磨床除尘装置
文献发布时间:2023-06-19 10:03:37
技术领域
本申请涉及除尘领域,具体而言,涉及一种磨床除尘装置。
背景技术
在机加工中,磨床是常见的加工设备,其砂轮与工件均高速旋转并接触以磨削,在磨削时会产生大量的金属颗粒、砂轮颗粒等粉尘,这种粉尘硬度大,对于操作员的健康危害较大。
发明内容
本申请旨在提供一种磨床除尘装置,以解决现有技术中磨削产生粉尘的问题。
本申请的实施例是这样实现的:
第一方面,本申请实施例提供一种磨床除尘装置,其包括:
供液系统,设有冷却液管;
供气系统,设有压缩气管;
喷头,连接所述冷却液管和所述压缩气管,以向砂轮和工件的接触部位喷射冷却液;
风刀,连接所述压缩气管,以形成气幕,所述气幕笼罩所述砂轮和工件的接触部位。
本申请提供的磨床除尘装置中,压缩气管提供的压缩气体从风刀吹出形成气幕,气幕笼罩磨削部位附近,形成一个隐形封闭仓;冷却液管和压缩气管同时向喷头供应,高压气体和冷却液混合后以较高压力从喷头喷出形成水雾,水雾喷射至磨削部位。气幕将产生粉尘的区域包裹起来,粉尘无法突破气幕扩散至外部,部分粉尘被气幕内部的雾滴裹挟后聚集下落,还有部分粉尘遇到气幕时会被吹到湿润的工件或砂轮表面,这些粉尘都将随冷却液流入磨床自带的滤渣系统收集,大大减少加工过程中的漂浮粉尘。该磨床除尘装置通过气幕形成的隐形封闭仓与高速水雾配合,能够大大减少漂浮粉尘,并且方便操作员观察和操作设备,可随时观察工件的表面情况及时修改磨床参数,能够兼顾较好的操作性能和较好的除尘性能。
在本申请的一种实施例中,可选地,所述喷头位于所述气幕的笼罩范围内。
在上述技术方案中,喷头位于气幕的内部,风刀在上方喷射气幕,喷头在下方喷射高速水雾,喷射出的水雾不会穿过气幕,气幕的封闭性提高,水雾仅处于气幕的内部,不容易飘散,水雾利用率高,且不容易沾湿附近地面。
在本申请的一种实施例中,可选地,所述风刀包括第一直线段、弧形段和第二直线段,所述第一直线段、所述弧形段和所述第二直线段依次连接且出风口连通。
在上述技术方案中,第一直线段和第二直线段形成气幕的两个侧壁,弧形端形成气幕顶部的弧形面,气幕的两个侧壁遮挡在工件和砂轮的两侧,气幕顶部的弧形面遮挡在磨削部位的上方,气幕形成A型以从全方位笼罩磨削部位,使粉尘仅能向下汇聚流入磨床自带的滤渣系统收集;并且弧形面能够更好地引导粉尘向下移动至湿度较大的区域。
在本申请的一种实施例中,可选地,所述弧形段的圆心角为135°~150°。
在上述技术方案中,风刀的弧形段的圆心角为135°~150°时,在该范围内,气幕的两个侧壁之间的距离较大,不容易被砂轮本身的宽度阻挡,能够封闭较多的范围且封闭效果较好,同时该封闭的范围也较为适中,不影响操作员近距离观察和操作。
在本申请的一种实施例中,可选地,所述磨床除尘装置还包括半封闭式外壳,所述半封闭式外壳遮挡所述砂轮远离所述工件的一侧,所述风刀固定于所述半封闭式外壳上,所述风刀的出口朝向所述工件。
在上述技术方案中,半封闭式外壳遮挡砂轮远离工件的一侧,能够进一步防止粉尘向砂轮远离工件的一侧扩散,气幕封闭砂轮暴露在半封闭式外壳以外的部分、以及磨削位置和工件,在半封闭式外壳和气幕的共同作用下,起到较好的阻隔粉尘扩散的效果,同时半封闭式外壳为风刀提高安装位,使风刀更靠近磨削位置,磨削位置不仅能被更好地笼罩,且磨削位置处风速高,阻隔和降尘效果好。
在本申请的一种实施例中,可选地,风刀的相对于竖直平面的倾斜角度为30°~60°。
在上述技术方案中,风刀形成的A型气幕,其弧形面的顶部吹扫在工件的表面,气幕的顶部与工件之间没有间隙,工件与气幕共同形成隐形封闭仓,隐形封闭仓的封闭性提高,进一步减少间隙位置粉尘溢出,防止粉尘沉积在磨床表面,提高粉尘收集率。
在本申请的一种实施例中,可选地,所述半封闭式外壳上设有基座,所述基座内形成有连通管,所述连通管的进口连接所述压缩气管,所述连通管的出口连接所述风刀。
在上述技术方案中,通过设置基座,在安装时能够快速找准风刀的安装位置,加快安装速度,压缩气管和风刀能够分别拆装,还方便各自维修更换。
在本申请的一种实施例中,可选地,所述连通管与所述风刀通过万向管连接。
在上述技术方案中,转动万向管可以调节风刀的角度,方便在加工不同规格的工件时调整气幕的吹扫角度。
在本申请的一种实施例中,可选地,所述磨床除尘装置包括气动电磁阀,所述压缩气管包括主管、第一支管和第二支管,所述主管连接所述第一支管和所述第二支管,所述第一支管连接所述冷却液管,所述喷头设置于所述冷却液管,所述第二支管连接所述风刀,所述气动电磁阀同时控制所述主管和所述冷却液管通断。
在上述技术方案中,气动电磁阀同时控制主管和冷却液管通断,气动电磁阀开启时,主管中的部分压缩气体从第一支管进入冷却液管与冷却液混合后从喷头喷射出,另一部分压缩气体从第二支管经风刀喷出,从而喷头和风刀联动工作,气幕和高速的水雾同时形成,降尘控制操作方便。
在本申请的一种实施例中,可选地,所述第二支管设有气压调节阀。
在上述技术方案中,能够根据需要来气压调节阀,以调节气幕的风速,使用方便,具有较好的适用性。
附图说明
为了更清楚地说明本申请实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本申请的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
图1为本申请实施例提供的除尘装置的结构示意图;
图2为本申请实施例提供的风刀的侧视图;
图3为本申请实施例提供的风刀的主视图;
图4为图3的A-A断面图;
图5为本申请实施例提供的风刀的弧形段的角度示意图。
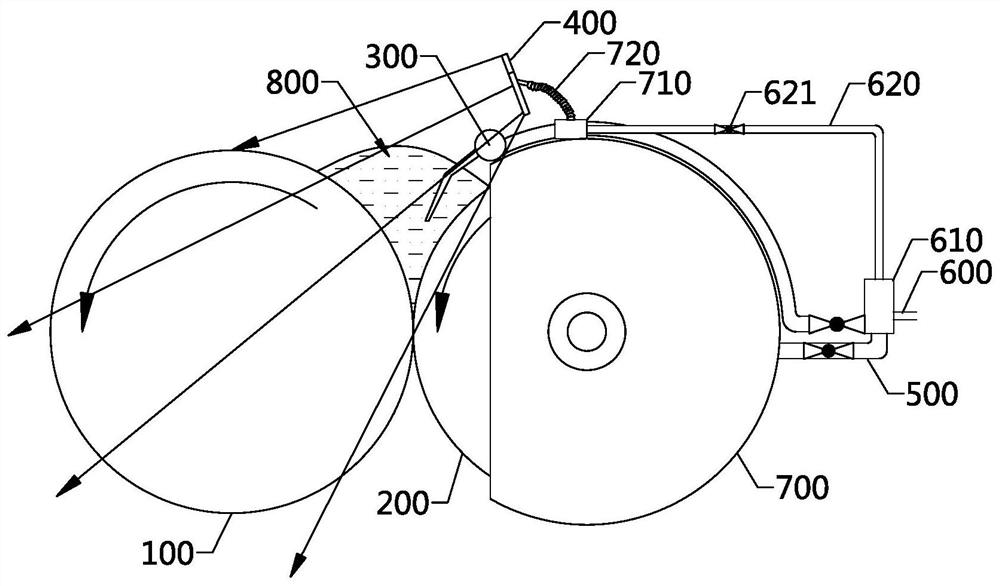
图标:100-工件;200-砂轮;300-喷头;400-风刀;410-出风口;420-连接管;430-第一直线段;440-弧形段;450-第二直线段;500-冷却液管;600-主管;610-气动电磁阀;620-第二支管;621-气压调节阀;700-半封闭式外壳;710-基座;720-万向管;800-磨削位置;B-圆心角。
具体实施方式
为使本申请实施例的目的、技术方案和优点更加清楚,下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本申请一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本申请实施例的组件可以以各种不同的配置来布置和设计。
因此,以下对在附图中提供的本申请的实施例的详细描述并非旨在限制要求保护的本申请的范围,而是仅仅表示本申请的选定实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
在本申请的描述中,需要说明的是,若出现术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该申请产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制。此外,本申请的描述中若出现术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
此外,本申请的描述中若出现术语“水平”、“竖直”等术语并不表示要求部件绝对水平或悬垂,而是可以稍微倾斜。如“水平”仅仅是指其方向相对“竖直”而言更加水平,并不是表示该结构一定要完全水平,而是可以稍微倾斜。
在本申请的描述中,还需要说明的是,除非另有明确的规定和限定,若出现术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本申请中的具体含义。
实施例
本实施例提供的磨床除尘装置,主要用于机加工领域的磨床除尘,本实施例以外圆磨床为例说明。
目前一般使用水管对着砂轮200与工件100输出流动的冷却液来降温,以防砂轮200和工件100烧伤,冷却液附带起到控制扬尘的作用。但由于加工时,切削、摩擦产生的高热量会将冷却液与粉尘(如工件100的金属颗粒、砂轮200的颗粒)的混合物瞬间气化形成气溶胶漂浮在空中,操作员吸入这样的粉尘仍然会影响健康。
对于这种情况,目前只能使用封闭式的外圆磨床,外圆磨床外部设置一个封闭仓,以此阻止粉尘扩散。但这种封闭式的外圆磨床不方便在加工过程中观察工件100,一般仅适用于快速切削的加工形式,不适用于精细打磨,操作不方便,操作性能低下。而且,在停止加工后,需要静置一段时间后开仓取件,加工效率低。
本实施例提供的磨床除尘装置能够兼顾较好的除尘效果和较好的操作性能。
如图1所示,磨床除尘装置包括供液系统、供气系统、喷头300和风刀400。
供液系统包括冷却液管500,用于输出冷却液。
供气系统包括压缩气管,用于输出压缩气体,压缩气体的成分可以是空气或惰性气体。
喷头300连接于冷却液管500,同时连接压缩气管,从而压缩气体与冷却液混合后喷出,形成冲击力较高的高压水雾。
在磨削过程中,高压水雾高速冲击磨削部位,磨削部位的降温速度快,失去摩擦产生的高热量后,冷却液和粉尘的混合物不容易在高温下气化并漂浮,漂浮粉尘不容易产生。
为提高水雾速度,提高降温速度,喷头300的出口设置为渐缩式,以减小出口面积,增加流速。
风刀400连接压缩气管,压缩气体从风刀400的出风口410吹出形成气幕,气幕笼罩砂轮200和工件100的接触部位,也就是磨削部位附近产生粉尘的区域,气幕在磨削部位附近形成一个隐形封闭仓。该隐形封闭仓将产生粉尘的区域包裹起来。
一部分粉尘扩散时,被高压水雾中的雾滴裹挟,使粉尘容易聚集下落,而不会继续扩散,下落后,随冷却液流入磨床自带的滤渣系统收集。
还有一部分粉尘在扩散时,若未被雾滴裹挟,而是扩散至接触气幕,该类粉尘无法突破气幕以原有路径扩散,而是会被气流向下吹动,至接触湿润的机床、工件100或砂轮200表面,最终随冷却液流入磨床自带的滤渣系统收集。
在气幕形成的隐形封闭仓和高速水雾的配合下,漂浮粉尘基本上得到消除,并且,隐形封闭仓不遮挡视线,不影响操作员观察工件100,方便操作设备,能够随时根据工件100表面的情况及时修改磨床参数。
喷头300的位置在风刀400的下方,以使喷头300位于气幕的笼罩范围内,水雾在气幕内部喷出,水雾不用穿过气幕,气幕的封闭性提高,水雾仅处于气幕的内部,不容易飘散,水雾利用率高,且不容易沾湿附近地面。
磨床除尘装置包括气动电磁阀610,用于同时控制压缩气管和冷却液管500通断。
前述的压缩气管包括主管600、第一支管和第二支管620,主管600连接第一支管和第二支管620。
图1中第一支管隐藏在气动电磁阀610的阀体内未示出,喷头300设置在冷却液管500末端,第一支管连接冷却液管500。
第二支管620连接风刀400。
在供液系统的供给常开的情况下,气动电磁阀610同时控制主管600和冷却液管500通断,喷头300和风刀400联动工作。
气动电磁阀610开启时,主管600中的部分压缩气体从第一支管进入冷却液管500与冷却液混合后从喷头300喷射出,形成水雾。
另一部分压缩气体从第二支管620经风刀400喷出,形成气幕。
气幕和高速的水雾同时形成,降尘控制操作方便。
为方便调节气幕的风速,以及控制第一支管和第二支管620的气流比例,在第二支管620上设置有气压调节阀621。
有粉尘产生时可见白色烟雾,气压调节阀621的调节标准是以白色烟雾没有飘出气幕为准。
进一步地,为更好地封闭阻隔,在砂轮200上还设有半封闭式外壳700,半封闭式外壳700遮挡砂轮200远离工件100的一侧。
风刀400固定在半封闭式外壳700上,风刀400的出口朝向工件100,风刀400吹出的气幕封闭砂轮200暴露在半封闭式外壳700以外的部分、以及磨削位置800和工件100,气幕和半封闭式外壳700可以部分交叠,以更好地形成封闭空间。
半封闭式外壳700和气幕的共同阻隔粉尘扩散,半封闭式外壳700为风刀400提高安装位,使风刀400更靠近磨削位置800,磨削位置800不仅能被更好地笼罩,且磨削位置800处风速高,阻隔和降尘效果好。
半封闭式外壳700上设有基座710,基座710内形成有连通管(隐藏在基座710内部未示出),连通管的进口连接第二支管620,连通管的出口连接风刀400。
基座710在砂轮200的半封闭式外壳700上形成一个安装基准,在安装时能够快速找准风刀400的安装位置,方便调试,以便形成合适的气幕范围,能够加快安装速度。而且,压缩气管和风刀400能够分别拆装连接于基座710,后期维修更换方便。
基座710的连通管出口设置万向管720,风刀400的进风口连接于万向管720。
如图2和图3,风刀400设有连接管420,连接管420的管口与万向管720连接。从而第二支管620内的压缩气体经基座710的连通管、万向管720进入风刀400。
图4示出了风刀400的断面图,可见风刀400的横截面积向出风口410处逐渐收缩,最终形成较窄的出风口410。
该较窄的出风口410能够有效减小出风面积,增加出风速度,从而形成高速气幕。气幕的风速大于挥发性粉尘的扩散速度就可以把粉尘吹走,阻止粉尘以原有路径扩散,气幕的风速越大,阻隔粉尘扩散的效果越好。
请再结合图2和图3,风刀400包括第一直线段430、弧形段440和第二直线段450,第一直线段430、弧形段440和第二直线段450依次连接且出风口410连通。第一直线段430和第二直线段450形成气幕的两个侧壁,弧形段440形成气幕顶部的弧形面,气幕的两个侧壁和气幕顶部的弧形面形成A型以从全方位笼罩磨削部位。
结合图1可知,气幕的两个侧壁遮挡在工件100和砂轮200的两侧,气幕顶部的弧形面遮挡在磨削部位的上方。
在A型气幕的作用下,粉尘仅能向下汇聚流入磨床自带的滤渣系统收集,并且弧形面能够更好地引导粉尘向下移动至湿度较大的区域。
为避免气幕被砂轮200或半封闭式外壳700本身的宽度阻挡,结合图5,弧形段440的圆心角B被配置为135°~150°。此时,气幕的两个侧壁之间的距离较大,不容易被砂轮200或半封闭式外壳700本身的宽度阻挡,能够在封闭较宽的范围。同时,该封闭的宽度范围较为适中,不影响操作员近距离观察和操作。
当气幕高于工件100的顶部,气幕与工件100不接触时,气幕最终落在工件100和砂轮200附近的磨床上,将工件100和砂轮200整体笼罩,此时气幕形成的隐形封闭仓与工件100之间存在间隙,虽然粉尘难以从间隙扩散至空气中,但部分粉尘可能会越过工件100,并最终落在工件100远离砂轮200的一侧,粉尘容易沉积在此处,影响粉尘收集。为解决这一问题,弧形段440吹扫出的气幕的弧形面部分,其顶部吹扫在工件100的表面,以消除间隙。
当风刀400相对于竖直平面的倾斜角度越小,气幕在磨床上的落点越远,粉尘越过工件100而沉积的位置也可能越远。再结合图1,风刀400的相对于竖直平面的倾斜角度设置在30°~60°之间,使弧形面的顶部与工件100的表面相交于工件100的磨削位置800至工件100的顶部之间。
进一步地,风刀400相对于竖直平面的倾斜角度为45°,此时气幕的弧形面顶部在工件100上的落点位置适中,气幕与磨削位置800有一定的空间距离,粉尘与水雾在该范围内能够充分结合。
由于气幕的顶部与工件100之间没有间隙,工件100与气幕共同形成隐形封闭仓,隐形封闭仓的封闭性提高,粉尘不容易越过工件100溢出沉积,而是大部分集中在工件100靠近砂轮的这一侧,或者粘付在工件100表面,此处冷却液相对较多,粉尘容易随冷却液流走,难以沉积。
本申请提供的磨床除尘装置,喷头300喷出水雾,而非现有水管喷出的流动水,冷却液消耗量降低,且磨床上的流动水较少,降低了磨床的设备损坏几率。
气幕和高速水雾共同作用,降温效果好,从源头阻止粉尘产生,从周围包裹粉尘产生区域,阻止粉尘扩散,加工过程基本无粉尘。
并且气幕形成隐形封闭仓,不影响操作员观察,方便在进行高精度磨削时,观察工件100,调整磨床参数,适用性高。
以上所述仅为本申请的优选实施例而已,并不用于限制本申请,对于本领域的技术人员来说,本申请可以有各种更改和变化。凡在本申请的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本申请的保护范围之内。
- 一种干式磨床自适应除尘冷却砂轮装置的除尘冷却方法
- 一种磨床除尘装置