盖构件的制造方法、盖构件、及电子零件封装体的制造方法
文献发布时间:2023-06-19 09:44:49
技术领域
本发明涉及一种盖构件的制造方法、盖构件、及电子零件封装体的制造方法。
背景技术
在具有收纳电子零件的凹部的基体上安装用于将该凹部的开口密封的盖构件。如专利文献1所揭示,基体和盖构件能够使用例如Au-Sn合金等金属系接合材进行接合。
现有技术文献
专利文献
专利文献1:日本特开2018-037581号公报
发明内容
发明所要解决的课题
使用如上所述的金属系接合材将盖构件与基体进行接合时,通过在盖构件的主体部预先接合金属系接合材,从而能够简化盖构件与基体接合的步骤。然而,像这种具有预先接合在主体部的金属系接合材的盖构件,由于金属系接合材的残留应力而有可能导致金属系接合材从主体部剥离。
本发明是鉴于上述实情而完成的,其目的在于,提供一种能够抑制金属系接合材发生剥离的盖构件的制造方法、盖构件、及电子零件封装体的制造方法。
用于解决课题的手段
解决上述课题的盖构件的制造方法,是被安装在具有收纳电子零件的凹部的基体上而使用的盖构件的制造方法,所述盖构件具有主体部和接合部,该接合部设置于所述主体部,当将所述盖构件安装至所述基体时在包围所述凹部的开口的位置处与所述基体接合;所述制造方法具备第1工序和第2工序,在第1工序中将金属系接合材配置于所述主体部上,在第2工序中在使所述主体部上所配置的金属系接合材熔融后进行冷却而形成所述接合部;所述第1工序中配置于所述主体部上的所述金属系接合材的形状设为框形状,框形状具有在周方向上部分地分开的分开部及在周方向上部分地宽度较窄的窄幅部的至少一方。也就是说,框形状的金属系接合材具备将金属系接合材于该周方向上分成分开的多个部分的至少一个分开部,或者在金属系接合材的周方向的至少一部分具有与金属系接合材的其他部分相比宽度较窄的部分。
根据该方法,能够将第2工序中金属系接合材所产生的应力通过所述分开部及窄幅部的至少一方而缓和。
在上述盖构件的制造方法中,较佳为:将所述第1工序中配置于所述主体部上的所述金属系接合材的形状设为四角框形状,四角框形状在4个隅部当中的至少一个隅部上具有所述分开部及所述窄幅部的至少一方。也就是说,较佳为:四角框形状的金属系接合材通过设置于至少一个隅部上的分开部而于金属系接合材的周方向上分成分开的多个部分;或者在至少一个隅部上具有与金属系接合材的其他部分相比宽度较窄的部分。
根据该方法,能够在第2工序的接合部的形成中,削减残留应力容易集中的隅部。
在上述盖构件的制造方法中,较佳为:所述主体部具有拥有透光性的基板及设置于所述基板上的金属层,所述金属层的形状为以包围所述基体的所述凹部的开口的方式配置的连续的框形状,在所述第1工序中将所述金属系接合材配置于所述金属层上。
根据该方法,能够将第2工序中金属系接合材所产生的应力通过所述分开部及窄幅部的至少一方来缓和,而制造具有透光部的盖构件。
在上述盖构件的制造方法中,较佳为:所述基板为玻璃基板,所述金属层具有Au层,所述金属系接合材包含Au,在所述第1工序中将所述金属系接合材配置于所述Au层上。
如上所述,在Au层上配置包含Au的金属系接合材时,能够提高金属层与金属系接合材之间的接合强度。此处,若提高金属层与金属系接合材之间的接合强度,则存在因金属系接合材的残留应力而导致玻璃基板与金属层之间容易产生剥离的倾向。在上述方法中,通过上述分开部及窄幅部的至少一方将金属系接合材所产生的应力缓和,而能够较佳地抑制因金属系接合材的残留应力所导致的金属层的剥离的产生。
在上述盖构件的制造方法中,较佳为:在所述第1工序中使用涂布法将所述金属系接合材配置于所述主体部上。
根据该方法,能够容易提高盖构件的生产性。
在上述盖构件的制造方法中,较佳为:所述窄幅部的宽度尺寸为与所述窄幅部邻接的金属系接合材的部分的宽度尺寸的2/3以下。也就是说,较佳为:金属系接合材在金属系接合材的周方向的至少一部分上具有与金属系接合材的其他部分相比宽度为2/3以下的部分。
解决上述课题的盖构件,是被安装到具有收纳电子零件的凹部的基体上而使用的盖构件,具有主体部和接合部,该接合部设置于所述主体部,当将所述盖构件安装至所述基体时在包围所述凹部的开口的位置处与所述基体接合;所述接合部由金属系接合材形成;所述接合部的形状为框形状,框形状具有在周方向上部分地分开的分开部和在周方向上部分地宽度较窄的窄幅部的至少一方。也就是说,框形状的接合部具备将接合部于其周方向上分成分开的多个部分的至少1个分开部;或者在接合部的周方向的至少一部分具有与接合部的其他部分相比宽度较窄的部分。
在上述盖构件中,较佳为:所述窄幅部的宽度尺寸为与所述窄幅部邻接的接合部的部分的宽度尺寸的2/3以下。也就是说,较佳为:接合部在接合部的周方向的至少一部分上具有与接合部的其他部分相比宽度为2/3以下的部分。
解决上述课题的电子零件封装体的制造方法,是具备上述盖构件与上述基体的电子零件封装体的制造方法,具备将所述盖构件安装至所述基体的安装工序;在所述安装工序中,在所述凹部收纳有所述电子零件的所述基体与所述盖构件的所述接合部压接的状态下进行加热,从而通过所述接合部将所述基体的所述凹部的开口密封。
根据本发明,能够抑制金属系接合材的剥离的产生。
附图说明
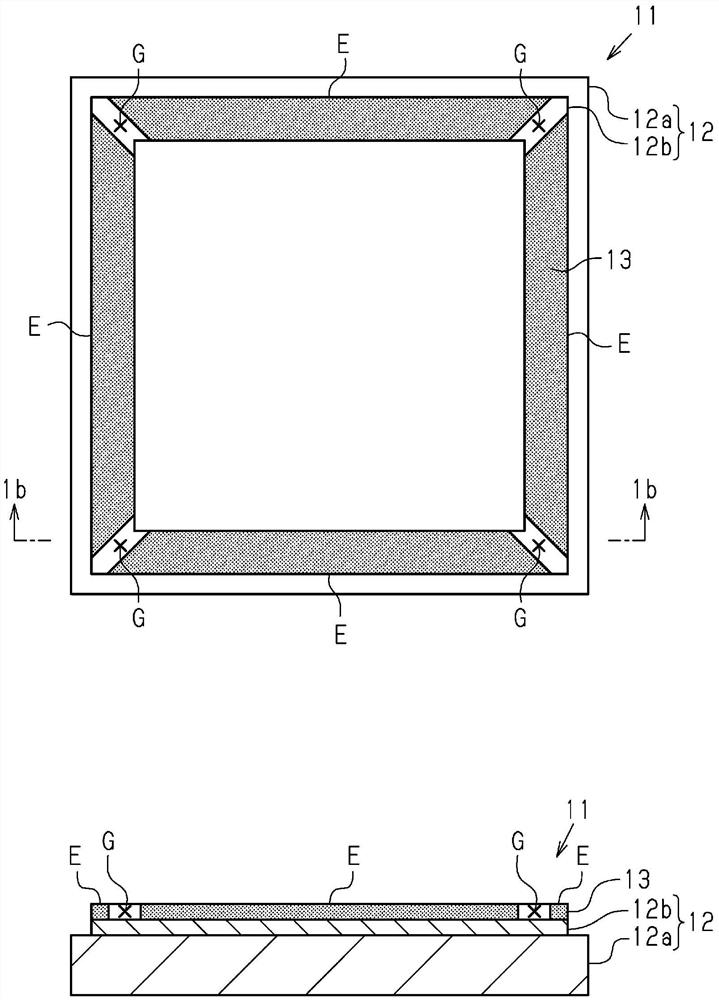
图1(a)是表示实施方式中的盖构件的俯视图,图1(b)是图1(a)中沿着1b-1b线的剖面图。
图2(a)是表示盖构件的制造方法的流程图,图2(b)是表示电子零件封装体的制造方法的流程图。
图3是表示盖构件的制造方法中准备的基体的俯视图。
图4是说明盖构件的制造方法的第1工序的说明图。
图5是说明电子零件封装体的制造方法的剖面图。
图6是表示电子零件封装体的剖面图。
图7是表示盖构件的变更例的俯视图。
图8是表示盖构件的变更例的俯视图。
图9是表示盖构件的变更例的俯视图。
具体实施方式
以下,针对盖构件的制造方法、盖构件、及电子零件封装体的制造方法参照附图进行说明。其中,附图中为了方便说明,有时会将构成的一部分夸张或简略地表示。此外,各部分的尺寸比例有时也与实际不同。
如图1(a)及图1(b)所示,盖构件11具有主体部12和设置于主体部12的接合部13。如图5所示,盖构件11被安装至基体14来使用。基体14具有收纳电子零件15的凹部16。盖构件11的接合部13是以如下方式配置:在将盖构件11安装至基体14时在包围基体14的凹部16的开口的位置处与基体14接合。
如图1(b)所示,盖构件11的主体部12具有拥有透光性的基板12a和设置于基板12a的金属层12b。
作为拥有透光性的基板12a的具体例,能够列举玻璃基板、蓝宝石基板、树脂基板等。基板12a也能够是带有抗反射膜等功能性膜的基板。例如,如图5所示,基体14的凹部16所收纳的电子零件15为照射紫外线的光源或接收紫外线的元件时,能够使用具有紫外线穿透性的基板。基板的厚度较佳为0.1mm以上、1mm以下的范围内,更佳为0.2mm以上、0.5mm以下的范围内。
主体部12的金属层12b是为了确保基板12a与接合部13间的接合强度而设置。金属层12b的形状为连续的框形状,连续的框形状以包围基体14的凹部16的开口的方式配置。金属层12b是由从基板12a侧依次为基底层、中间层及表层的三层所构成。基底层所用的金属能够列举例如Cr、Ta、W、Ti、Mo、Ni、Pt等。中间层所用的金属能够列举例如Ni、Pt、Pd等。表层所用的金属能够列举例如Au、Sn、Ag、Ni、Pt等。金属层12b所用的金属能够是单体,也能够是合金。
如图1(a)及图1(b)所示,本实施方式的盖构件11中接合部13的形状为具有在周方向上部分地分开的分开部G的四角框形状。也就是说,四角框形状的接合部13具备至少一个分开部G,分开部G将接合部13于其周方向上分成分开的多个部分。四角框形状的接合部13较佳为:在4个隅部当中的至少一个隅部上具有分开部G。也就是说,四角框形状的接合部13较佳为:通过设置在至少一个隅部的分开部G而在接合部13的周方向分成分开的多个部分。此外,接合部13较佳为:具有分别位于构成对角的一对隅部上的一对分开部G,更佳为:如本实施方式所示,具有分别位于4个隅部上的4个分开部G。
接合部13由金属系接合材形成。详细而言,接合部13具有延长部E和分开部G,延长部E由金属系接合材所构成且以沿着主体部12的外缘的方式延长,分开部G形成在延长部E与延长部E之间。金属系接合材能够使用市售的软焊料或硬焊料。金属系接合材能够举出例如Au-Sn合金、Pb-Sn合金、Au-Ge合金等。
当主体部12的基板12a为玻璃基板时,优选在玻璃基板上设置具有Au层的金属层12b,并在Au层上设置由包含Au的金属系接合材所构成的接合部13。金属层12b能够由例如以Cr层作为基底层、Ni层作为中间层、Au层作为表层的三层构造构成。
接着,针对盖构件11的制造方法进行说明。
如图2(a)所示,在盖构件11的制造方法中,首先进行准备主体部12的步骤S10。如图3所示,本实施方式的步骤S10中准备的主体部12为多个主体部12被单个地分离前的一体化的状态(即、母基板的状态),但也能够准备各自独立的主体部12。通过在基板12a的主面上形成金属膜(金属层12b)而获得主体部12。金属膜的成膜方法能够列举例如溅镀法、真空蒸镀法、使用离子助镀或离子镀的真空蒸镀法、及CVD法。
接着,如图4所示,在盖构件11的制造方法中,进行在主体部12上配置金属系接合材的第1工序(步骤S11)。在步骤S11的第1工序中,将主体部12上配置的金属系接合材的形状设为具有在周方向上部分地分开的分开部G的四角框形状。也就是说,四角框形状的金属系接合材具备至少一个分开部,分开部将金属系接合材于其周方向上分成分开的多个部分。
在步骤S11的金属系接合材的配置中,能够使用将金属系接合材涂布至主体部12上的涂布法。涂布法中能够使用市售的糊状的金属系接合材。涂布法的例能够列举使用掩模的印刷法(网版印刷法)、使用分注器的涂布法等。其中,步骤S11的金属系接合材的配置中,也能够将预先形成为既定形状的金属系接合材的成形体配置在主体部12上。
接着,在盖构件11的制造方法中,进行将主体部12上所配置的金属系接合材熔融然后冷却从而形成接合部13的第2工序(步骤S12)。在步骤S12的接合部13的形成中,使用周知的回焊炉将配置金属系接合材的主体部12进行加热,使金属系接合材熔融。金属系接合材在主体部12上经过熔融然后冷却,从而与主体部12接合(熔接)。
在步骤S12的第2工序中,金属系接合材熔融后的冷却较佳为包含如下进行的缓慢冷却:在150℃以上、300℃以下的温度范围且2分钟以上、30分钟以下的时间的条件下维持温度的缓慢冷却。此时,能够更缓和金属系接合材的应力,并且容易维持盖构件11的生产性。
在本实施方式的步骤S12的第2工序中,能够获得多个盖构件11一体化而成的一体件。能够通过使用切割刀或激光等周知的切割法将所得的一体件进行切割,从而得到多个盖构件11。
接着,针对电子零件封装体的制造方法进行说明。
如图2(b)所示,在电子零件封装体的制造方法中,首先准备在凹部16收纳有电子零件15的基体14(步骤S13)。步骤S13中准备的基体14的材质能够列举例如氮化铝、氧化铝、碳化硅、氮化硅等陶瓷、该等陶瓷与玻璃粉末混合烧结而成的玻璃陶瓷、Fe-Ni-Co合金、Cu-W合金、Kovar(注册商标)等合金等。
如图5所示,在基体14的开口部能够视情况设置金属层M1。例如当基体14由陶瓷构成时,能够通过将包含构成盖构件11的接合部13(金属系接合材)的金属元素的金属层M1设置在基体14上,从而提高基体14与接合部13之间的密合性(接合强度)。
基体14的凹部16内所收纳的电子零件15能够列举例如激光模块、LED光源、光传感器、摄像元件、光开关等光学元件。电子零件15也能够是振动传感器、加速度传感器等。
接着,如图2(b)所示,电子零件封装体的制造方法中,进行将盖构件11安装至基体14的安装工序(步骤S14)。
如图6所示,在步骤S14的安装工序中,在凹部16收纳有电子零件15的基体14与盖构件11的接合部13压接的状态下进行加热。详细而言,在步骤S14的安装工序中,通过在盖构件11的主体部12与基体14之间对因加热而熔融的金属系接合材进行加压,使接合部13流动而填入分开部G,从而接合部13成为包围凹部16的开口的连续的框状,亦即无端环状的密封部17。如此一来,能够获得确保了基体14的凹部16的气密性的电子零件封装体。
接着,针对本实施方式的作用及效果进行说明。
(1)盖构件11被安装到具有收纳电子零件15的凹部16的基体14上而使用。盖构件11具有主体部12和接合部13,接合部13设置于主体部12。当盖构件11安装至基体14时,接合部13在包围凹部16的开口的位置处与基体14接合。
盖构件11的制造方法具备第1工序和第2工序,在第1工序中将金属系接合材配置于主体部12上,在第2工序中在使主体部12上所配置的金属系接合材熔融后进行冷却而形成接合部13。在盖构件11的制造方法的第1工序中,配置于主体部12上的金属系接合材的形状设为框形状,具有在周方向部分地分开的分开部G。也就是说,框形状的金属系接合材具备至少一个分开部G,分开部G将金属系接合材于其周方向上分成分开的多个部分。
根据该方法,能够将第2工序中金属系接合材所产生的应力通过所述分开部G加以缓和。如此一来,能够抑制金属系接合材的剥离的产生。
(2)在盖构件11的制造方法中,较佳为:第1工序中主体部12上所配置的金属系接合材的形状设为四角框形状,四角框形状在4个隅部当中的至少一个隅部上具有分开部G。也就是说,较佳为:四角框形状的金属系接合材通过设置于至少一个隅部上的分开部G而于金属系接合材的周方向上分成分开的多个部分。
此时,能够在第2工序的接合部13的形成中,削减残留应力容易集中的隅部。因此,能够较佳地抑制金属系接合材的剥离的产生。
(3)在盖构件11的制造方法中,主体部12具有拥有透光性的基板12a及设置于基板12a上的金属层12b。主体部12的金属层12b的形状为连续的四角框形状,以包围基体14的凹部16的开口的方式配置。在盖构件11的制造方法中,在第1工序中将金属系接合材配置于金属层12b上。
此时,能够将第2工序中金属系接合材所产生的应力通过分开部G加以缓和,而制造具有透光部的盖构件11。因此,能够获得具有透光部且金属系接合材的剥离的产生受到抑制的盖构件11。
(4)在盖构件11的制造方法中,较佳为:基板12a为玻璃基板,金属层12b具有Au层,金属系接合材包含Au。此时,第1工序中将金属系接合材配置于Au层上。
如上所述,当Au层上配置包含Au的金属系接合材时,能够提高金属层12b与金属系接合材之间的接合强度。此处,若提高金属层12b与金属系接合材之间的接合强度,则会因金属系接合材的残留应力而有容易在玻璃基板与金属层12b之间产生剥离的倾向。在上述方法中,通过所述分开部G将金属系接合材所产生的应力加以缓和,而能够较佳地抑制因金属系接合材的残留应力所导致的金属层12b的剥离的产生。
(5)在盖构件11的制造方法的第1工序中,较佳为:使用涂布法将金属系接合材配置于主体部12上。此时,能够容易提高盖构件11的生产性。
(6)盖构件11的接合部13由金属系接合材形成。盖构件11的接合部13的形状为框形状,框形状具有在周方向上部分地分开的分开部G。也就是说,框形状的接合部13具备至少1个分开部G,分开部G将接合部13于其周方向上分成分开的多个部分。
根据该构成,盖构件11中金属系接合材的残留应力通过分开部G加以缓和。因此,能够抑制盖构件11中金属系接合材的剥离的产生。
(变更例)
本实施方式也能够以如下方式变更来实施。本实施方式及以下的变更例能够在技术上没有矛盾的范围内互相地组合来实施。
·如图7所示,盖构件11的接合部13也能够在将邻接的隅部之间连结的延长部E的中间部分的位置具有分开部G。也就是说,四角框形状的接合部13也能够通过设置于至少一个延长部E的中间部分的分开部G而于接合部13的周方向上分成分开的多个部分。接合部13较佳为:对向的一对中间部分的位置分别具有一对分开部G,更佳为:4个中间部分的位置分别具有4个分开部G。其中,也能够变更为在接合部13的隅部与接合部13的中间部分的两者具有分开部G。
·如图8所示,盖构件11的接合部13的形状也能够为具有部分宽度较窄的窄幅部13a的四角框形状。也就是说,四角框形状的接合部13也能够在接合部13的周方向的至少一部分上具有与接合部13的其他部分相比宽度较窄的部分。此时,金属系接合材的残留应力通过窄幅部13a加以缓和。因此,能够抑制盖构件11中金属系接合材的剥离的产生。窄幅部13a的宽度尺寸W1较佳为与窄幅部13a邻接的接合部13的部分的宽度尺寸W2的2/3以下,更佳为1/2以下。也就是说,较佳为:接合部13在接合部13的周方向的至少一部分上具有与接合部13的其他部分相比宽度较佳为2/3以下,更佳为1/2以下的部分。窄幅部13a的宽度尺寸W1较佳为0.1mm以上0.8mm以下,更佳为0.15mm以上0.5mm以下。与窄幅部13a邻接的接合部13的部分的宽度尺寸W2较佳为0.2mm以上2.0mm以下。
此外,如图9所示,盖构件11的接合部13中的窄幅部13a也能够形成于接合部13的四隅。
其中,虽然在图8及图9中例示接合部13的窄幅部13a狭窄地连续形成在四角框形状的内侧,但并不限于此。例如,接合部13的窄幅部13a也能够狭窄地连续形成在四角框形状的外侧。或者,接合部13的窄幅部13a也能够狭窄地连续形成在四角框形状的中央部分。
具有如此的窄幅部13a的盖构件11能够通过如下方式构成:在第1工序中,将配置于主体部12的金属系接合材的形状设为框形状,框形状具有部分宽度较窄的的窄幅部13a,然后进行第2工序。其中,具有窄幅部13a的盖构件11也能够通过如下方式获得:在第1工序中,配置框形状的金属系接合材,框形状的金属系接合材具有在周方向上部分分开的分开部,然后在第2工序中使邻接分开部的金属系接合材流动。也就是说,也能够第1工序中不形成窄幅部,而利用第2工序形成窄幅部13a。其中,盖构件11的接合部13也能够具有窄幅部13a与分开部G两者。
·盖构件11的外形并不限于四角形状,也能够为例如三角形状、六角形状等多角形状,也能够为圆形状。
·盖构件11的接合部13的框形状并不限于四角框状,也能够为例如四角框状以外的多角框状或圆形框状等。
·盖构件11也能够具有拥有不透光的非透光性的主体部。例如,当采用金属制的主体部作为盖构件11时,也能够省略金属层12b。
11 盖构件
12 主体部
12a 基板
12b 金属层
13 接合部
13a 窄幅部
14 基体
15 电子零件
16 凹部
17 密封部
G 分开部
- 盖构件的制造方法、盖构件、及电子零件封装体的制造方法
- 气密性密封封装体构件及其制造方法、以及使用了该气密性密封封装体构件的气密性密封封装体的制造方法