基于3D点云的胶路缺陷检测方法
文献发布时间:2023-06-19 09:55:50
技术领域
本发明涉及视觉检测技术领域,尤其是一种基于3D点云的胶路缺陷检测方法。
背景技术
在受话器的生产过程中,需要在受话器的表面上喷涂无色透明的胶水。在喷涂过程中,在胶路上往往出现缺胶,溢胶和断胶的缺陷。
传统的方式是利用零件喷胶前的质量和喷胶后的质量进行比较,计算出胶水整体的质量,进而判断出喷涂的胶水是否满足需求,是否有缺胶溢胶缺陷。由于该方法只能计算出胶水整体的质量,无法获知胶水在不同区域内是如何分布的,对于同时存在缺胶和溢胶,该方法则无法检测出。
另一种方法是利用相机拍摄胶路的2D图像,通过2D图像来检测缺陷,由于2D图像只包含二维平面信息,无法获知胶路的高度信息,对于胶路在某点上过高或过低等缺陷则无法检测。
由于在喷胶过程中,会预设一条喷胶轨迹,而后沿着该轨迹进行喷射胶水。在现有的喷射工艺下,实际形成的胶路会在喷胶的轨迹附近波动,如图6所示,实际胶路的位置是不确定性,胶路位置偏移在允许范围内是好品,若偏移太大也认为是缺陷。
现有的3D传感器虽然能够获取零件表面的高度信息,但由于不知道实际的胶路的位置,无法直接测量出实际胶路横截面的平均高度、宽度等数据。并且胶路的横截面是一个凸包形,其最大高度所在的位置也是不确定的。因此获得零件表面的高度信息后,还是无法直接检测出胶路的缺陷。
发明内容
本发明要解决的技术问题是:提供一种基于3D点云的胶路缺陷检测方法,利用3D传感器对胶路进行扫描,获取胶路的三维坐标点云信息,并根据点云来检测胶路上的缺胶、溢胶、断胶等缺陷。
本发明解决其技术问题所采用的技术方案是:一种基于3D点云的胶路缺陷检测方法,包括,
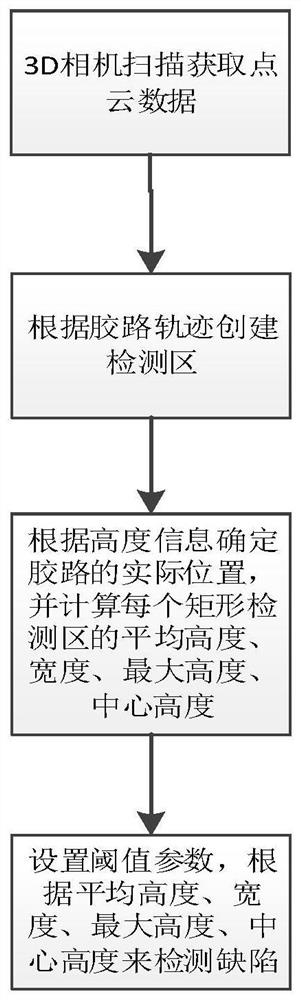
1)采用3D相机扫描获取胶路的3D点云数据,得到喷胶轨迹;
2)根据喷胶轨迹创建多个矩形检测区;
3)计算每个矩形检测区内胶路的平均高度、宽度、最大高度以及喷胶轨迹中心高度;
4)设置阈值参数,将步骤3)中计算出来的结果与阈值参数进行比较,判断该检测区是否存在缺陷。
进一步的说,本发明所述的步骤2)中,在喷胶轨迹上每隔D距离创建一个宽度为W,长度为L的矩形检测区,检测区宽度W为胶路实际宽度的2~2.5倍。
再进一步的说,本发明所述的步骤2)中,将喷胶轨迹视为一条折线,获取该喷胶轨迹折线上点的坐标,计算第i个点到第i+1点之间的矩形检测区的个数m,得到其中第n个矩形检测区的中心坐标以及该矩形检测区中线与X轴的角度phi。
再进一步的说,本发明所述的步骤3)中,将每个矩形检测区等步长地分为n等份,每一等份区域内胶路的高度h用该区域内所有点的Z坐标的平均值表示;统计每一等份区域内的高度h,获得n个高度值h1~hn,若h大于有效高度,则认为该区域是胶路区域。
再进一步的说,本发明所述的步骤3)中,胶路的平均高度为检测区内胶路区域的平均值,h1~hn中大于有效高度的值的和为TotalHeight;检测区胶路的最大高度为h1~hn的最大值。
再进一步的说,本发明所述的步骤3)中,hi为h1~hn中大于有效高度的第一个值,hj为h1~hn中大于有效高度的最后一个值,则胶路的宽度
再进一步的说,本发明所述的步骤4)中,若检测区的平均高度大于平均高度上阈值,则认为该检测区存在溢胶缺陷,若检测区的平均高度小于平均高度下阈值,则认为该检测区内存在缺胶缺陷;
若检测区的宽度大于宽度上阈值,则认为该检测区存在溢胶缺陷,若检测区的宽度小于宽度下阈值,则认为该检测区内存在缺胶缺陷,若检测区的宽度为0,则认为该检测区内存在断胶缺陷;
若检测区的最大高度大于最大高度上阈值,则认为该检测区存在溢胶缺陷;
若检测区的喷胶轨迹中心高度小于喷胶轨迹中心高度下阈值,则认为该区域的胶路存在胶路偏移缺陷。
本发明的有益效果是,解决了背景技术中存在的缺陷,根据喷胶轨迹的形状生成矩形检测区,计算出每个检测区内胶路的宽度、最大高度、平均高度、中心高度等值,通过这些值与设置的参数阈值进行比较,来检测胶路上的每个检测区是否存在缺胶、溢胶、断胶和胶路偏移等缺陷;本发明通过胶路的三维信息来检测胶路的缺陷,提高了检测的准确性和精度。
附图说明
图1是本发明的检测流程图;
图2是根据胶路轨迹自创建矩形检测区示意图;
图3是胶路横截面示意图;
图4是单个检测区等间隔分为n等份示意图;
图5是单个检测区高度h1~h40分布示意图;
图6是实际胶路与理论喷胶轨迹示意图。
具体实施方式
现在结合附图和优选实施例对本发明作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
如图1-6所示的一种基于3D点云的胶路缺陷检测方法,利用3D相机扫描出胶路的3D点云数据,利用3D点云的信息来检测胶路的缺陷,整体的流程如图1所示。
具体步骤如下:
1、根据喷胶轨迹创建矩阵检测区。
在喷胶过程中,虽然实际的胶路形状不确定,但其预设的喷胶的轨迹是已知的,且实际的胶路在预设的喷胶的轨迹附近波动。将喷胶轨迹视为一条折线。利用参数检测区宽度W,检测区长度L,检测区间隔D来确定检测区,将胶路轨迹分割成许多段,如图2所示,在喷胶的轨迹上每隔D创建一个宽度为W,长度为L的矩形检测区。检测区宽度一般设为胶路实际宽度的两倍左右。检测区宽度和检测区长度则根据检测的精度决定,值越小,则精度越高,但耗时越长。
设喷胶轨迹折线上点的坐标分别为(X1,Y1)...(Xi,Yi)...(Xk,Yk)。则在第i个点到第i+1点之间的检测区个数
矩形检测区中线与X轴的角度phi为
由于折线具有拐点,则,对于折线的拐点(Xi,Yi)上的矩形检测区,其中心坐标(X,Y)和角度phi如下:
X=X
Y=Yi
沿着喷胶轨迹创建矩形检测区后,可针对每一个检测区矩形计算分析,判断检测区内是否有缺陷。
2、根据高度信息确定胶路的实际位置,计算每个检测区内胶路的平均高度MeanHeight、宽度Width、最大高度MaxHeight、喷胶轨迹中心高度CenterHeight。
为了判断每个检测区内确定的胶路区域是否有缺陷,计算出每个检测区内胶路的平均高度MeanHeight、宽度Width、最大高度MaxHeight、中心高度CenterHeight。对于胶路的横截面而言,其整体特征是离胶路中心近的地方高,远离胶路中心的地方低,如图3所示。
为了判断出检测区内哪部分是胶路区域,将每个检测区等步长地分为n等份,如图4所示。每一份区域内胶路的高度h用该区域内所有点的Z坐标的平均值表示。统计每一份区域内的高度h,共获得n个高度值h1~hn。
设置参数胶路,若h大于有效高度StandHeight,则认为该区域是胶路区域。
胶路的平均高度MeanHeight为检测区内胶路区域的平均值,TotalHeight为h1~hn中大于有效高度StandHeight的值的和,则平均高度可由以下公式计算出:
其中K为为h1~hn中大于有效高度StandHeight的值的个数。
检测区胶路的最大高度MaxHeight为h1~hn的最大值。
由于胶路整体为中间高,两边低,故h1~hn的变化趋势是先增加,后减小。设hi为h1~hn中大于有效高度StandHeight的第一个值,设hj为h1~hn中大于有效高度StandHeight的最后一个值,则胶路的宽度为:
其中W为检测区的宽度,n为检测区等步长分割的份数。
胶路的喷胶轨迹中心高度CenterHeight为:
CenterHeight=h
其中h
3、根据检测区胶路的平均高度、宽度、最大高度、喷胶轨迹中心高度判断该检测区是否存在缺陷。
设置缺陷阈值参数,平均高度上阈值MeanHeightUp,平均高度下阈值MeanHeightLow。
若检测区的平均高度大于MeanHeightUp,则认为该检测区存在溢胶缺陷,若检测区的平均高度小于MeanHeightLow,则认为该检测区内存在缺胶缺陷。
设置宽度上阈值WidthUp,宽度下阈值WidthLow。
若检测区的宽度大于WidthUp,则认为该检测区存在溢胶缺陷,若检测区的宽度小于WidthLow,则认为该检测区内存在缺胶缺陷,若检测区的宽度为0,则认为该检测区内存在断胶缺陷。
设置最大高度上阈值MaxHeightUp。
若检测区的最大高度大于MaxHeightUp,则认为该检测区存在溢胶缺陷。
设置喷胶轨迹中心高度centerHeight下阈值centerHeightLow。
若检测区的喷胶轨迹中心高度centerHeight小于centerHeightLow,则认为该区域的胶路存在胶路偏移缺陷。
下面通过一个具体的实施例进行说明:
首先利用3D传感器采集受话器零件上胶路得的三维点云数据,所使用的传感器的X方向的分辨率为0.019mm,Y方向的分辨率为0.02mm,Z方向的分辨率为0.0017mm:在受话器上有一条总长为120mm矩形胶路轨迹。
胶路的实际宽度大约为1mm,最大高度约为0.4mm。故可将参数检测区宽度W设置为2mm,检测区长度L设置为0.1mm,检测区间隔D设置为0.1mm,沿着胶路轨迹每隔0.1mm生成1200个长度为0.1mm,宽度为2mm的矩形检测区。
设置参数胶路有效高度StandHeight为0.1mm。对于每个检测区,将每个检测区沿着胶路方向分割成40小份,测量步长为0.05mm,统计检测区内每一小份的Z坐标的平均值,计算出每一份区域的高度信息h1~h40。图5为一个矩形检测区内的测得的40个高度信息。对于该检测区而言,h1~h40的最大值为0.36mm,即该检测区的最大高度MaxHeight为0.36mm;h1~h40中的h9~h28的值大于有效高度StandHeight,即有20个值的高度大于有效高度。故胶路的宽度为
设置平均高度上阈值MeanHeightUp为0.3mm,平均高度下阈值MeanHeightLow下阈值为0.02mm。若检测区的平均高度大于MeanHeightUp则认为该检测区存在溢胶缺陷,若检测区的平均高度小于MeanHeightLow则认为该检测区内存在缺胶缺陷。
设置宽度上阈值WidthUp为1.2mm,宽度下阈值WidthLow为0.8mm,若检测区的宽度大于WidthUp则认为该检测区存在溢胶缺陷,若检测区的宽度小于WidthLow则认为该检测区内存在缺胶缺陷。若检测区的宽度为0,则认为该检测区内存在断胶缺陷。
设置最大高度上阈值MaxHeightUp为0.4若检测区的最大高度大于MaxHeightUp则认为该检测区存在溢胶缺陷。
设置中心高度下阈值CenterHeightLow为0.3mm,若检测区的喷胶轨迹中心高度CenterHeight小于CenterHeightLow,则认为该区域的胶路存在胶路偏移缺陷。
以上说明书中描述的只是本发明的具体实施方式,各种举例说明不对本发明的实质内容构成限制,所属技术领域的普通技术人员在阅读了说明书后可以对以前所述的具体实施方式做修改或变形,而不背离发明的实质和范围。
- 基于3D点云的胶路缺陷检测方法
- 一种基于深度网络的3D点云焊点缺陷检测方法