一种K438镍基高温合金激光增材制造方法
文献发布时间:2023-06-19 09:44:49
技术领域
本发明属于高温合金激光增材制造技术领域,具体涉及一种K438镍基高温合金激光增材制造方法。
背景技术
高温合金是指以铁、镍、钴为基,能在600℃以上的高温及一定应力作用下长期工作的一类金属材料;并具有较高的高温强度,良好的抗氧化和抗腐蚀性能,良好的疲劳性能、断裂韧性等综合性能。高温合金为单一奥氏体组织,在各种温度下具有良好的组织稳定性和使用可靠性,基于上述性能特点,且高温合金的合金化程度较高,又被称为"超合金",是广泛应用于航空、航天、石油、化工、舰船的一种重要材料。
K438是镍基沉淀硬化型等轴晶铸造高温合金,是抗热腐蚀性能最好的合金之一,使用温度小于900℃。合金的成分和性能与国外广泛应用的IN738合金相当。合金中含有较高的铬元素,并含有钽和铌元素。该合金具有优异的抗热腐蚀性,具有中等水平的高温强度和良好的组织稳定性。主要产品有涡轮工作叶片、导向叶片等精密铸件。由于合金中合金元素种类多、含量高,导致合金的成形性能较差。目前该类合金构件主要通过铸造工艺实现成形。而对于结构非常复杂的结构件,铸造由于无法脱模而无法实现结构整体一次性成形,存在较大的制备难题。
激光增材制造技术作为一种新型的高柔性技术,不需要传统的刀具和夹具以及多道加工工序,在一台设备上可快速精密地制造出任意复杂形状的零件,从而实现了零件"自由制造",解决了许多复杂结构零件的成形,并大大减少了加工工序,缩短了加工周期。而且产品结构越复杂,其制造速度的作用就越显著。目前增材制造技术,在钛合金、不锈钢、高温合金等材料领域已经实现了较大程度的应用,但相比于传统工艺,目前成形工艺应用合金种类少仍然是增材制造技术实现工业化应用的制约之处。而将增材制造技术引入常规难成形结构、难成形材料制备领域对于提升航空结构件制备技术具有重要的意义。
发明内容
本发明的目的是提供一种K438镍基高温合金激光增材制造方法,实现了K438镍基高温合金复杂结构件高内部质量、一次性整体成形的目的。
本发明所采用的技术方案是,一种K438镍基高温合金激光增材制造方法,具体按照以下步骤实施:
步骤1,材料准备:
取原材料K438镍基高温合金粉末;
步骤2,将步骤1所得的K438镍基高温合金粉末在增材制造成形前,进行烘干处理;
步骤3,将步骤2烘干后K438镍基高温合金粉末添加到激光选区熔化成形设备中,选择与成形的金属材料相同或GH4169材料的基板,将基板固定在激光选区熔化成形设备中的可升降的工作台上,然后取K438高温合金粉末按照0.02mm-0.06mm的厚度铺放在成形平台上,最后对激光选区熔化成形设备抽真空并充入惰性气体进行气氛保护,同时打开加热平台,加热;
步骤4,样块打印:
将样块模型按0.04-0.06mm的厚度进行分层切片同时在每层切片数据中添加激光功率、扫描速度、扫描间距的设置信息;使用激光通过振镜扫描来熔化K438高温合金粉末,直接成形每层二维截面,逐层堆积出具样块的几何形状。
本发明的特征还在于,
步骤1中,K438镍基高温合金粉末规格为15um~53um。
步骤2中,烘干处理过程为:在100℃~150℃下保温1h~3h,且烘干处理在真空保护环境中进行。
步骤3中,加热平台温度设置为80℃~150℃。
步骤4中,激光功率的设置为200w-300w、扫描速度设置为800mm/s-1200mm/s、扫描间距设置为0.06mm-0.12mm、预热温度设置为70℃-150℃。
步骤4中,打印出来的样块尺寸规格为10*10*10mm。
本发明的有益效果是:
本发明方法实现K438镍基高温合金复杂结构件高内部质量、一次性整体成形,制造的样块内部无裂纹,缺陷少。
附图说明
图1是本发明方法制备得到的K438打印样块图;
图2是本发明方法制备得到的K438金相样块图;
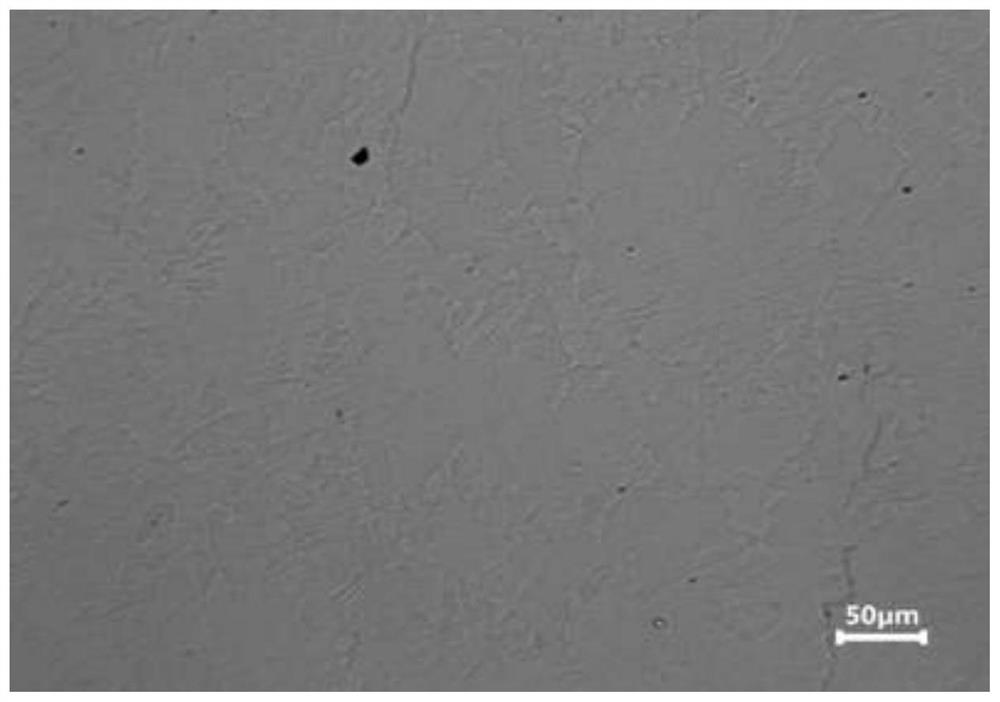
图3是本发明方法制备得到的K438金相组织图。
具体实施方式
下面结合附图和具体实施方式对本发明进行详细说明。
本发明提供一种K438镍基高温合金激光增材制造方法,具体按照以下步骤实施:
步骤1,材料准备:
取原材料K438镍基高温合金粉末;
步骤1中,K438镍基高温合金粉末规格为15um~53um。
K438镍基高温合金化学成分为碳C(%):0.10~0.20、铬Cr(%):15.7~16.3、钼Mo(%):1.50~2.00、镍Ni(%):余量、钴Co(%):8.00~9.00、钨W(%):2.40~2.80、铝AI(%):3.20~3.70、铌Nb(%):0.60~1.10、钛Ti(%):3.00~3.50、铁Fe(%):≤0.50、硅Si(%):≤0.30、锰Mn(%):≤0.20、磷P(%):≤0.015、硫S(%):≤0.015、硼B(%):0.005~0.015、锆Zr(%):0.05~0.150、钽Ta(%):1.50~2.00。
步骤2,将步骤1所得的K438镍基高温合金粉末在增材制造成形前,进行烘干处理;
步骤2中,烘干处理过程为:在100℃~150℃下保温1h~3h,且烘干处理在真空保护环境中进行。
步骤3,将步骤2烘干后K438镍基高温合金粉末添加到激光选区熔化成形设备中,选择与成形的金属材料相同或GH4169的基板,将基板固定在激光选区熔化成形设备中的可升降的工作台上,随后对激光选区熔化成形设备进行调平,然后取K438高温合金粉末按照0.02mm-0.06mm的厚度铺放在成形平台上,最后对激光选区熔化成形设备抽真空并充入惰性气体进行气氛保护,保证设备内的氧含量控制在1000ppm以内,同时打开加热平台,加热;
步骤3中,加热平台温度设置为80℃~150℃。
步骤4,样块打印:
将样块模型按0.04-0.06mm的厚度进行分层切片,即将样块的三维信息转换成一系列的二维截面信息,同时在每层切片数据中添加激光功率、扫描速度、扫描间距的设置信息;在数控系统的控制下,使用激光通过振镜扫描来熔化K438高温合金粉末,直接成形每层二维截面,逐层堆积出具样块的几何形状,扫描方式为条带扫描。
步骤4中,激光功率的设置为200w-300w、扫描速度设置为800mm/s-1200mm/s、扫描间距设置为0.06mm-0.12mm、预热温度设置为70℃-150℃。
步骤4中,打印出来的样块尺寸规格为10*10*10mm,如图1-2所示。
实施例1
一种K438镍基高温合金激光增材制造方法,具体按照以下步骤实施:
步骤1,材料准备:
取原材料K438镍基高温合金粉末;
步骤1中,K438镍基高温合金粉末规格为15um。
步骤2,将步骤1所得的K438镍基高温合金粉末在增材制造成形前,进行烘干处理;
步骤2中,烘干处理过程为:在100℃下保温1h,且烘干处理在真空保护环境中进行。
步骤3,将步骤2烘干后K438镍基高温合金粉末添加到激光选区熔化成形设备中,选择与成形的金属材料相同的基板,将基板固定在激光选区熔化成形设备中的可升降的工作台上,随后对激光选区熔化成形设备进行调平,然后取K438高温合金粉末按照0.02mm的厚度铺放在成形平台上,最后对激光选区熔化成形设备抽真空并充入惰性气体进行气氛保护,保证设备内的氧含量控制在1000ppm以内,同时打开加热平台,加热;
步骤3中,加热平台温度设置为80℃。
步骤4,样块打印:
将样块模型按0.04mm的厚度进行分层切片,即将样块的三维信息转换成一系列的二维截面信息,同时在每层切片数据中添加激光功率、扫描速度、扫描间距的设置信息;在数控系统的控制下,使用激光通过振镜扫描来熔化K438高温合金粉末,直接成形每层二维截面,逐层堆积出具样块的几何形状,扫描方式为条带扫描。
步骤4中,激光功率的设置为200w、扫描速度设置为800mm/s、扫描间距设置为0.06mm、预热温度设置为70℃。
步骤4中,打印出来的样块尺寸规格为10*10*10mm。
将实施例1得到的样块进行金相组织分析,如图3所示,样块内部无裂纹,缺陷少。
实施例2
一种K438镍基高温合金激光增材制造方法,具体按照以下步骤实施:
步骤1,材料准备:
取原材料K438镍基高温合金粉末;
步骤1中,K438镍基高温合金粉末规格为53um。
步骤2,将步骤1所得的K438镍基高温合金粉末在增材制造成形前,进行烘干处理;
步骤2中,烘干处理过程为:在50℃下保温3h,且烘干处理在真空保护环境中进行。
步骤3,将步骤2烘干后K438镍基高温合金粉末添加到激光选区熔化成形设备中,选择GH4169基板,将基板固定在激光选区熔化成形设备中的可升降的工作台上,随后对激光选区熔化成形设备进行调平,然后取K438高温合金粉末按照0.06mm的厚度铺放在成形平台上,最后对激光选区熔化成形设备抽真空并充入惰性气体进行气氛保护,保证设备内的氧含量控制在1000ppm以内,同时打开加热平台,加热;
步骤3中,加热平台温度设置为150℃。
步骤4,样块打印:
将样块模型按0.06mm的厚度进行分层切片,即将样块的三维信息转换成一系列的二维截面信息,同时在每层切片数据中添加激光功率、扫描速度、扫描间距的设置信息;在数控系统的控制下,使用激光通过振镜扫描来熔化K438高温合金粉末,直接成形每层二维截面,逐层堆积出具样块的几何形状,扫描方式为条带扫描。
步骤4中,激光功率的设置为300w、扫描速度设置为1200mm/s、扫描间距设置为0.12mm、预热温度设置为150℃。
步骤4中,打印出来的样块尺寸规格为10*10*10mm。
实施例3
一种K438镍基高温合金激光增材制造方法,具体按照以下步骤实施:
步骤1,材料准备:
取原材料K438镍基高温合金粉末;
步骤1中,K438镍基高温合金粉末规格为30um。
步骤2,将步骤1所得的K438镍基高温合金粉末在增材制造成形前,进行烘干处理;
步骤2中,烘干处理过程为:在120℃下保温2h,且烘干处理在真空保护环境中进行。
步骤3,将步骤2烘干后K438镍基高温合金粉末添加到激光选区熔化成形设备中,选择与成形的金属材料相同或相似材料的基板,将基板固定在激光选区熔化成形设备中的可升降的工作台上,随后对激光选区熔化成形设备进行调平,然后取K438高温合金粉末按照0.04mm的厚度铺放在成形平台上,最后对激光选区熔化成形设备抽真空并充入惰性气体进行气氛保护,保证设备内的氧含量控制在1000ppm以内,同时打开加热平台,加热;
步骤3中,加热平台温度设置为100℃。
步骤4,样块打印:
将样块模型按0.05mm的厚度进行分层切片,即将样块的三维信息转换成一系列的二维截面信息,同时在每层切片数据中添加激光功率、扫描速度、扫描间距的设置信息;在数控系统的控制下,使用激光通过振镜扫描来熔化K438高温合金粉末,直接成形每层二维截面,逐层堆积出具样块的几何形状,扫描方式为条带扫描。
步骤4中,激光功率的设置为200w-300w、扫描速度设置为800mm/s-1200mm/s、扫描间距设置为0.06mm-0.12mm、预热温度设置为70℃-150℃。
步骤4中,打印出来的样块尺寸规格为10*10*10mm。
实施例4
一种K438镍基高温合金激光增材制造方法,具体按照以下步骤实施:
步骤1,材料准备:
取原材料K438镍基高温合金粉末;
步骤1中,K438镍基高温合金粉末规格为30um。
步骤2,将步骤1所得的K438镍基高温合金粉末在增材制造成形前,进行烘干处理;
步骤2中,烘干处理过程为:在110℃下保温1h,且烘干处理在真空保护环境中进行。
步骤3,将步骤2烘干后K438镍基高温合金粉末添加到激光选区熔化成形设备中,选择与成形的金属材料相同或相似材料的基板,将基板固定在激光选区熔化成形设备中的可升降的工作台上,随后对激光选区熔化成形设备进行调平,然后取K438高温合金粉末按照0.06mm的厚度铺放在成形平台上,最后对激光选区熔化成形设备抽真空并充入惰性气体进行气氛保护,保证设备内的氧含量控制在1000ppm以内,同时打开加热平台,加热;
步骤3中,加热平台温度设置为80℃。
步骤4,样块打印:
将样块模型按0.06mm的厚度进行分层切片,即将样块的三维信息转换成一系列的二维截面信息,同时在每层切片数据中添加激光功率、扫描速度、扫描间距的设置信息;在数控系统的控制下,使用激光通过振镜扫描来熔化K438高温合金粉末,直接成形每层二维截面,逐层堆积出具样块的几何形状,扫描方式为条带扫描。
步骤4中,激光功率的设置为300w、扫描速度设置为1000mm/s、扫描间距设置为0.06mm、预热温度设置为70℃。
步骤4中,打印出来的样块尺寸规格为10*10*10mm。
实施例5
一种K438镍基高温合金激光增材制造方法,具体按照以下步骤实施:
步骤1,材料准备:
取原材料K438镍基高温合金粉末;
步骤1中,K438镍基高温合金粉末规格为15um。
步骤2,将步骤1所得的K438镍基高温合金粉末在增材制造成形前,进行烘干处理;
步骤2中,烘干处理过程为:在150℃下保温1h,且烘干处理在真空保护环境中进行。
步骤3,将步骤2烘干后K438镍基高温合金粉末添加到激光选区熔化成形设备中,选择与成形的金属材料相同或相似材料的基板,将基板固定在激光选区熔化成形设备中的可升降的工作台上,随后对激光选区熔化成形设备进行调平,然后取K438高温合金粉末按照0.06mm的厚度铺放在成形平台上,最后对激光选区熔化成形设备抽真空并充入惰性气体进行气氛保护,保证设备内的氧含量控制在1000ppm以内,同时打开加热平台,加热;
步骤3中,加热平台温度设置为80℃。
步骤4,样块打印:
将样块模型按0.06mm的厚度进行分层切片,即将样块的三维信息转换成一系列的二维截面信息,同时在每层切片数据中添加激光功率、扫描速度、扫描间距的设置信息;在数控系统的控制下,使用激光通过振镜扫描来熔化K438高温合金粉末,直接成形每层二维截面,逐层堆积出具样块的几何形状,扫描方式为条带扫描。
步骤4中,激光功率的设置为200w-300w、扫描速度设置为1200mm/s、扫描间距设置为0.06mm-0.12mm、预热温度设置为150℃。
步骤4中,打印出来的样块尺寸规格为10*10*10mm。
本发明为K438镍基高温合金激光增材制造方法,该工艺是以K438镍基高温合金为原材料,采用激光增材制造技术成形K438镍基高温合金结构件。K438镍基高温合金由于材料的工艺特性使其在激光增材制造过程中易导致裂纹萌生和扩展。本发明针对K438镍基高温合金的激光增材制造工艺难题,通过采用工艺参数组合优化及温度场优化两种工艺措施,实现了大型结构件高内部质量激光增材制造。
- 一种K438镍基高温合金激光增材制造方法
- 一种激光增材制造镍基高温合金的同步激光热处理方法