降低生产成本的目的。
附图说明
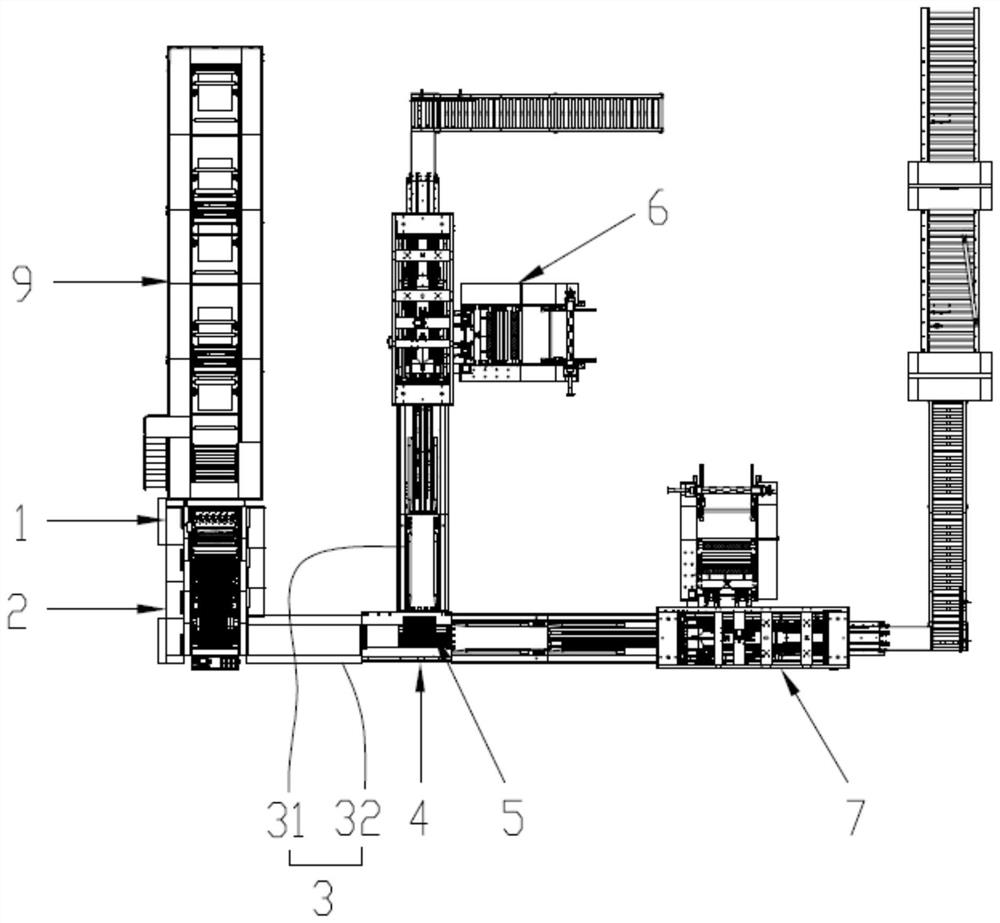
图1为本发明的平面图;
图2为本发明的裁切刀布局结构示意图;
图3为本发明的输送机、感应器及转运装置结构示意图;
图4为本发明的转运装置结构示意图;
图5为本发明的震动收纸机第一视角结构示意图;
图6为本发明的震动收纸机第二视角结构示意图;
图7为本发明的拍纸组件、输送带及托纸组件位置结构示意图;
图8为本发明的接纸组件结构示意图;
图9为本发明的接纸板结构示意图;
图10为本发明的包装纸分切机和令纸包装装置位置结构示意图;
图11为本发明的令纸包装装置结构示意图;
图12为本发明的顶升组件、压纸组件、包装纸成型组件及限位件结构示意图;
图13为本发明的侧成型件和侧顶成型件结构示意图;
图14为本发明的侧顶成型件放大结构示意图;
图15为本发明的顶升组件放大结构示意图;
图16为本发明的顶升组件工作状态结构示意图;
图17为本发明的推料组件与包装纸成型组件位置结构示意图。
附图标记包括:
1—分切机 11—裁切刀 2—震动收纸机
20—第一机架 21—拍纸组件 211—第三驱动件
212—轴件 213—隔板 22—输送带
23—输送带 231—第四驱动件 232—托板
24—接纸组件 241—第五驱动件 242—第六驱动件
243—连接板 244—滑板 245—接纸板
2451—弧部 3—输送机 31—主通道
32—副通道 4—感应器 5—转运装置
51—第一驱动件 52—第二驱动件 53—升降件
54—转轴 55—传动带 56—转轮
6—第一包装机 7—第二包装机 80—包装纸分切机
81—第三机架 82—顶升组件 821—左驱动件
822—大托件 823—右驱动源 824—小托板
83—压纸组件 831—第七驱动源 832—压板
84—包装纸成型组件 8411—左折弯驱动件 8412—左推板
8413—右折弯驱动件 8414—右推板 842—侧成型件
8421—侧驱动件 8422—侧活动件 8423—侧固定件
843—侧顶成型件 85—推料组件 851—链条驱动件
852—链条 853—推杆 86—令纸输送组件
87—限位件 871—限位驱动件 872—挡板
9—卷筒夹装装置。
具体实施方式
为了便于本领域技术人员的理解,下面结合实施例及附图对本发明作进一步的说明,实施方式提及的内容并非对本发明的限定。
请参阅图1至图17,本发明的一种A3、A4分切及其令纸包装生产设备,包括分切机1、震动收纸机2、输送机3、感应器4、转运装置5、第一包装机6及第二包装机7;
所述分切机1包括若干个裁切刀11,相邻两个裁切刀11的距离至少包括两种规格;
所述输送机3包括主通道31及副通道32,所述感应器4设于主通道31并靠近副通道32设置;
所述转运装置5包括第一驱动件51、第二驱动件52、升降件53、传动带55、若干个转轴54及若干个转轮56,所述第一驱动件51设于主通道31并驱动升降件53运动使得转轴54突伸出主通道31,所述第二驱动件52设于升降件53并驱动传动带55转动,所述传动带55绕设于若干个转轮56,若干个所述转轴54均与所述传动带55抵触,所述转轴54的转动切线方向与所述副通道32的输送方向相同;
所述第一包装机6设于副通道32的出料口;
所述第二包装机7设于主通道31的出料口。
具体的,本实施例中,卷筒夹装装置9将卷筒纸输送至分切机1,裁切刀11为纵向切刀,根据生产要求,调整相邻两个裁切刀11之间的间距,其中相邻两个裁切刀之间的间距有210mm和420mm两种规格,即卷筒纸在同一设备中同步裁切A3、A4两种不同规格的纸张,裁切后A3、A4两种不同规格的纸张同步进入震动收纸机2,在震动收纸机2的作用下进行理纸动作,500张纸叠加为一令,A3、A4两种不同规格的纸张理纸完毕后依次进入主通道31,感应器4安装于主通道31并靠近副通道32设置,感应器4为光纤感应器,当感应器4感应到为A3规格的令纸时,第一驱动件51驱动升降件53向上运动,使得转轴54突伸出主通道31的上表面,A3规格的令纸被转轴54托起,第二驱动件52驱动传动带55转动,转轴54在传动带55的摩擦力带动下转动,即转轴54的转动将A3规格的令纸转送至副通道32进入第一包装机6,在第一包装机6的作用下完成A3令纸的包装,当感应器4感应到为A4规格的令纸时,第一驱动件51驱动升降件53向下运动,使得转轴54缩回主通道31的下表面,A4规格的令纸依然在主通道31,A4规格的令纸进入第二包装机7,第二包装机7完成A4令纸的包装。
通过调整相邻两个裁切刀11之间的不同间距,在主通道31、副通道32、感应器4、转运装置5的作用下分别进入第一包装机6及第二包装机7,完成A3、A4规格纸张的裁切及包装,达到提高生产效率,降低生产成本的目的。
所述震动收纸机2包括第一机架20、拍纸组件21、输送带22及托纸组件23;
所述拍纸组件21包括第三驱动件211、轴件212及设于轴件212的若干个隔板213,所述第三驱动件211设于第一机架20并驱动轴件212震动,相邻两个隔板213间距设置,相邻两个隔板213之间的距离至少包括两种规格;
所述输送带22设于第一机架20,所述输送带22位于拍纸组件21的下方;
所述托纸组件23包括第四驱动件231及若干个托板232,所述第四驱动件231设于第一机架20并驱动若干个托板232升降,一个托板232位于相邻两个隔板213之间,一个托板232的长度小于相邻两个隔板213之间的间距,所述托板232用于承接由拍纸组件21整理的纸张并将该纸张转运至输送带22。
调整两个相邻隔板213的间距,使得相邻隔板213之间的间距具有210mm和420mm两种规格,一个托板232位于相邻两个隔板213之间,托板232的长度小于相邻两个隔板213的间距,使得托板232能自由升降,当经分切机1裁切后纸张的依次进入托纸组件23时,纸张呈逐渐被叠加的状态,同步的第三驱动件211驱动轴件212做震动运动,带动隔板213震动,对A3、A4两种规格纸张分别进行理纸动作,同步的第四驱动件231驱动若干个托板232向下运动,使得位于托板232上的纸张数量逐渐增多直至达到预设值成为令纸,当托板232运行至输送带22的下方时,A3、A4两种规格的令纸被输送带22托住,在输送带22的作用下进入主通道31。
所述震动收纸机2还包括接纸组件24,所述接纸组件24包括第五驱动件241、第六驱动件242、连接板243、滑板244及若干个接纸板245,所述第五驱动件241设于第一机架20并驱动连接板243升降,所述第六驱动件242设于连接板243并驱动滑板244水平运动,若干个所述接纸板245均设于滑板244,所述接纸板245设于输送带22和拍纸组件21之间,当托板232上的纸张达到预设数值下移时,分切机1裁切后的纸张继续连续进入震动收纸机2,第五驱动件241驱动连接板243向上运动,第六驱动件242驱动滑板244朝向隔板213运动,使得接纸板245进入相邻两个隔板213之间,接纸板245位于托板232的上方,起到中间临时托纸,实现持续生产的目的,当托板232再次空载向上运动并托住纸张时,第六驱动件242驱动滑板244及接纸板245退回原位,等待下个指令,接纸板245包括弧部2451,避免接纸板245往返运动时碰撞纸张,提高生产质量。
所述第一包装机6和第二包装机7均包括包装纸分切机80和令纸包装装置,所述令纸包装装置包括第三机架81、顶升组件82、压纸组件83、包装纸成型组件84、推料组件85及纸包输送组件86;
所述顶升组件82设于第三机架81,所述顶升组件82用于承接来自主通道31或副通道32的令纸;
所述压纸组件83设于第三机架81并用于承载来自包装纸分切机80的包装纸,所述压纸组件83位于顶升组件82的上方;
所述包装纸成型组件84设于第三机架81并位于压纸组件83和顶升组件82之间;
所述推料组件85设于第三机架81,所述纸包输送组件86设于第三机架81用于承接所述推料组件85推送的令纸。
包装纸分切机80完成包装纸的裁切并将裁切后的包装纸输送至压纸组件83的下方,由主通道31或副通道32输送的令纸进入顶升组件82时,顶升组件82带动令纸向上运动直至包装纸抵触令纸的顶端面,包装纸成型组件84将包装纸对令纸进行包装形成纸包,推料组件85将具有纸包推送至纸包输送组件86。
所述压纸组件83包括第七驱动源831及压板832,所述第七驱动源831设于第三机架81并驱动压板832朝靠近或远离顶升组件82的方向运动,压板832设有若干个通孔,接入外界气压,使得压板832的下方形成负压,对包装纸进行吸附,避免包装纸的掉落,第七驱动源831驱动压板832升降,使得压板832压持包装纸在令纸的上面,确保令纸包装过程的顺利。
所述顶升组件82包括左驱动件821、大托件822、右驱动源823及小托板824,所述左驱动件821设于第三机架81并驱动大托件822升降,所述右驱动源823设于第三机架81并驱动小托板824升降,当顶升组件82推动令纸上升至预设位置时,左驱动件821驱动大托件822下移,右驱动源823驱动小托板824继续托住令纸,使得令纸停留在预设位,包装纸成型组件84托住令纸的底端后,右驱动源823驱动小托板824下移,为令纸的包装做准备。
所述包装纸成型组件84包括底成型件、侧成型件842及侧顶成型件843;所述底成型件包括左折弯驱动件8411、左推板8412、右折弯驱动件8413及右推板8414,所述左折弯驱动件8411设于第三机架81并驱动左推板8412朝向右推板8414方向滑动,所述右折弯驱动件8413设于第三机架81并驱动右推板8414朝向左推板8412方向滑动,左折弯驱动件8411驱动左推板8412运动,同步的,靠近左推板8412的包装纸朝向令纸的方向折弯成型,右折弯驱动件8413驱动右推板8414运动,同步的,靠近右推板8414的包装纸朝向令纸的方向折弯成型,包装纸设有粘接剂,包装纸完成第一个方向的粘接;
所述侧成型件842包括侧驱动件8421、侧活动件8422、侧固定件8423,所述侧驱动件8421驱动侧活动件8422朝靠近或远离侧固定件8423的方向运动,所述侧固定件8423固定连接于第三机架81,包装纸完成第一个方向的粘接后,侧驱动件8421驱动侧活动件8422运动,侧活动件8422推动具有包装纸的令纸朝向侧固定件8423的方向运动,在侧活动件8422、侧固定件8423的挤压下,位于令纸高度方向的包装纸折弯成型,同样的包装纸设有粘接剂,包装纸完成第二个方向的粘接;
所述侧顶成型件843包括依次连接的左侧面、弧面及底面,所述弧面呈内凹弧状,当完成第二个方向包装纸粘接后,令纸继续前行运动,在弧面的挤压下,侧面顶部的包装纸折弯成型,包装纸完成第三个方向的粘接,形成纸包。
所述推料组件85包括设于第三机架81的链条驱动件851、链条852及设于链条852的推杆853,所述链条驱动件851驱动链条852转动,推杆853将纸包推至纸包输送组件86。
所述第一包装机6和第二包装机7还包括限位件87,所述限位件87包括限位驱动件871及挡板872,所述限位驱动件871设于第三机架81并驱动挡板872摆动,挡板872用于对包装纸分切机80输送的包装纸进行校正限位,确保包装纸与令纸包装的顺利进行。
以上内容仅为本发明的较佳实施例,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本发明的限制。
- 一种A3、A4分切及其令纸包装生产设备
- 一种A3、A4分切及其令纸包装生产设备