一种利用飞秒激光直写波导耦合区提高耦合效率的方法
文献发布时间:2023-06-19 10:25:58
技术领域
本发明属于激光加工技术领域,具体涉及利用飞秒激光直写技术直写增强波导耦合区的耦合效率来解决波导之间耦合效率固定的问题,通过使用飞秒激光直写技术在利用飞秒激光直写的玻璃波导之间增加耦合效率来实现缩短耦合长度的目的,解决了不同耦合间距下玻璃波导之间耦合效率固定,达到固定耦合间距下耦合效率可变的目的。
技术背景
飞秒激光直写玻璃光波导由于较低的传输损耗和较好的材料稳定性被广泛的应用在量子计算,量子芯片,量子拓扑学等领域。飞秒激光直写光波导是利用高重频的脉冲激光导致聚焦体积内的玻璃发生融化冷却,产生折射率变化,形成包层折射率高,芯层折射率低的光纤结构,从而实现导光特性。而现有的实验应用需要灵活调控波导间耦合效率,比如由于不同波导间的距离确定后波导间的耦合系数K即是固定的,针对这一问题,目前提升耦合效率方法是缩小波导之间的间距,但这个方法是不能从根本上解决问题,想要针对耦合效率实现可控变化或者再提高的,目前存在两个严重的问题,一个问题是波导间距不能无限的接近,否则会合并成一根波导,可区分的两个波导的波导间距必须要大于3微米;第二个问题是相互接近的波导无法在耦合部分再次接近,这是因为直写制备工艺的限制,综上所述,所以急需一种可以从根本上解决飞秒激光加工玻璃基波导间的耦合效率问题,以缩小耦合长度,加大集成芯片的集成度和实现波导间耦合效率可控且提高的目的。
发明内容
针对现有技术的不足,本发明提供了一种利用飞秒激光直写波导耦合区实现耦合效率提升的方法。通过飞秒激光的精细加工能力,在直写加工了玻璃基波导后,可以对波导耦合区采用不同扫描功率实现波导间耦合效率可控和提升(且不影响波导的传输损耗,模式等基本特性),从根本上解决了不同波导间距之间耦合效率低且固定的问题。通过利用飞秒激光直写波导耦合区的类三明治结构的方案,解决了固定波导间距间的耦合效率的可控及再提高的实际问题。
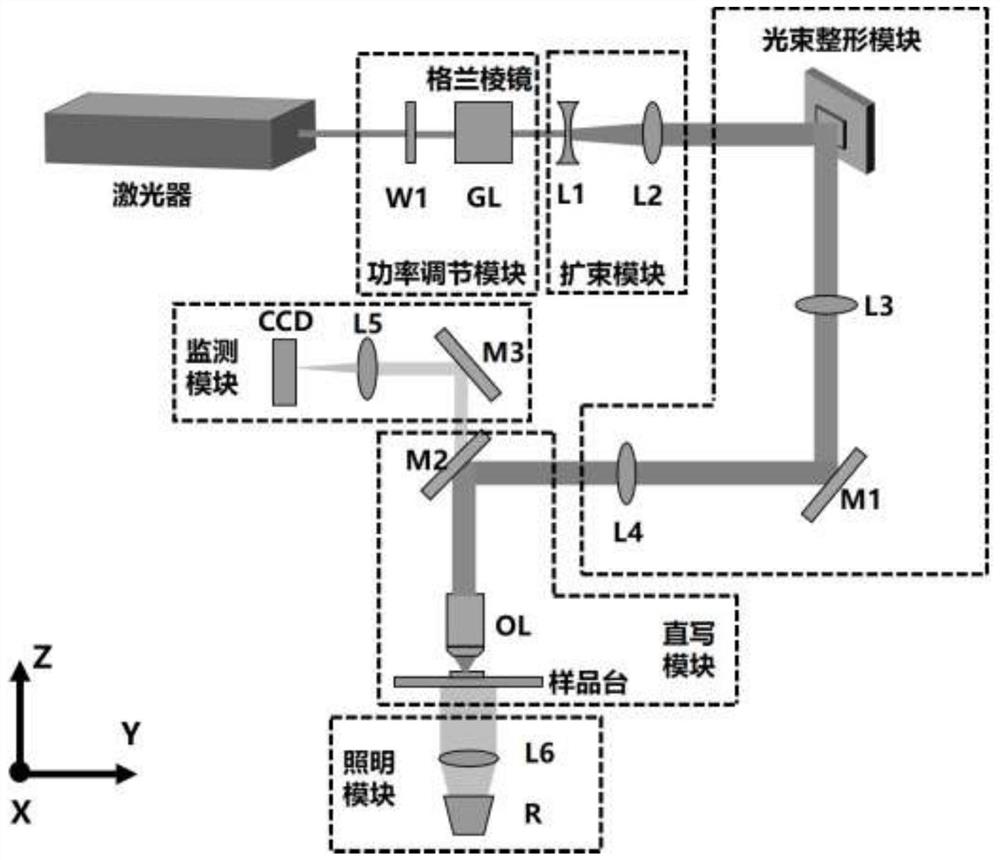
本技术采用的加工系统是基于空间光调制器SLM整形后的的飞秒激光,整套的加工系统从激光器开始,分别有六个模块组成,依次是一、功率调节模块,由半波片和格兰棱镜组成,用于调节直写波导的激光功率;二、扩束模块,由凹透镜和凸透镜组成,用于将激光器的出射激光均匀覆盖到空间光调制器SLM的液晶板上;三、光束整形模块,主要由空间光调制器SLM和4F系统(两个凸透镜)组成,用于进行光束的整形校正;四、直写模块,主要由物镜和样品台组成,用于聚焦激光光束,直写任意结构的波导;五、监测模块,主要由聚焦透镜和成像CCD组成,用于观测加工情况,调平表面。六照明模块,主要由照明光源和凸透镜组成,用于照亮样品台,辅助监测模块工作。
本发明通过如下技术方案实现:
一种利用飞秒激光直写波导耦合区提高耦合效率的方法,具体步骤如下:
(1)样品台的调平:
激光器出射飞秒激光分别经过半波片W
将白光光源放置于样品台底部,并将白光光源放置在第六凸透镜L
白光光源照亮样品后,照明光被物镜收集,透过第二反射镜M
调平样品台方法为:首先,通过调节样品台在X轴方向的旋转角,直至利用物镜OL可观察到飞秒激光处于载玻片表面中心位置,利用曝光时间为1ms的激光刚好在在坐标为(0,0),(10cm,0)的X方向扫出一条长度为10cm的线宽为2μm的损伤线;然后,调节Y轴方向的旋转角,直至利用物镜OL可观察到激光处于载玻片表面中心位置,利用曝光时间为1ms的激光刚好在坐标为(0,0),(0,10cm)的Y方向扫出一条长度为10cm的线宽为2μm的损伤线;在X,Y方向均可直写出均匀损伤线,表明样品台已调平,固定样品台;
(2)飞秒激光聚焦直写调节:
整形后的光斑为直径为7mm的均匀圆光斑,通过第二反射镜M
(3)功能器件直写:
在样品台上放上待加工的体材料,控制样品台的运功,按照设计程序直写定向耦合器和直波导,整个部分结束后,第二次采用较低的激光功率,平台运动过程中控制激光开关,当激光开始经过在耦合区时激光光闸开启,当激光离开耦合区时,激光关闸关闭,在耦合区的中间部分直写出性能不同的另外一根波导。
进一步地,步骤(1)所述飞秒激光的波长为1030nm,脉冲宽度为239fs,加工功率为300mw。
进一步地,步骤(1)所述第三凸透镜L
进一步地,步骤(1)所述第三反射镜M
进一步地,步骤(1)反射镜摆放如下,M
进一步地,步骤(3)所述的功能器件直写,直写功率为290mw,直写速度为40mm/s,利用样品台的气浮平动分别直写间距是250μm,耦合间距为8μm,耦合长度为5mm的定向耦合器和两根相邻8μm的波导,在完成定向耦合器和相邻波导的直写后,调低激光功率至50-250mw,控制气浮平台使激光聚焦位置位于定向耦合器耦合区的正中间部分和相邻波导的中间,气浮平台的机械误差为100nm以下,在定向耦合器和相邻波导的波导耦合区直写的同时要注意当激光开始经过在波导耦合区时激光光闸开关,当激光离开耦合区时,激光关闸关闭,直写结束后,对样品的波导端面进行抛光和对光斑模式的测试还有耦合系数K的测量。
与现有技术相比,本发明具有以下优点:
(1)、可重构性的优势,提出了通过对耦合区采用不同扫描功率实现波导间耦合效率的提升(不影响波导的传输损耗,模式等基本特性),可以控制波导间的耦合效率,从而在根本上解决了不同波导间距之间耦合效率固定且无法提升的问题。
(2)、小型化的优势,通过提高耦合效率,缩短了耦合长度,可以助力于片上器件的小型化,是单位面积中集成更多功能器件。
附图说明
图1为本发明飞秒激光直写耦合区波导的加工装置示意图;其中,W
图2为本发明的方法的原理示意图;
图中:定向耦合器的耦合间距为8μm,定向耦合器的两臂为250μm,弯曲半径为40mm;
图3为本发明利用相邻直波导定性验证波导间耦合能力提升的实验示意图;
其中:深色的直线代表在最佳直写功率(290mw)下直写耦合间距为8μm的相邻波导结构,浅色的波导代表增强耦合效率的波导,1代表第一根波导,2代表第二根波导,以此类推,光斑图代表了增加耦合能力后波导分光能力的变化图,证明了本发明的方法的有效性;
图4为本发明利用定向耦合器定量测量耦合区波导的耦合系数K的实验示意图;
图中:图(a)—图(f)定向耦合器的耦合间距都为8μm,耦合长度分别取0.2mm,0.4mm,0.6mm,0.8mm,1.0mm,1.3mm,1.5mm,1.8mm,2.0mm,定向耦合器的两臂为250μm,弯曲半径为40mm;从图(a)到图(f)分别是增强耦合区直写功率位0mw,50mw,150mw,200mw,225mw,250mw直写后波导间耦合系数数据图;
图5为本发明不同功率直写增强耦合区后波导间耦合系数的趋势数据图;
具体实施方式
实施例1定性说明在波导耦合区直写波导对提升波导间耦合效率的实验。
利用飞秒激光在波导耦合区直写波导的方法来提升波导间耦合效率的加工方法,可以改变固定波导间距下的耦合系数,而且可以缩短波导间的耦合长度等优点,这一优势未来可以将本文发明应用于量子计算和拓扑学等领域,解决波导间耦合效率不可变的问题,还可以可重构设计波导间的耦合效率,实现耦合效率的灵活变换,按需变换。
一种利用飞秒激光直写波导耦合区提高耦合效率的方法,具体步骤如下:
(1)飞秒激光功率调节:
飞秒激光功率调节利用了功率调节模块,功率调节模块包括半波片W
(2)飞秒激光扩束:
扩束模块包括第一凹透镜L
将1030nm飞秒激光经过第一凹透镜L1和第二凸透镜L2扩束后光斑扩大10倍,扩束后的光斑要覆盖空间光调制器的液晶面板。
(3)飞秒激光光束整形调节:
所述光斑整形模块包括空间光调制器SLM、第三凸透镜L
经过步骤(2)扩束后的飞秒激光光束照射到空间光调制器的液晶面板,反射光束途径第三凸透镜L
(4)飞秒激光聚焦直写照明模块调节
将白光光源放置于样品台底部,并将白光光源放置在第六凸透镜L
(5)飞秒激光聚焦直写监测模块调节:
首先,照明光源照亮样品后被物镜收集后,透过第二反射镜M
(6)样品台的调平:
飞秒激光波长为1030nm,脉冲宽度为100fs;所用调平物镜OL的工作距离为1mm,NA=0.7,放大倍数×40。首先,使激光器出射的飞秒激光经由第一凹透镜L
(7)飞秒激光聚焦直写调节:
经过步骤(4)光斑整形后的直径为7.2mm的均匀圆光斑,通过第二反射镜M
(8)功能器件直写调节
在样品台上放上待加工的体材料—康宁玻璃,控制样品台的运功,进行波导结构的直写,直写功率为290mw,直写速度为40mm/s,利用样品台的气浮平动直写多组两根波导之间相邻为8μm的波导,在完成多组相邻波导的直写后,调低激光功率,控制气浮平台使激光聚焦位置位于相邻波导的中间,气浮平台的机械误差为100nm以下,在相邻波导的波导耦合区直写的同时要注意当激光开始经过在耦合区时激光光闸开启,当激光离开耦合区时,激光关闸关闭,直写结束后,对样品的波导端面进行抛光,并且用光斑模式分析仪对多组的相邻波导的光斑模式进行比较,实验观察如图(3)所示,实现了波导间耦合效率的提升的定性验证。
本发明还提供利用飞秒激光直写波导耦合区实现耦合效率提升的方法在实验上的定性验证,分别通过光斑变化验证波导间耦合效率的提升。
实施例2定量分析不同激光功率改写波导耦合区实现波导间耦合系数的改变:
(1)飞秒激光扩束;同实施例1。
(2)飞秒激光功率调节;同实施例1。
(3)飞秒激光光束整形调节:同实施例1。
(4)飞秒激光聚焦直写照明模块调节:同实施例1。
(5)飞秒激光聚焦直写监测模块调节:同实施例1。
(6)样品台的调平;同实施例1。
(7)飞秒激光聚焦直写调节:同实施例1。
(8)功能器件直写调:在样品台上放上待加工的体材料—康宁玻璃,控制样品台的运功,进行波导结构的直写,直写功率为290mw,直写速度为40mm/s,利用样品台的气浮平动直写间距是250μm,耦合间距为9μm,弯曲半径为40mm,直写多组耦合长度分别为0.2mm,0.4mm,0.6mm,0.8mm,1.0mm,1.3mm,1.5mm,1.8mm,2.0mm的定向耦合器,在完成多组定向耦合器的的直写后,调低激光功率为0mw,50mw,150mw,200mw,225mw,250mw控制气浮平台使激光聚焦位置位于定向耦合器耦合区的中间,气浮平台的机械误差为100nm以下,在定向耦合器的耦合区直写的同时,要注意当激光开始经过在耦合区时激光光闸开启,当激光离开耦合区时,激光关闸关闭,直写结束后,对样品的波导端面进行抛光,并且通过功率计测量多组耦合区长度不同的的定向耦合器,实验数据如图(4)和图(5)所示,其中图(4)的(a)到(f)图显示了功率为0mw,50mw,150mw,200mw,225mw,250mw的增强耦合直写功率下,利用飞秒激光直写波导耦合区,实现了波导间耦合效率从原来的0.85到1.51的提升。
发明还提供利用飞秒激光直写波导耦合区实现耦合效率提升的方法在实验上的验证,通过实验测量了耦合间距为8μm的定向耦合器在不同的直写功率下直写波导耦合区带来的耦合系数的变化比较。
- 一种利用飞秒激光直写波导耦合区提高耦合效率的方法
- 一种利用飞秒激光直写波导耦合区提高耦合效率的方法