一种双面转移印花定位装置及方法
文献发布时间:2023-06-19 10:29:05
技术领域
本发明属于纺织印染领域,具体是指一种双面转移印花定位装置及方法。
背景技术
纺织品的转移印花,是指涤纶面料的热升华转移印花和活性染料的干法转移印花。其中涤纶面料的热升华转移印花是使用容易升华的低温分散染料配成喷墨打印墨水或者凹版印刷墨水,再打印或者凹印到纸张上,成为热转移印花纸,再在高温下,分散染料升华,染着到涤纶面料上。
活性染料的干法转移印花,是将活性染料配成喷墨印花墨水或者凹版印刷墨水,印刷到涂布有离型剂的纸张或者塑料膜上,再将含有水溶性热熔树脂的面料与之热压,载体上的染料被粘附到面料上,再经过蒸化水洗,完成转移印花。
但是以上两种工艺最大的不足是染料不渗透,仅仅单面上色,印花织物的反面没有颜色,严重影响产品应用。
而目前市场越来越要求印花面料双面同色,不能区分正反面,而转移印花可以使用镜像的转印载体,将面料夹在转印载体之间,完成正反面同步印花。在转印载体正反面同时印花时,镜像花型要求完全重合,否则成为次品,所以怎么实现转移印花的双面同步印花的花型定位,使得正反面同步印花时,镜像花型完全重合,就成了一个亟待解决的问题。
CN107264103A公开了一种面料双面转移印花的方法,通过第一转印介质和第二转印介质实现双面转印,包括:在第一转印介质的转印层打印第一图案,在第二转印介质的转印层打印第一图案的镜像;将第一转印介质的转印层与第二转印介质的转印层相对放置并间隔一定间距,使第一转印介质与第二转印介质的打印图案镜像对称;将面料置于第一转印介质与第二转印介质之间的间隔处;对第一转印介质、面料及第二转印介质构成的层叠结构加热及加压,以使第一转印介质的转印层和第二转印介质的转印层离型至面料表面。这种打印方式不能同时打印双面,工艺复杂。
CN107554056A公开了一种双面覆膜转移印花装置,包括机架,上转印膜输送部,下转印膜输送部,面料输送部,加压部,卷绕部,上转印膜输送部、下转印膜输送部、面料输送部、加压部、卷绕部均设置在机架上,面料输送部位于上转印膜输送部,下转印膜输送部的中间,上转印膜输送部上退绕送出上转印薄膜,下转印膜输送部上退绕送出下转印薄膜,面料输送部上退绕送出待印花面料;上转印薄膜和下转印薄膜将面料夹持在中间经过主轧辊和加压轧辊的挤压后一起卷绕在卷绕部上。这种装置虽然能实现双面打印,但容易出现正反面不对称,造成残次品,不方便调节的缺陷。
另外,在现有技术中,采用人工目测判断的检测方法是主流,也有采用较先进的印花对花方法:即在印花载体的边沿做有特殊标记,以对应转移印花载体上的印花图案位置,初始印花定位时人工参与,而运行过程中,则通过电子传感器,对转移印花载体边沿的标记进行在线检测,而不是直接对转移印花载体上的图案进行在线检测,因为在转移印花载体的实际印刷过程中,对于载体纸张,在接触到水性墨水后,会有一定收缩变形,对于载体塑料膜,在烘干过程中,也会有一定的收缩变形,而以上通过印花载体边沿特殊标记为标准的定位方法,势必仍然会存在正反面印花图案对位不准的情况出现,还是不能达到正反面高精度对位的效果。在这种情况下,一种基于机器视觉识别的方法应运而生,它是采用CCD摄像头从印花载体上的花型图案中直接采集印花图像,通过对图像的分析处理实现印花过程中的监测和控制。
发明内容
发明目的:为解决现有技术中存在的技术问题,本发明提出一种双面转移印花定位装置,使得正反面同步印花时,镜像花型完全重合。
本发明的另一个目的在于,利用机器视觉识别技术实现印花对位,保证正反面同步印花时,镜像花型完全重合的双面印花定位装置。
为实现上述目的,本发明提供了一种用于双面转移印花定位装置,包括第一印花单元、第二印花单元和图像对位单元,第一印花单元包括第一载体放卷装置、第一转移印花载体和第一压辊,第二印花单元包括第二载体放卷装置、第二转移印花载体和第二压辊,第一转移印花载体和第二转移印花载体分别设置于第一载体放卷装置和第二载体放卷装置上,其中:
第一转移印花载体和第二转移印花载体分别对应面料的正面转移印花和反面转移印花,两部分转移印花载体的图案以面料为平面互为镜像;
在第一载体放卷装置和第二载体放卷装置处分别设置有纵向调节装置和横向调节装置,用于调节第一转移印花载体和第二转移印花载体的位置;
所述图像对位单元用于第一转移印花载体和第二转移印花载体在印花过程中面对面镜像重合时精准识别第一转移印花载体和第二转移印花载体的横向和纵向位置,使之精准重合。
在一种实施方式中,使用对位标记作为图像对位单元。具体地,所述图像对位单元为设置于第一转移印花载体和第二转移印花载体的至少一个相同侧边的第一对位标记和第二对位标记,所述第一对位标记和第二对位标记为垂直十字线、圆圈或直角三角形,每个对位标记包括用于标记印花纵向位置的纵向标记和横向位置的横向标记。优选地,选择垂直十字线,每个对位标记包括用于标记印花纵向位置的纵向标记和横向位置的横向标记。具体地,如果对位标记为垂直十字线,则纵向标记为垂直十字线的横线,横向标记为垂直十字线的竖线;如果对位标记为圆圈,则纵向标记为圆圈左右方向的两边顶点,横向标记为圆圈上下方向的两边顶点;如果对位标记为直角三角形,则纵向标记为左右方向上的直角三角形的底边,横向标记为上下方向上的直角三角形的另一直角边。
作为一种实施方案,所述第一对位标记和第二对位标记为垂直十字线时在横线上设置有刻度线。
作为另外一种实施方式,印花的对花可以借助于计算机视觉识别技术来完成。在这种实施方式中,所述图像定位单元包括第一载体图像识别平面、第一图像捕获单元、第二载体图像识别平面和第二图像捕获单元,所述第一载体图像识别平面和第二载体图像识别平面为分别紧贴于第一转移印花载体和第二转移印花载体的非印花侧的支撑板;所述第一图像捕获单元和第二图像捕获单元分别设置于第一转移印花载体和第二转移印花载体的印花侧并分别垂直于第一载体图像识别平面和第二载体图像识别平面,所述第一载体图像识别平面和第二载体图像识别平面为金属板、塑料板或玻璃板结构;或者所述第一载体图像识别平面和第二载体图像识别平面为由两支设置于第一转移印花载体和第二转移印花载体的非印花侧下方的导辊形成的平面,所述第一图像捕获单元和第二图像捕获单元分别设置于第一转移印花载体和第二转移印花载体的印花侧并分别垂直于第一载体图像识别平面和第二载体图像识别平面。
其中,所述图像捕获单元使用CCD摄像机,它可以直接对载体上印花图案进行实时录像,然后与处理中心计算机储存的标准位置进行对比,一旦发现偏差,计算机马上给出信号给控制机构做出调整,比如使用成都永智科技公司的威视系列VC-913D彩色摄像机为图像传感器,分别自动以一定间隔摄取印花图案,再通过美国NI公司的图像采集卡PCI-1411将摄像机输出的视频信号转变为数字信号输入计算机中,并显示在计算机显示器上,对于输入的图像,经过控制器(PC机或者工控机)里面的处理单元进行相关图像处理及模式识别之后,确定转移印花载体上实时图案与标准图案之间的位置关系,及时将处理后的信号输出,最后控制器自动微调放卷张力或放卷速度,以及调节放卷轴的左右位置,使得正反面图案对位精准。
压辊主要用于对转移印花载体的固定和压合。在一种实施方式中,第一压辊和第二压辊为金属辊或橡胶辊,为了使得印花载体和待印花面料更加紧密贴合,优选至少一支橡胶辊。任意一支压辊安装于转移印花机的机架上,另外一支压辊为可移动压辊,压辊用于将第一转移印花载体和第二转移印花载体以及面料压紧。在一种实施方式中,可以通过轴承和轴承座将其中一个压辊安装于转移印花机的机架上,另外一支压辊两端连接滑块,滑块与丝杆或气缸相连,通过调节丝杆或者气缸带动滑块上下移动,从而带动压辊的压紧或者分离。在另外一种实施方式中,两支压辊可以均安装于转移印花机的机架上,两支压辊之间保留一定间隙,此间隙不做特殊限定,只要方便穿过载体和面料即可,在第一压辊和第二压辊的出载体一侧设置一凸面朝上的弧形板,所述弧形板被设置成使第一转移印花载体、带印花面料和第二印花载体紧密贴合在一起并在弧形板上拖动,在弧形板上,从上到下的顺序为:第一转移印花载体、待印花面料、第二转移印花载体,三者紧紧地被弧形板顶着,贴合在一起,并在弧形板上拖动,由于弧形板的支撑,使得印花载体和面料贴合极为紧密和平整,更加方便观察对位标记的重合状态;弧形板的宽度可大可小,为了便于辨识对位标记重合状态,本发明优选弧形板宽度为0.5~1米,该弧度圆心的夹角在30~60°,弧形板的长度与转移印花载体的宽度相当或大于转移印花载体的宽度;同时,还可以用增加一支或多支导辊替代弧形板,在该导辊上,从上到下的顺序为:第一转移印花载体、待印花面料、第二转移印花载体,也能达到同样目的,但是因为导辊本身的弧度有限,用于观察对位标记状态的距离有限,并且因为支撑面远小于弧形板,三者贴合的平整度也不及弧形板,所以效果不如弧形板。
所述第一载体放卷装置或第二载体放卷装置为一支放卷轴,所述横向调节装置和纵向调节装置分别设置于放卷轴的两端。
在另一种实施方式中,所述第一载体放卷装置或第二载体放卷装置包括平行设置的一支放卷轴和一支导辊,所述第一转移印花载体或第二转移印花载体自放卷轴放出后包覆于导辊上,所述导辊的一端连接有纵向调节装置,所述放卷轴的一端连接有横向调节装置。
所述纵向调节装置为一张力调节装置,所述张力调节装置连接于载体放卷装置的一端,用于控制放卷装置的放卷张力。对于张力调节装置的类型不进行限定,市场上能实现控制放卷张力的装置均可,为了精确控制放卷张力,优选磁粉制动器。
在另一种实施方式中,所述纵向调节装置为一放卷伺服电机,所述放卷伺服电机连接于载体放卷装置的一端,放卷伺服电机放卷速度与转移印花速度完全同步,第一印花单元和第二印花单元至少一个放卷伺服电机放卷速度大小可微调。由于印花过程中,随着转移印花载体卷径的变小,放卷的线速度也在变小,为了补偿线速度的变化,电器控制部分将十分复杂,为了解决这个问题,通过使用相互水平平行的一支放卷轴和一支导辊组成放卷装置,印花时,转移印花载体包覆导辊,导辊一端连接放卷伺服电机,靠导辊主动带动放卷轴放卷,因为导辊直径固定,所以放卷线速度固定,导辊的线速度就是转移印花速度,放卷轴的一端连接横向调节装置;其中导辊可以是金属辊或橡胶辊,为了增加放卷的稳定性,增加转移印花载体与导辊之间的摩擦力,导辊优选橡胶辊。
所述横向调节装置包括滑块和丝杆,滑块下方开设有带螺纹的丝孔,所述滑块与放卷装置一端相连,滑块通过带螺纹的丝孔与丝杆相连,通过控制丝杆的顺时针或逆时针转动,带动连接滑块的放卷装置左右移动。优选地,所述丝杆可以连接一手轮或电机控制丝杆的顺时针或逆时针转动。
在一个优选的实施方案中,载体放卷装置采用平行设置的放卷轴和导辊,纵向调节装置采用放卷伺服电机,其设置于导辊的一端,横向调节装置设置于放卷轴的一端。
本发明进一步提出了上述双面转移印花定位装置的操作方法,包括如下步骤:
利用第一压辊和第二压辊使第一转移印花载体和第二转移印花载体以及待印花面料紧贴在一起并使两者上的印花镜像重合进入转移印花机,印花过程中利用图像校对单元监测第一转移印花载体和第二转移印花载体的印花是否镜像重合,并根据印花相对位置对第一转移印花载体和第二转移印花载体进行横向或纵向调节,使第一转移印花载体和第二转移印花载体上的印花始终镜像重合。
其中,根据不同的印花对位方法,所述图像校对单元可以为设置于第一转移印花载体和第二转移印花载体的至少一个相同侧边的第一对位标记和第二对位标记,所述第一对位标记和第二对位标记为垂直十字线、圆圈或直角三角形,每个对位标记包括用于标记印花纵向位置的纵向标记和横向位置的横向标记;或所述图像定位单元包括第一载体图像识别平面、第一图像捕获单元、第二载体图像识别平面和第二图像捕获单元,所述第一载体图像识别平面和第二载体图像识别平面分别为一个支撑板,它们分别紧贴于第一转移印花载体和第二转移印花载体的非印花侧,并且固定在机架上,所述第一图像捕获单元和第二图像捕获单元分别设置于第一转移印花载体和第二转移印花载体的印花侧,并垂直于图像识别平面,所述第一载体图像识别平面和第二载体图像识别平面为金属板、塑料板或玻璃板结构;或者所述第一载体图像识别平面和第二载体图像识别平面为由两支设置于第一转移印花载体和第二转移印花载体的非印花侧的导辊形成的平面,所述第一图像捕获单元和第二图像捕获单元分别设置于第一转移印花载体和第二转移印花载体的印花侧,并垂直于图像识别平面。
更为具体地:
(一)当采用对位标记进行对花时,使用两个压辊,一个固定在转移印花机上,一个为活动辊时,可以通过如下方式进行印花定位:
将其中一个压辊固定于转移印花机上,第一转移印花载体和第二转移印花载体夹着待印花面料经过该压辊,利用另外一压辊使第一转移印花载体和第二转移印花载体以及待印花面料紧贴在一起并使两者上的印花镜像重合,如通过调节连接滑块压辊的丝杆或气缸,使两支压辊分开,第一转移印花载体和第二转移印花载体夹着待印花面料穿过压辊,调节第一印花载体和第二印花载体的相对位置,再调节连接滑块的丝杆或气缸,压辊闭合压紧,使第一转移印花载体和第二转移印花载体以及待印花面料紧贴在一起并使两者上的印花镜像重合进入转移印花机,印花过程中,根据第一定位标记和第二定位标记的相对位置对第一转移印花载体和第二转移印花载体进行横向或纵向调节,使第一转移印花载体和第二转移印花载体上的印花始终镜像重合。
具体地,当转移印花载体为塑料膜时,通过横向调节装置和纵向调节装置调节转移印花载体的位置,使第一定位标记和对应位置的第二定位标记重合;当转移印花载体为半透明纸张时,首先将第二转移印花载体的宽度设置为大于第一转移印花载体的宽度,使第一定位标记与对应的第二标记部分覆盖,然后通过纵向调节装置调节第一转移印花载体的纵向位置,使第一定位标记与对应的第二定位标记纵向标记重合,然后通过横向调节装置调节第一转移印花载体的横向位置,使第一转移印花载体和第二转移印花载体上的印花重合,并记录此时第一定位标记与对应的第二定位标记在横向上的相对位置,在之后的印花过程中,以该相对位置为横向调节的标准进行调节。
上述对位操作可以人工进行,也利用电脑自动对位系统来监控第一定位标记和第二定位标记的相对位置并做出横向调节或纵向调节的动作。目前国内电脑自动对位系统很多,比较有名的有常州宏大的印花自动对花系统,西安德高的高精度印花图案自动跟踪系统。
如果以第二印花单元转移载体对位标记为基准,如果这时第一印花单元转移印花载体上对位标记第二印花单元转移载体对位标记纵向有偏差,控制中心(如电脑)根据识别相片中对位线位置,马上微调第一印花单元的放卷张力,或者微调伺服电机的放卷转速大小,使之重合;反之,如果以第一印花单元为基准,则微调第二印花单元放卷轴张力大小或伺服电机放卷转速大小。
(二)同样采用对位标记进行对花时,对花步骤和(一)基本相同,不同的是,两个压辊均固定在转移印花机的机架上,两支压辊之间保留一定间隙,此间隙供穿过载体和面料都可以,在第一压辊和第二压辊的出载体一侧设置一凸面朝上的弧形板,在弧形板上,从上到下的顺序为:第一转移印花载体、待印花面料、第二转移印花载体,三者紧紧地被弧形板顶着,贴合在一起,并在弧形板上拖动,由于弧形板的支撑,使得印花载体和面料贴合极为紧密和平整,与(一)相比,更加方便观察对位标记的重合状态;在此实施方案中,用一支导辊或多支导辊替代弧形板,其中导辊上,从上到下的顺序为:第一转移印花载体、待印花面料、第二转移印花载体,也能达到同样目的,但是因为导辊本身的弧度有限,用于观察对位标记状态的距离有限,并且因为支撑面远小于弧形板,三者贴合的平整度也不及弧形板,所以效果不如弧形板。
(三)采用基于计算机识别技术的对花手段。
在这种实施方式中,图像定位单元包括第一载体图像识别平面、第一图像捕获单元、第二载体图像识别平面和第二图像捕获单元,所述第一载体图像识别平面和第二载体图像识别平面分别为一个支撑板,它们分别紧贴于第一转移印花载体和第二转移印花载体元的非印花侧,并且固定在机架上,所述第一图像捕获单元和第二图像捕获单元分别设置于第一转移印花载体和第二转移印花载体的印花侧,并垂直于图像识别平面,所述第一载体图像识别平面和第二载体图像识别平面为金属板、塑料板或玻璃板结构;或者所述第一载体图像识别平面和第二载体图像识别平面为由两支设置于第一转移印花载体和第二转移印花载体的非印花侧的导辊形成的平面,所述第一图像捕获单元和第二图像捕获单元分别设置于第一转移印花载体和第二转移印花载体的印花侧,并垂直于图像识别平面。
在对位时,先将第一转移印花载体紧贴第一图像识别平面,第二转移印花载体紧贴第二图像识别平面,将两个载体面对面贴合,分别调节第一载体放卷装置和第二载体放卷装置的纵向位置和横向位置,仔细观察,使第一转移印花载体和第二转移印花载体精准重合,打开第一图像捕获单元和第二图像捕获单元,同时拍照或扫描,并将图像传输至图像处理中心计算机处理,计算机准确记录此时载体上花型各个部位在图像识别平面上的精准位置,并将此位置作为标准位置用于印花过程中纵向位置和横向位置的标准;再将第一转移印花载体和第二转移印花载体夹着面料,并且两个载体上的印花图案镜像重合进入转移印花机转印。在印花过程中,因为转移印花载体上的花型图案都是有循环单元的,第一转移印花载体和第二转移印花载体上的花型图案互为镜像,如果以第二转移印花载体为标准,当第二图像捕获单元实时捕获的第二图像识别平面上第二转移印花载体上的图像,被图像处理中心计算机识别到第二转移印花载体循环单元的花型位置与计算机记录的标准位置重合时,此时图像处理中心计算机自动处理第一图像捕获单元实时传输过来的实时图像,并对比第一转移印花载体循环单元与计算机中储存的标准位置的差异,根据对比结果,一旦发现偏差,计算机马上给出信号给控制机构,控制机构会微调放卷装置的纵向位置或横向位置,即微调放卷装置的放卷张力的大小,或者横向调节丝杆顺时针或者逆时针旋转,使之与标准位置重合;反之,如果以第一转移印花载体为标准,则微调第二载体放卷装置的纵向位置或横向位置。
图像捕获单元使用CCD摄像机,它可以直接对载体上印花图案进行实时录像,然后与处理中心计算机储存的标准位置进行对比,一旦发现偏差,计算机马上给出信号给控制机构做出调整,比如使用成都永智科技公司的威视系列VC-913D彩色摄像机为图像传感器,分别自动以一定间隔摄取印花图案,在通过美国NI公司的图像采集卡PCI-1411将摄像机输出的视频信号转变为数字信号输入计算机中,并显示在计算机显示器上,对于输入的图像,经过控制器(PC机或者工控机)里面的处理单元进行相关图像处理及模式识别之后,确定转移印花载体上实时图案与标准图案之间的位置关系,及时将处理后的信号输出,最后控制器自动微调放卷张力或放卷速度,以及调节放卷轴的左右位置,使得正反面图案对位精准。
同时,还可以将计算机识别和对位标记对位结合在一起,即在转移印花载体边沿印制对位标记部位,先通过计算机计算出第一图像识别平面和第二图像识别平面上的标准位置,并通过计算机微调,保证两个平面上的标准位置到转印机的距离纵向和横向绝对一致,并由计算机记录此位置,作为后面印花的标准位置。在此实施方式中,第一转移印花载体和第二转移印花载体同侧的边沿印制对版十字线,并且第一转移印花载体和第二转移印花载体面对面贴合时,如果十字线重合,镜像花型也完全重合在一起;在印花过程中,第一转移印花载体和第二转移印花载体上的花型图案互为镜像,如果以第二转移印花载体为标准,当第二图像捕获单元实时捕获的第二图像识别平面上第二转移印花载体边沿对位十字线,被图像处理中心计算机识别到与计算机记录的标准位置重合时,此时图像处理中心计算机自动处理第一图像捕获单元实时传输过来的第一转移印花载体边沿对位十字线实时图像,并对比与计算机中储存的标准位置的差异,根据对比结果,一旦发现偏差,计算机马上给出信号给控制机构,控制机构会微调放卷装置的纵向位置或横向位置,即微调放卷装置1的放卷张力的大小或微调伺服电机放卷速度的大小,或者横向调节丝杆顺时针或者逆时针旋转,使之与标准位置重合;反之,如果以第一载体为标准,则微调第二载体放卷装置的纵向位置或横向位置
有益效果:本发明的装置简单,使得面料正反面同步转移印花时,镜像花型能够完全重合,有效减少了残次品的产生,且对花方式和识别印花的方式可以根据实际情况灵活选择,为生产带来便利。
附图说明
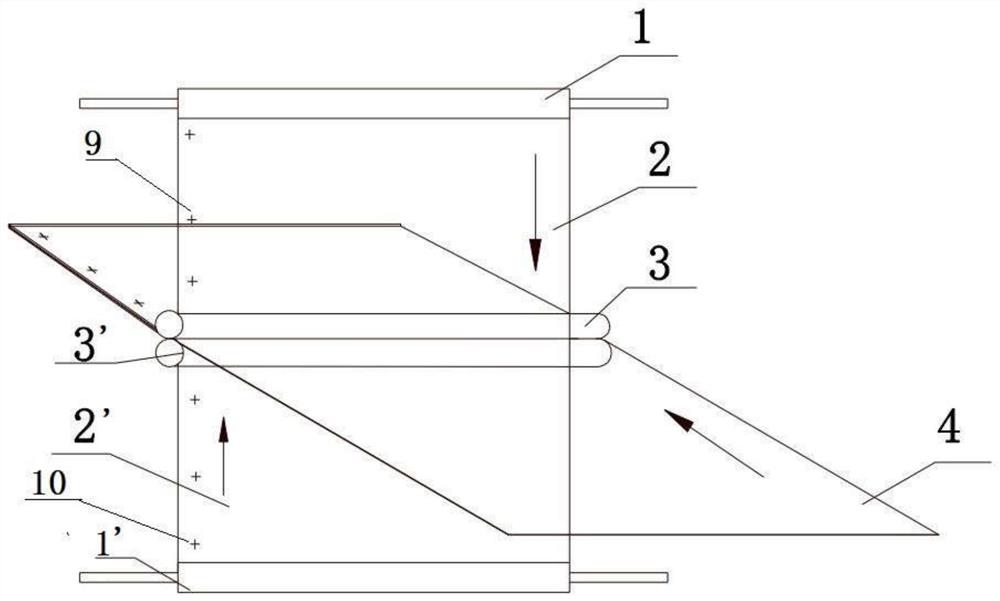
图1为双面印花定位装置的结构示意图,箭头方向为载体和面料运行方向;
图2为双面印花定位装置的侧视图,箭头方向为载体和面料运行方向;
图3为横向调节装置示意图;
图4为放卷轴和导辊位置关系的侧视图;
图5增加弧形压板后的双面印花定位装置的结构示意图;
图6以导辊代替弧形板后的双面印花定位装置的结构示意图;
图7基于计算机识别的双面印花定位装置,其中,第一载体图像识别平面和第二载体图像识别平面为支撑板;
图8为基于计算机识别的双面印花定位装置,其中,第一载体图像识别平面为第一印花载体在导辊3和导辊14上构成的平面,第二载体图像识别平面为第二印花载体在导辊导辊3’和导辊14形成的平面。
具体实施方式
实施例1基于对位标记的双面转移印花定位装置。
如图1-图4所示,一种双面转移印花定位装置,包括两组对称的第一印花单元和第二印花单元,第一印花单元设置于第二印花单元的上方,第一印花单元包括第一载体放卷装置1、第一转移印花载体2和第一压辊3,第二印花单元包括第二载体放卷装置1’、第二转移印花载体2’和第二压辊3’,第一转移印花载体2和第二转移印花载体2’分别装载于第一载体放卷装置1和第二载体放卷装置1’,第一压辊3和第二压辊3’为金属辊或橡胶辊,其中任意一支压辊通过轴承和轴承座安装于转移印花机的机架上,另外一支压辊两端连接滑块,滑块与丝杆或气缸相连,通过调节丝杆或者气缸带动滑块上下移动,从而带动压辊的压紧或者分离。
第一转移印花载体2和第二转移印花载体2’分别对应面料的正面转移印花和反面转移印花,两部分转移印花载体的图案互为镜像;第一转移印花载体2和第二转移印花载体2’在互为镜像的至少一个侧边分别设置有相同的第一对位标记9和第二对位标记10,对位标记的形状很多,最常见的一般是垂直十字线,也可以是直角三角形、圆圈等等。
第一载体放卷装置1或第二载体放卷装置1’可以为单独的一个放卷轴或者为平行放置的一支放卷轴和一支导辊8,所述转移印花载体2自放卷轴放出后包覆于导辊8上,所述导辊8的一端连接有纵向调节装置,所述放卷轴1的一端连接有横向调节装置。
纵向调节装置可以用张力调节装置或放卷伺服电机来实现。具体地,张力调节装置连接于载体放卷装置的一端,用于控制放卷装置的放卷张力。对于张力调节装置的类型不进行限定,市场上能实现控制放卷张力的装置均可,如可以选择用磁粉制动器。当采用放卷伺服电机来进行纵向调节时,此时,第一载体放卷装置1可以设置为包括平行放置的一支放卷轴和一支导辊8,所述第二转移印花载体2自放卷轴放出后包覆于导辊8上,伺服放卷电机设置于导辊8的一端,横向调节装置设置于放卷轴的一端。
如图3和图4所示,横向调节装置包括滑块5和丝杆6,滑块5下方开设有带螺纹的丝孔,滑块5与载体放卷装置一端(即放卷轴)相连,滑块通过带螺纹的丝孔与丝杆相连,通过控制丝杆的顺时针或逆时针转动,带动连接滑块的放卷装置左右移动。丝杆可以连接一手轮7或伺服电机控制丝杆的顺时针或逆时针转动。
下面通过具体实施例来说明本发明的定位过程。
在本实施例中,第一载体放卷装置1和第二载体放卷装置1’采用单独的一支放卷轴,横向调节装置和纵向调节装置分别设置于放卷轴两端,纵向调节装置采用磁粉制动器。对位标记采用对位十字线。将第一转移印花载体2和第二转移印花载体2’夹着面料4,调节第一压辊3的丝杆或气缸,使第一压辊3分开,穿过转移印花载体和面料,再压紧第一压辊3,分别调节第一转移印花载体2和第二转移印花载体2’的位置,根据载体材质的不同采用如下定位方法:
(一)印花载体为透明塑料膜。
当印花载体为透明塑料膜时,如PET膜,BOPP膜时,由于两部分对位标记可以清楚的分辨是否完全精准重合,如果第一转移印花载体2的对位十字线对不准第二转移印花载体的对位十字线,可以通过微调放卷张力大小,使之纵向重合;或者顺时针或逆时针转动横向调节装置的丝杆,使之横向重合。
(2)印花载体为半透明的纸张。
当载体为半透明的纸张时,第一转移印花载体2的印花纸覆盖在第二转移印花载体2’的印花纸上,很难透过第一转移印花载体2的印花纸识别清楚第二转移印花载体2’的印花纸上的对位十字线,在这种情况下,需要设置第二转移印花载体2’的宽度大于第一转移印花载体2的宽度,同时,使第一定位标记9与对应的第二定位标记10部分覆盖,优选地,此时,定位标记在纵向标记上设置有刻度线,如对位十字线的横线上设置刻度线,由于第一转移印花载体2的印花纸的对位十字线比第二转移印花载体2’的对位十字线更加靠近花型,并且第二转移印花载体2’的印花纸总宽度宽于第一转移印花载体2,这样第一转移印花载体2的印花纸的横线能够与第二转移印花载体2’的对位十字线横线完全重合,第一转移印花载体2的印花纸对位十字线的竖线更加靠近花型,并且面对面镜像花型重合时,第一转移印花载体2的印花纸不能覆盖第第二转移印花载体2’的印花纸的对位十字线的竖线;这样,当花型面对面镜像重合时,第一转移印花载体2的印花纸和第二转移印花载体2’的印花纸的对位十字线的竖线能够很容易的识别,并且,两根竖线之间的距离保持恒定不变,可以对位十字线上的横向刻度线来检测两根竖线之间的相对位置。
本实施例中的纵向调节装置还可以用放卷伺服电机来实现。具体地,张力调节装置连接于载体放卷装置的一端,用于控制放卷装置的放卷张力。对于张力调节装置的类型不进行限定,市场上能实现控制放卷张力的装置均可。伺服电机连接于载体放卷装置的一端,伺服电机放卷速度与转移印花速度完全同步,第一印花单元和第二印花单元至少一个放卷伺服电机放卷速度大小可以微调。
为了使印花过程更加稳定,载体放卷装置也可以为相互水平平行的一支放卷轴和一支导辊,转移印花载体包覆于导辊上,所述导辊的一端连接有纵向调节装置,放卷轴的一端连接有横向调节装置。印花时,转移印花载体包覆导辊,导辊一端连接纵向调节装置控制放卷,此纵向调节装置为放卷伺服电机,因为导辊直径固定,所以放卷线速度固定,放卷线速度就是转移印花速度,放卷轴的一端连接横向调节装置。其中导辊可以是金属辊或橡胶辊,为了增加放卷的稳定性,增加转移印花载体与导辊之间的摩擦力,导辊优选橡胶辊。
当然,为了操作方便并保证精度,可以直接使用市售的电脑对位系统实现对对位标记相对位置的监控,在印有对位标记一侧上方安装一个自动摄像头,自动摄像头记录第一印花单元和第二印花单元的转移印花载体定位标记的相对位置,并将结果反馈到控制中心,根据控制中心的反馈结果做出左右调节或纵向调节,当载体为透明塑料膜时,使得第一印花单元载体和第二印花单元的转移印花完全重合;当载体为半透明纸张时,纵向完全重合,横向竖线之间距离保持恒定不变。
作为另外一种实施方式,也可以两支压辊均安装于转移印花机的机架上,如图5所示,两支压辊之间保留一定间隙,此间隙不做特殊限定,只要方便穿过载体和面料都可以,在第一压辊3和第二压辊3’的出载体一侧设置一凸面朝上的弧形板11,弧形板宽度为0.5~1米,该弧度圆心的夹角在30~60°,弧形板的长度与转移印花载体的宽度相当或大于转移印花载体的宽度,弧形板11固定于转移印花机上,其位置被设置为用将第一转移印花载体2、待印花面料4、第二转移印花载体2’按照从上到下的顺序紧紧地被弧形板11顶着,贴合在一起,并在弧形板11上拖动,由于弧形板11的支撑,使得转移印花载体和面料贴合极为紧密和平整,与前面实施例相比,更加方便观察对位标记的重合状态。在此实施方案中,用一支导辊或多支导辊替代弧形板11,如图6所示,增加导辊15,导辊15固定于转移印花机上,优选地,导辊15的上顶点可以高于第一二压辊3的下顶点,其中导辊15上,从上到下的顺序为:第一转移印花载体2、待印花面料4、第二转移印花载体2’,也能达到同样目的,但是因为导辊本身的弧度有限,用于观察对位标记状态的距离有限,并且因为支撑面远小于弧形板,三者贴合的平整度也不及弧形板,所以效果不如弧形板。
实施例2基于机器视觉识别的双面印花定位装置。
如图7所示,本实施例提供了另一种双面印花定位装置的实施方式。与实施例1不同的是,在本实施例中,图像定位单元包括第一载体图像识别平面12、第一图像捕获单元13、第二载体图像识别平面12’和第二图像捕获单元13’,所述第一载体图像识别平面12和第二载体图像识别平面12’分别为一个支撑板,支撑板可以为金属板、塑料板或玻璃板结构,它们分别紧贴于第一转移印花载体2和第二转移印花载体2’的非印花侧,并且固定在机架上,所述第一图像捕获单元13和第二图像捕获单元13’分别设置于第一转移印花载体2和第二转移印花载体2’的印花侧,并垂直于图像识别平面,所述第一载体图像识别平面和第二载体图像识别平面为金属板、塑料板或玻璃板结构。
或者如图8所示,第一载体图像识别平面12和第二载体图像识别平面12’是通过两支导辊(3’和14’之间与3和14之间)支撑形成的平面,第一图像捕获单元13和第二图像捕获单元13’分别设置于第一转移印花载体2和第二转移印花载体2’的印花侧,并垂直于图像识别平面。
图像捕获单元使用CCD摄像机,它可以直接对载体上印花图案进行实时录像,然后与处理中心计算机储存的标准位置进行对比,一旦发现偏差,计算机马上给出信号给控制机构做出调整,比如使用成都永智科技公司的威视系列VC-913D彩色摄像机为图像传感器,分别自动以一定间隔摄取印花图案,在通过美国NI公司的图像采集卡PCI-1411将摄像机输出的视频信号转变为数字信号输入计算机中,并显示在计算机显示器上,对于输入的图像,经过控制器(PC机或者工控机)里面的处理单元进行相关图像处理及模式识别之后,确定转移印花载体上实时图案与标准图案之间的位置关系,及时将处理后的信号输出,最后控制器自动微调放卷张力或放卷速度,以及调节放卷轴的左右位置,使得正反面图案对位精准。上述机器视觉识别技术可以直接使用现有技术中公开的方法来实现。
在本实施例中,第一载体放卷装置1和第二载体放卷装置1’采用单独的一支放卷轴,横向调节装置和纵向调节装置分别设置于放卷轴两端,纵向调节装置采用磁粉制动器。先将第一转移印花载体2紧贴第一图像识别平面12,第二转移印花载体2’紧贴第二图像识别平面12’,将两个载体面对面贴合,分别调节第一载体放卷装置1和第二载体放卷装置1’的纵向位置和横向位置,仔细观察,使第一转移印花载体2和第二转移印花载体2’精准重合,此处可以采用两个压辊均固定在转移印花机上,然后打开第一图像捕获单元13和第二图像捕获单元13’,同时拍照或扫描,并将图像传输至图像处理中心计算机处理,计算机准确记录此时载体上花型各个部位在图像识别平面上的精准位置;再将第一转移印花载体2和第二转移印花载体2’夹着待印花面料4,并且两个载体上的印花图案镜像重合进入转移印花机转印。在印花过程中,因为转移印花载体上的花型图案都是有循环单元的,第一转移印花载体2和第二转移印花载体2’上的花型图案互为镜像,如果以第二转移印花载体2’为标准,当第二图像捕获单元13’实时捕获的第二图像识别平面12’上第二转移印花载体上的图像,被图像处理中心计算机识别到第二转移印花载体2’循环单元的花型位置与计算机记录的标准位置重合时,此时图像处理中心计算机自动处理第一图像捕获单元13实时传输过来的实时图像,并对比第一转移印花载体2循环单元与计算机中储存的标准位置的差异,根据对比结果,一旦发现偏差,计算机马上给出信号给控制机构,控制机构会微调第一载体放卷装置1的纵向位置或横向位置,即微调第一载体放卷装置1的放卷张力的大小或微调伺服电机放卷速度的大小,或者横向调节丝杆顺时针或者逆时针旋转,使之与标准位置重合;反之,如果以第一转移印花载体2为标准,则微调第二载体放卷装置1’的纵向位置或横向位置。
对于基于机器视觉识别的双面印花定位的实施方式,还有另外一种实施方式,它是在转移印花载体边沿印制对位标记部位,先通过计算机计算出第一图像识别平面12和第二图像识别平面12’上的标准位置,并通过计算机微调,保证两个平面上的标准位置到转印机的距离纵向和横向绝对一致,并由计算机记录此位置,作为后面印花的标准位置。在此实施方式中,第一转移印花载体2和第二转移印花载体2’同侧的边沿印制对版十字线,并且第一转移印花载体2和第二转移印花载体2’面对面贴合时,如果十字线重合,镜像花型也完全重合在一起;在印花过程中,第一转移印花载体2和第二转移印花载体2’上的花型图案互为镜像,如果以第二转移印花载体2’为标准,当第二图像捕获单元13’实时捕获的第二图像识别平面12’上第二转移印花载体2’边沿对位十字线,被图像处理中心计算机识别到与计算机记录的标准位置重合时,此时图像处理中心计算机自动处理第一图像捕获单元13实时传输过来的第一转移印花载体2边沿对位十字线实时图像,并对比与计算机中储存的标准位置的差异,根据对比结果,一旦发现偏差,计算机马上给出信号给控制机构,控制机构会微调放卷装置1的纵向位置或横向位置,即微调放卷装置1的放卷张力的大小或微调伺服电机放卷速度的大小,或者横向调节丝杆顺时针或者逆时针旋转,使之与标准位置重合;反之,如果以第一转移印花载体2为标准,则微调第二载体放卷装置1’的纵向位置或横向位置。
以上两种实施例各有优缺点,前面一种因为是抓取的花型图案作为对比,所以避免了因为纸张收缩或塑料膜烘干遇热收缩造成的载体变形而对位不准的情况,但是这个实施例每次不同的花型,均需要设置标准位置,对于小批量订单或样品生产造成极大不便;而后一种实施例,标准位置一经设定,就可以永远使用,不会因为花型变化而变化,对于小批量订单或样品生产极为便利,但是不足之处是容易因为纸张收缩或塑料膜烘干遇热收缩造成的载体变形而对位不准。
本发明提供了一种双面印花定位装置的思路及方法,具体实现该技术方案的方法和途径很多,以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。本实施例中未明确的各组成部分均可用现有技术加以实现。
- 一种用于双面转移印花的定位装置及方法
- 一种双面转移印花定位装置