五轴设备C轴角度位移测量装置及测量标定方法
文献发布时间:2023-06-19 11:02:01
技术领域
本发明涉及设备制造中角度位移测量技领域,具体涉及一种五轴设备C轴角度位移测量装置及测量标定方法。
背景技术
目前,在实际生产中,五轴设备C轴角度测量与标定是一个非常重要指标,它的好与坏直接关系到生产的产品的质量,所以人们不断探索提高角度测量精度的方法,现在五轴设备C轴角位移标定是采用棱体对几个特定栅距标定,而对于其它的99.99%是不做标定的。比如采用36面棱体、24面棱体以及23面棱体等等;36面棱体每个面差10°,24面棱体每个面差15°,但它与高精度光栅尺(0.0001mm)或激光干涉仪测量的方式不同,高精度光栅尺或激光干涉仪通过等值栅距或干涉波长来测量长度。采用棱体测量转台或编码器角度时只是测量与棱体面对应最近的特定角度的转台或编码器那一位置光栅精度,而五轴设备C轴其它角度的光栅精度只能是与棱体两个面对应特定角度光栅值(栅距数量)做平均差补。所以采用棱体测量出来的精度同时还决定于五轴设备C轴的圆光栅和编码器光栅自身原有栅距加工的精度,五轴设备C轴编码器圆光栅精度远低于直线光栅(直线光栅可以采用激光干涉仪测量标定)的标定精度,为了将圆光栅精度提高接近直线光栅精度,研发了一套直线转换圆周装置与方法,即:像高精度光栅尺或激光干涉仪那样通过等值栅距或干涉波长(理论上波长0.000001mm就是1nm)来丈量长度,通过测量长度方法测量出每一角度位置对应栅距的精度,要求其理论精度是0.00005°,也就是0.18",考虑到客观环境等因素影响,它的全圆周绝对精度也要能达到1",因此,它将作为角度测量的一种比较理想的测量装置。
发明内容
本发明为解决现有角度测量方式无法实现对五轴设备C轴的每个角度(栅距)进行测量标定,且测量精度低的问题,提供一种五轴设备C轴角度位移测量装置及测量标定方法。
五轴设备C轴角度位移测量装置,包括支架、密珠轴承套、测量轴系本体、高精度光栅尺滑台和滑台座;还包括检验棒、第一丝线、第二丝线、滑轮和平衡块;
在所述测量轴系本体外圆表面加工有锁丝丝钉和丝线挂销;所述第一丝线的一端通过锁丝丝钉紧固,第一丝线另一端紧固于滑台座的一端;所述滑台座的另一端紧固第二丝线,所述第二丝线经滑轮后紧固于平衡块;
所述平衡块的重量将第一丝线和第二丝线拉直绷紧,并牵动高精度光栅尺滑台运动,当测量轴系本体转动时,第一丝线将缠绕所述测量轴系本体的外圆表面,同时牵动高精度光栅尺滑台以及平衡块移动。
所述测量轴系本体上加工有测量轴系紧固销,检验棒与测量轴系本体径向采用过盈密珠轴承套连接,确保测量轴系本体与检验棒无间隙连接;检验棒的周向紧固支架,将测量轴系本体上测量轴系紧固销紧固,防止检验棒与测量轴系本体相对转动和轴向移动。
五轴设备C轴角度位移测量标定方法,该方法由以下步骤实现:
步骤一、五轴设备控制系统将C轴的基准点置于零点;
步骤二、当C轴转动带动检验棒、测量轴系本体转动时,控制系统采集角度的数据;
步骤三、控制系统采集高精度光栅尺记录高精度光栅尺滑台的位移距离数据,同时采集五轴设备的光栅角度信息;
步骤四、当所述测量轴系本体旋转一周到达C轴的基准零点时,所述高精度光栅尺的位移距离数据则与C轴的光栅角度信息是对应,实现对C轴的测量标定。
本发明的有益效果:本发明所述的测量装置通过在平衡块重力牵引下,丝线每一部分拉力是恒定的,丝线缠绕测量轴系过程长度是不变的,也就是说缠绕均等弧长在高精度光栅尺显示的栅距是相同的,(控制测量轴系跳动0.001) 在测量轴系转动时圆周弧长和角度是一一相对于的,将直线光栅的精度直接转换到C轴的编码器或圆光栅的精度上,提高了C轴的角度精度。
本发明所述的测量装置将圆光栅做不到的直线高精度玻璃光栅尺寸精度通过丝线转换为圆周尺寸精度,可以用来校准圆光栅。
本发明所述的测量标定方法,能够实现对C轴的光栅和编码器的每个光栅栅距角度进行测量标定,减少了光栅加工导致的不准确误差。
附图说明
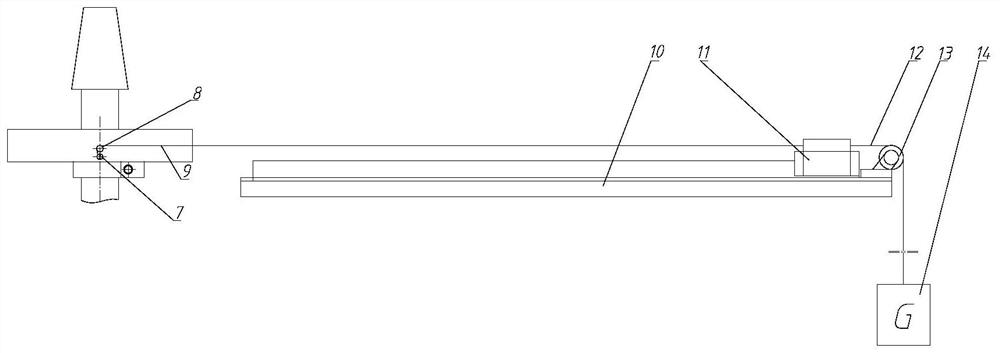
图1为本发明所述的五轴设备C轴角度位移测量装置的结构示意图;
图2为本发明所述的五轴设备C轴角度位移测量装置中测量轴系本体与支架的连接关系俯视图;
图3为图2的剖视图;
图4为测量轴系本体的俯视图;
图5为图4的剖视图。
图中:1、检验棒,2、支架紧固螺钉,3、测量轴系紧固销,4、支架,5、密珠轴承套,6、测量轴系本体,7、锁丝丝钉,8、丝线挂销,9、第一丝线,10、高精度光栅尺滑台,11、滑台座,12、第二丝线,13、滑轮,14平衡块。
具体实施方式
具体实施方式一、结合图1至图5说明本实施方式,五轴设备C轴角度位移测量装置,包括检验棒1、支架4、密珠轴承套5、测量轴系本体6、第一丝线9、高精度光栅尺滑台10、滑台座11、第二丝线12、滑轮13和平衡块14;
在所述测量轴系本体6外圆表面加工有锁丝丝钉7和丝线挂销8;所述第一丝线9的一端通过锁丝丝钉7紧固,第一丝线9另一端紧固于滑台座11的一端;所述滑台座11的另一端紧固第二丝线12,所述第二丝线12经滑轮13后紧固于平衡块14;
所述平衡块14的重量将第一丝线9和第二丝线12拉直绷紧,并牵动高精度光栅尺滑台11运动,在平衡块14恒定重量力作用下丝线所受拉力是定值,在同一温度丝线长度是固定的,当被测轴系本体6转动时第一丝线9将缠绕轴系本体6外圆表面,同时牵动高精度光栅尺滑台11以及平衡块14移动。
本实施方式中,所述测量轴系本体6上加工有固定测量轴系紧固销3;检验棒1与测量轴系本体6径向采用过盈量密珠轴承套过度连接确保测量轴系本体6 与检验棒1无间隙连接,周向是通过支架紧固螺钉2紧固与检验棒1上的支架4 再将测量轴系本体6上测量轴系紧固销3紧固,防止检验棒1与测量轴系本体6 相对转动和轴向移动。
在测量过程中,所述丝线运动方向与高精度光栅尺滑台10的移动方向平行,并且第一丝线9与测量轴系本体6外圆表面相切。所述第一丝线9运动方向与测量轴系本体6的轴向垂直。
本实施方式中,所述锁丝丝钉7与丝线挂销8平行安装,且所述锁丝丝钉7 与丝线挂销8的连线与测量轴系本体6的轴线平行。所述锁丝丝钉7靠近所述测量轴系本体6的边缘端。
本实施方式中,所述测量轴系本体6外圆表面与轴系跳动为0.001mm。
结合图4和图5说明本实施方式,测量轴系本体6设置有固定孔,通过测量轴系紧固销3使支架4与测量轴系本体6固定。
具体实施方式二、本实施方式为采用具体实施方式一所述的五轴设备C轴角度位移测量装置的测量标定方法,在测量标定C轴圆光栅或编码器角度时,C 轴圆光栅或编码器都有基准零点,当C轴带动测量轴系本体6时,在C轴圆光栅或编码器基准零点发出指令,高精度光栅尺或激光干涉仪同步开始记录滑台位移距离,C轴圆光栅或编码器光栅角度信息与高精度光栅尺或激光干涉仪位移信息同步记录,旋转一周到基准零点,高精度光栅尺或激光干涉仪位移可以对应到C轴圆光栅或编码器角度上。
本实施方式中,当所述高精度光栅尺采集第m个栅距时,对应C轴的第n 个栅距,高精度光栅尺对应角度为α,C轴对应角度为β;进行修正,将C轴的第n个栅距对应的角度β修改为高精度光栅尺采集第m个栅距时对应角度α;
所述高精度光栅尺继续采集,直到当高精度光栅尺采用第M个栅距时,对应C轴的第N个栅距,高精度光栅尺对应角度为γ,C轴对应角度同样为γ;则控制系统记录C轴对应的栅距值,直到测量轴系本体1旋转到达C轴或编码器的基准零点结束;所述1≤m≤M,1≤n≤N,M和N为整数且M≠N。
具体实施方式三、本实施方式为采用具体实施方式二所述的五轴设备C轴角度位移测量标定方法的实施例,如果测量轴系本体外圆轴径是
假如设定C轴圆光栅360°有144000栅距,1°应是4000,理想一个栅距对应0.00025°,测量轴系外圆直径
表1
结合上述表1,当高精度光栅尺采集第四个栅距时,C轴圆光栅是第一个栅距,高精度光栅尺对应角度是0.0002°,而C轴圆光栅对应角度是0.00025°,修正后将C轴圆光栅第一个栅距改为0.0002°,高精度光栅尺采集第九个栅距时,C轴圆光栅是第二个栅距,高精度光栅尺对应角度是0.00045°,而C轴圆光栅对应角度是0.0005°,修正后将C轴圆光栅第二个栅距改为0.00045°,高精度光栅尺采集第十六栅距时,C轴圆光栅是第三个栅距,高精度光栅尺对应角度是0.0008°,而C轴圆光栅对应角度是0.00075°,修正后将C轴圆光栅第二个栅距改为0.0008°,高精度光栅尺采集第二十个栅距时,C轴圆光栅是第四个栅距,高精度光栅尺对应角度是0.001°,而C轴圆光栅对应角度是0.001°,高精度光栅尺栅距与C轴圆光栅第四个栅距的角度值相等,C轴圆光栅第四个栅距值保留不变,按此方法往下推,直到回到零位。采用测量轴系本体1标定C轴圆光栅误差应该小于0.09"。
本实施方式中,当测量轴系本体的外圆直径尺寸为300mm,它的周长是942.4778mm,对应高精度光栅栅距为9424778个,一个栅距对应角度为 0.0000382°,对应0.1375"。采用该测量轴系本体标定C轴圆光栅误差应该小于0.07"。
本实施方式中,采用的丝线直径存在的影响为:当采用0.2mm直径的丝线时,测量轴系旋转一周高精度光栅将增加6283个栅距。
本实施方式中,采用丝线缠绕测量轴系本体,目的有三个,第一个是在平衡重重力牵引下,丝线每一部分拉力是恒定的,丝线缠绕测量轴系过程长度是不变的,也就是说缠绕均等弧长在高精度光栅尺显示的栅距是一样的。第二个是把圆光栅做不到的直线高精度玻璃光栅精度通过丝线转换为圆周尺寸,可以用来校准圆光栅。第三个温度对于丝线长度有影响,但是它是对丝线整体的影响,缠绕均等弧长在高精度光栅尺显示的栅距是还是一样的,而对于测量结果是没有影响的。
以上只通过说明的方式描述了本发明的某些示范性实施例,毋庸置疑,对于本领域的普通技术人员,在不偏离本发明的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,上述附图和描述在本质上是说明性的,不应理解为对本发明权利要求保护范围的限制。
- 五轴设备C轴角度位移测量装置及测量标定方法
- 五轴设备C轴角度位移测量装置及测量标定方法