扁状PVC热缩管及其制造方法
文献发布时间:2023-06-19 11:24:21
技术领域
本发明涉及一种PVC热缩管及其制造方法,特别涉及一种超薄型大直径的扁状PVC热缩管及其制造方法。
背景技术
扁状PVC热缩管在包装上由于其呈压扁状而占用较小的体积空间而方便运输、降低运输成本,而且在切管时亦呈压扁状而便于裁切、提高切管质量。
扁状PVC热缩管在应用时,将其套在需要保护的物体上,其具有遇热收缩的特殊功能,加热98℃以上即可收缩,使用方便。其用于电解电容器、电感、电池单体和电池组的外包皮,产品耐高温性能好、无二次收缩。
为了得到光洁度高、热收缩性能好和管壁薄的扁状PVC热缩管,其配方复杂、制作工艺难度高、流水线设备工序多。由此使得各生产制造商所用的生产设备和生产工艺不尽相同,由于配方、工艺和设备的不同,所生产的产品性能有所差别,总的来讲,目前市面上的扁状PVC热缩管的管壁较厚且不均匀,使其纵向收缩率和横向收缩率较低,导致用户在将其用于应用产品的外包装时产生裂纹或皱褶。
发明内容
本发明要解决的技术问题是提供一种管壁厚度均匀、收缩性能好和对折后宽度大的扁状PVC热缩管及其制造方法。
为了解决上述技术问题,本发明采用的技术方案为:
本发明的扁状PVC热缩管,按重量百分比计,原料由以下组分构成:
进一步的,所述原料的组分为:
所述聚氯乙烯为天津大沽生产的型号为DG-800的PVC粉;
所述加工助剂为罗门哈斯K系列产品;
所述补强剂为中国台湾台塑生产的由甲基丙烯酸甲酯、丁二烯和苯乙烯构成的三元共聚物;
所述科莱恩蜡粉为瑞士Licowax公司出产的型号为PED191的超高分子量氧化改性聚乙烯蜡;
所述分散剂为日本花王分散剂,其是一种蜡状的乙撑双硬脂酸酰胺EBS;
所述內润滑剂为中国台湾百达7101/YG-16型号的滑剂;
所述热稳定剂为型号是SS-218的硫醇甲基锡热稳定剂;
所述增塑剂为非邻苯二甲酸酯类增塑剂。
所述热缩管的管壁厚度在30微米-40微米;热缩管的对折后宽度为 13.5mm-110mm。
所述热缩管的纵向收缩率10%-30%;横向收缩率45%-55%。
本发明的制作所述的扁状PVC热缩管的方法,其步骤如下:
1)采用平吹式流水生产线;
2)按重量百分比将以下原料加入混料搅拌机中,高速搅拌到130℃下料,冷却至45℃放料:
3)混合好的胶料经挤出机挤出,出料温度设定在175-185℃;
4)所述出料经初次成型模成形为呈圆管状的管状胶料;
5)所述管状胶料由设置在初次成型模出料口处的控温风盘吹出的聚焦气流降温后,进入具有设定长度的初冷降温段降温定型为热缩原管;
6)所述热缩原管经定径模具输出为对折后宽度符合设定要求的热缩半成品管;
7)所述热缩半成品管经加长型的拉伸定型段的充气操作和拉伸降温定型工艺构成管壁厚度符合设定要求且在室温下不产生收缩的成品热缩管;
8)成品热缩管经碾平装置滚碾为对折的扁状热缩管并由收料装置以成卷方式收卷包装。
所述的制作扁状PVC热缩管的方法中,所述初冷降温段的长度在 80cm-120cm,所述管状胶料由设置于该初冷降温段内且充满室温温度的冷水的水槽中穿过。
所述的制作扁状PVC热缩管的方法中,所述聚焦气流与所述管状胶料交叉点的轴向宽度在5mm-15mm。
所述的制作扁状PVC热缩管的方法中,所述充气工艺采用净化压缩气体在所述拉伸定型段对由定径模具输出的热缩半成品管进行间歇性充气,充入热缩半成品管中的气体由设置在定径模具之前的前级封气双筒碾压辊和设置在拉伸段之后的后级封气双筒碾压辊封堵在处于拉伸定型段的成品热缩管中。
所述的制作扁状PVC热缩管的方法中,所述拉伸段的长度不小于4.5米,在该拉伸段的中间位置设有允许所述成品热缩管穿过并对该成品热缩管予以支撑和滤水降温作用的支撑装置。
与现有技术相比,本发明对PVC热缩管流水线生产设备中多个环节进行改进,使得采用该流水线生产设备的PVC热缩管管壁厚度均匀、纵向和横向收缩率较佳,将热缩管对折平压成扁状热缩管后的宽度较大,而且热缩管的管壁表面平整、光滑明亮、无瑕疵斑点。
附图说明
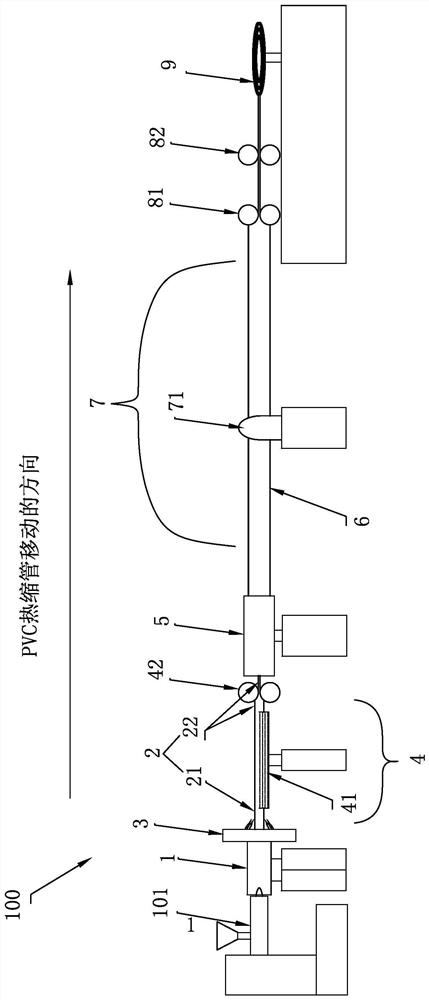
图1为本发明的PVC热缩管流水线生产设备示意图。
图2为本发明的初次成型模的外轮廓放大示意图(未装法兰盘)。
图2.1为图2中内模的示意图。
图2.2为图2.1的左视图。
图2.3为图2.1的剖视图。
图2.4为图2.3的右视图。
图2.5为图2中外模的剖视图。
图2.6为图2.5的左视图。
图3为本发明的控温风盘的放大示意图。
图3.1为图3的右视图。
图3.2为图3的爆炸示意图。
图4为本发明的定径模具的示意图。
图4.1为图4中外壳筒与内壳管分离状态图。
图4.2为图4的垂平面剖视图。
附图标记如下:
初次成型模1、内模11、注胶导流部111、前侧部1111、过渡部1112、后侧部1113、注胶定形导流柱112、外模12、中心孔道121、定位环部13、定位块14、胶料流道15、气体流动通道16、管状胶料2、前级原管21、后级原管 22、控温风盘3、底座盘31、增厚层311、圆心孔312、轴向通道313、盘筒32、筒部321、筒边322、闭合盖板323、进风口324、进风筒325、盘盖33、盖心孔道331、阻风墙34、底座隔板341、筒部隔板342、初冷降温段4、水槽41、双碾初压辊42、定径模具5、外壳筒51、内壳管52、轴向腔体53、原管移动通道54、隔板55、热水保温段56、热水进水口561、热水进水小孔562、冷热相隔段57、热水回水小孔571、热水溢流口572、冰水冷却段58、冰水进水口581、冰水出水口582、定型热缩管6、拉伸定型段7、支撑滤水装置71、前压辊装置 81、后压辊装置82、扁状热缩管9、流水线生产设备100、挤出机101。
具体实施方式
一、扁状PVC热缩管
本发明的扁状PVC热缩管采用吹膜生产工艺制成,其厚度可薄至30微米-40 微米,对折后(即将圆管压扁后)的宽度可达110mm,现有技术中的采用吹膜工艺生产的扁状PVC热缩管对折后宽度通常小于90mm。
热缩管的厚度越薄,档次越高,在将其用于用户产品外包装时,热缩管越薄,透明性越好,而且越薄成本也越低。
所述扁状热缩管9的纵向收缩率10%-30%;横向收缩率45%-55%。纵向收缩率是指将成品扁状PVC热缩管浸入95℃以上的热水后拿出,其纵向长度与浸入该热水前的长度相比,其收缩的比例;横向收缩率是指将成品扁状PVC热缩管浸入95℃以上的热水后拿出,其对折宽度与浸入该热水前的对折宽度相比,其收缩的比例。
按重量百分比计,生产该扁状PVC热缩管的原料由以下组分构成:
优选的原料组分为:
上述配方以制作透明热缩管为例。
制作扁状PVC热缩管的各原料的作用分别如下:
1、聚氯乙烯树脂粉(以下简称主料),采用天津大沽生产的型号为DG-800 的通用聚氯乙烯树脂(包括七型聚氯乙稀树脂粉和五型聚氯乙稀树脂粉);为了降低成本,配方中可将五型聚氯乙稀树脂粉(价格较七型聚氯乙稀树脂粉便宜许多)的量增加至1/2-2/3,虽然制成的PVC热缩管的强度略为降低、晶点相对较多,但可通过适当提高其它辅料(如补强剂、分散剂和内润滑剂)的比例来克服所产生的缺陷。
以下将加工助剂、补强剂、科莱恩蜡粉、分散剂、滑石粉、內润滑剂、热稳定剂和增塑剂合称为辅料。
2、加工助剂
采用罗门哈斯,K-130P,罗门哈斯K系列是聚氯乙烯(PVC)通用的加工助剂,加工助剂在PVC配方中所起是主要作用如下:1.促进PVC在低温熔融; 2.加强PVC熔融在内聚力和均质性;3.加强PVC熔融的强度,伸长率和弹性度; 4.减少PVC熔融脉动,促进表面光滑及表面品质;K-120P/125P/130P,在薄膜或热缩管加工中使用罗门哈斯K-120P//125P/130P可改善水波纹现象。
3、补强剂
采用中国台湾台塑M-41,提高抗冲击性能,改善产品的物理强度及耐候性。中国台湾台塑 MBS树脂是甲基丙烯酸甲酯(M),丁二烯(B)及苯乙烯(S)的三元共聚物,它具有典型的核-壳结构。由于其溶度参数与PVC相近,故两者的热力学相容性好,表现为PVC在室温或低温下具有很高的抗冲击强度。并且由于它与PVC折光指数相近,故当两者共混熔融以后,容易达到均一的折射率,因此用MBS做PVC的抗冲改性剂不会影响PVC的透明性。所以MBS是PVC制取透明制品的最佳材料。另一方面,由于其与PVC相容性好,在室温或低温下具有很高的抗冲击性,故也适用于非透明性的各种制品。据资料介绍,当PVC中加入MBS树脂时,可使其制品的抗冲击强度提高,同时还可以改善制品的耐寒性和加工流动性。因此, MBS作为PVC抗冲改性剂得到了广泛应用。此外,它还具有良好的着色性,可用于制作盛装容器、管材、板材、室内装饰板和软质制品等。
4、科莱恩蜡粉
为瑞士Licowax公司出产的型号为PED191的超高分子量氧化改性聚乙烯蜡;科莱恩蜡粉Licowax PED191 flakes是一种超高分子量氧化改性聚乙烯蜡,主要应用在PVC和乳化蜡行业。在PVC行业应用中,科莱恩蜡粉Licowax PED191 flakes具有加速塑化,超强外润滑脱模效应。主要特点优势是不影响PVC透明度。在乳化蜡行业,科莱恩蜡粉LicowaxPED191 flakes很容易乳化,乳化后的蜡乳液可以在水性涂料,脱模剂,纺织等行业应用。
5、分散剂
所述分散剂为日本花王分散剂,其是一种蜡状的乙撑双硬脂酸酰胺EBS;其特性是高熔点,熔融状态下粘度极低。因此,在热塑性塑料行业PVC、ABS、PA,被广泛用作分散剂和脱模剂。
6、滑石粉(3000目超细粉)
将滑石粉母料添加到PVC塑料里,可显著提高PVC制品的刚性和耐蠕变性、硬度和耐表面划伤性、耐热性和热变形温度,相当细度的滑石粉亦能提高塑料制品的冲击强度。并且添加后还具有润滑作用,能起流动促进作用,提高PVC 塑料的加工工艺性。
7、内润滑剂
为中国台湾百达7101/YG-16型号的滑剂;YG--16塑料內润滑剂是由精炼油经酯化、水解等过程制得的聚酯肪酸脂,无毒、适用于生产食品、医药等所需包裝物用的透明硬片产品、PVC管材,工程塑料等,能改善PVC加工进程自由流动性能,內部润滑相容性好。
8、热稳定剂
为型号是SS-218的硫醇甲基锡热稳定剂;硫醇甲基锡热稳定剂,硫醇甲基锡热稳定剂是稳定性能最好的品种。应用于PVC挤出、压延、吹塑及注塑的各类制品中,具有优异的初期着色性、透明性和热稳定性,为聚氯乙烯薄膜、片材、板材、粒料、管材、管件和型材等制品的关键助剂。
9、增塑剂
为非邻苯二甲酸酯类增塑剂。DINCH:(中文名:环己烷1,2-二甲酸二异壬基酯)hexamoll dinch是一种创新的非邻苯二甲酸酯类增塑剂,专为PVC的敏感性应用而开发。在欧洲经过严谨的毒理测试,它优异的毒理特性使之成为玩具、食品包装、医疗用品等敏感软质PVC产品的第一选择。
以下结合图1-图4.2对本发明的流水线生产设备及热缩管的制造方法作详细说明。
二、制作本发明的扁状PVC热缩管的流水线生产设备100和相应的工艺流程
如图1所示,上述流水线生产设备100采用平吹式的流水生产线,即由挤出机101挤出PVC胶料至成品扁状PVC热缩管收卷为水平设置的直线式流水作业(而且所生产的热缩管是通过对管膜吹气拉伸工艺完成的,相较于通过双向拉伸PVC薄膜之后再合掌为热缩管的工艺而言,吹膜工艺制作的热缩管的管壁上无折叠线痕),其相较于竖吹式(多个工艺流程采用垂直设置的直线式流水作业)的流水生产线而言,胶料或胶管会受自身重量的影响易导致胶管弯曲和管壁的薄厚不均匀等缺陷,因此,采用平吹式的流水线设备生产扁状PVC热缩管的难度较高,虽然如此,但其具有的优点是明显的,如无需较高层高的厂房,设备方便安装,作业人员的操作面安全方便。
本发明的流水线生产设备100采用了多个特殊工艺,使得其克服了平吹式的流水生产线容易导致的扁状PVC热缩管弯曲、管壁较厚且不均匀和对折后的宽度较窄以及纵向、横向收缩率较小的产品缺陷。该流水线生产设备100可生产对折后宽度在13.5mm-110mm之间的扁状热缩管9。
1、混料机(包含热锅和冷锅)
该混料机采用锥式漏斗型的混料机,将制作热缩管的主料和辅料加入热锅中混料,粉体主料和辅料在常温下加入,液体辅料在粉料经搅拌至85℃时加入,之后高速搅拌到130℃下料至冷锅,再冷却至45℃放料备用。
2、挤出机101
采用卧式机,其为常规所用的挤出机101,其挤出的胶料温度设定在 175-200℃,优选为180℃。
3、初次成型模1(也称热模)
如图2-图2.6所示,初次成型模1通过法兰盘(也称压模盖板)固接在该流水线生产设备100的机架上。
其连接在挤出机101胶料的出料口,由挤出机101挤出的胶料经该初次成型模1的挤压形成圆管状的管状胶料2输出,输出的管状胶料2的温度在 160-200℃。
本发明的初次成型模1由可快速拆装且无内部死角的内模11与外模12构成,与现有技术中的复杂且由若干部件层层套置构成的初次成型模1相比,其优点是缩短拆装时间、延长单次使用周期,大大延长其清洁一次后的使用时间 (模具经较长时间使用后,其内腔中会堆积不少失去效力的胶料,需要进行清洗)。
本发明的初次成型模1为钢材所制,其前端连接在胶料挤出机101的出料口上,其后端悬空设置并将胶料成形为管状胶料2(以下将由初次成型模1刚挤出的管状胶料2称前级原管21,将前级原管21经之后的初冷降温段4工序冷却后的管料称为后级原管22,即定型原管)输出,其由内模11与外模12套接装配在一起组成。
1)内模11
内模11的输入端通过卡接连接块与所述挤出机101的胶料输出端密封固接,其输出端套置在外模12内。
内模11由两部分组成,分别为注胶导流部111和定位环部13,注胶导流部 111由前至后(挤出机101挤出胶料的一侧为前,胶料运动方向指向的一侧为后,下同)引导由挤出机101挤出的胶料沿其表面定向向后流动,定位环部13将注胶导流部111以悬空方式固定套接在外模12内,而且在定位环部13与注胶导流部111之间设置允许所述胶料穿过的通道(以下称胶料流道15)。
a.注胶导流部111,分为前侧部1111、过渡部1112和后侧部1113。
前侧部1111为锥高较短的圆锥体,该圆锥体的顶点指向前。
后侧部1113为锥高较长的圆锥体,该圆锥体的顶点指向后,在该圆锥体的顶点处设有沿轴线向后延伸且呈圆柱形的注胶定形导流柱112,注胶定形导流柱 112的长度在20-40mm。
过渡部1112呈圆柱体,其两端分别与前侧部1111和后侧部1113相接,即,其为前侧部1111与后侧部1113之间的过渡区。为了拆装方便,本发明优选的过渡部1112分两段,分别为前过渡段和后过渡段,前过渡段与前侧部1111为一体结构,后过渡段与后侧部1113为一体结构,前过渡段与后过渡段可通过螺纹连接或公母扣连接结构固接。
前侧部1111的锥高为后侧部1113的锥高的1/5-1/4,前侧部1111的底面直径、过渡部1112的外径和后侧部1113的底面直径三者相同。
b.定位环部13
呈圆环形,其环绕过渡部1112的外壁周向设置,定位环部13沿径向的厚度在10-20mm,沿轴向的宽度在15-25mm,定位环部13的里侧与过渡部1112外壁之间的间隙(即所述的胶料流道15)在5-10mm(上述定位环部13的径向与轴向的具体厚度尺寸或宽度尺寸以及所述的胶料流道15径向尺寸视制作不同直径的管状胶料2使用的模具而定)。
在定位环部13的里侧周壁与过渡部1112的外周壁之间,沿周向均匀间隔设有至少三个定位块14,定位环部13、定位块14和过渡部1112为一体结构。本发明优选方式为:将定位环部13设置在过渡部1112的前过渡段外围,定位块14为四个。
胶料由相邻两个定位块14之间的胶料流道15从前侧部1111注入后侧部 1113。
c.气体流动通道16
为了避免胶料初次成形为管状胶料2时导致的管内壁间收缩粘连以及对管状胶料2管径进行定型,在内模11上设置将管状胶料2撑开所需气体的气体流动通道16。
该气体流动通道16从前至后由三段构成。
第一段设置在定位环部13与过渡部1112之间。在所有所述定位块14中至少一个定位块14上开设有沿径向走向的内置通道,在与该定位块14相接的过渡部1112上也开设有一条沿径向走向的内置通道,同时,在该定位块14相接的定位环部13上开设有进气孔,将定位环部13上的进气孔、定位块14上的内置通道和过渡部1112上的内置通道连通即构成该第一段的气体流动通道16。所述进气孔通过外置的气管、调气阀、泄压阀与供气设备相接。
第二段设置在后侧部1113的圆锥体内。在后侧部1113上内置一条沿其轴向由前向后延伸的锥内通道,该锥内通道的前端与第一段的气体流动通道16相通,其后端延伸至注胶定形导流柱112。
第三段设置在所述的注胶定形导流柱112内。在注胶定型导流柱上内置一条沿其轴向走向的柱内通道,该柱内通道的出气孔设置在该注胶定型导流柱的后端面上,柱内通道的前端与第二段的气体流动通道16相通。出气孔的孔径在 2.0-4.0mm。
将气体吹入管装胶料的过程为:气体由进气孔进入气体流动通道16并经出气孔吹出,以使管状胶料2内的气压保持在设定的范围内(注:为了保持管状胶料2内的气体不泄漏,在之后的初冷降温段4的尾部设有双碾初压辊42,双碾初压辊42由初压上辊与初压下辊相切组成,管状胶料2由初压上辊与初压下辊之间穿过,由此避免管状胶料2中的气体外泄),当管状胶料2内的气压超过设定值时,通过设在外置的气管上的泄压阀释压。管状胶料2内的气压大小视最终的成品热塑管的横向收缩率的大小进行调节。横向收缩率大了,将进气量调大些,反之,则将进气量调小些。
横向收缩率是指拉伸膨胀定型后的成品热塑管相对定型原管的收缩率,是将成品热塑管浸入热水中,看其收缩的程度。定型原管成管时的温度为室温(温度在15-30℃),将成品热塑管置于95℃温度下,其受热会收缩,其直径基本上缩至定型原管的尺寸。即:成品热塑管(是指其直径符合设计要求的热塑管) 的横向收缩率大了,意味者定型原管的直径小了,此时应将吹气量调大些,使得定型原管的直径变大些。
具体测试:剪切一小段扁状热缩管9样品置于95℃热水后,其宽度与浸入热水之前的宽度的比值的百分率。
2)外模12
外模12的外形轮廓为圆柱形。其前端面为敞口,其后端面为闭合平面,其具有圆锥体的中空内腔,中空内腔的腔壁和内模11的注胶导流部111的外壁均为光滑面,以利于胶料流动,在所述中空内腔的腔底的中央设有圆柱形的中心孔道121。
外模12的外径与定位环部13的外径相同,外模12敞口处的壁厚最好与定位环部13的壁厚相同,这样,既有利于胶料沿内模11的注胶导流部111表面平滑无阻顺畅地流动,还可得到外形轮廓齐整且呈圆柱形的外观。
3)内模11与外模12的装配。
将内模11的后侧部1113和过渡部1112的后过渡段插入外模12的中空内腔中,所述后侧部1113端部的注胶定形导流柱112插入并定位在外模12中空内腔腔底上的中心孔道121内,注胶定形导流柱112的后端面与外模12后端面齐平,注胶定形导流柱112的外壁与中心孔道121的孔内壁之间留有间隙,以下将由该间隙构成的圆环空间体称为胶管成形流道,胶管成形流道外缘直径的大小决定胶料初次成形为所述前级原管21的外径大小,胶管成形流道的径向间隙大小决定挤出的前级原管21的密度,该结构的胶管成形流道可有效控制前级原管21的密度,为掌控成品热缩管的拉伸定型延展裕度提供了帮助。本发明优选胶管成形流道的径向间隙为0.5mm。
所述中心孔道121的长度略小于设置在内模11后端的所述注胶定形导流柱 112的长度,其差值为2-3mm,这样设置可使胶料无瓶颈阻力的很顺畅地流入所述胶管成形流道。
内模11的后侧部1113的圆锥体形状与中空内腔的锥体形状相似,但大小不同,后侧部1113的圆锥体的外壁与中空内腔腔体的内壁之间为胶料被挤压由前向后移动的胶料流动通道。
针对所述定位块14的进一步改进:为了减小定位块14对胶料流动产生的阻力,定位块14设置成棱柱形,棱柱形的两个底分别与定位环部13的内壁和过渡部1112的外壁相接,棱柱形的每个侧面相对胶料流动方向为一个倾斜面。
4)前级原管21的成形过程。
挤出机101将熔融状的胶料注入初次成型模1内,该胶料在内模11前侧部 1111的圆锥体分流下,由前至后途经所述胶料流动通道至中空内腔腔底的所述的胶管成形流道处被高压挤出并形成圆管状的胶料,同时,在所述出气孔吹出气体和拉伸力的作用下,由初次成型模1出来的管状胶料2由粗变细变长,将变细变长的管状胶料2称为所述的前级原管21。
4、控温风盘3
如图3-图3.2所示,成形后的前级原管21温度较高(通常在180℃左右) 且具有较大的塑性回弹力,因此,需要对其进行冷却,以使其收缩性受到一定的制约。
现有技术中的冷却方式有两种:水冷和风冷。
现有技术中的水冷:前级原管21由冷水中穿过,当形成的前级原管21管径较粗,管内中空容积较大时,其会漂浮在冷水水面上,由此,不能达到均匀冷却的效果。另外,仅用水冷,易导致热缩管的管壁上出现水流痕迹,影响成品热缩管的外观。
现有技术中的风冷:通过风机对前级原管21进行降温,其缺点是风力大小不好控制、针对前级原管21而言,其圆周方向受到的吹风力度不易达到均匀。
而本发明的控温风盘3套接在初次成型模1上,其产生的冷风以空心圆锥体的形状聚焦于前级原管21的设定段(本发明优选该设定段位于距初次成型模 1出料口的100mm以内)上,其可使前级原管21得到风速大小和均匀度可控的冷风气流,可对前级原管21进行定位集中降温,前级原管21在成形后的较短时间内,尽快降低其塑性变形量,避免其受重力影响发生不良的形变。其优点是风速均匀、集中、柔和以及降温快。
采用本发明的控温风盘3对前级原管21进行降温后,生产的PVC热缩管的管壁厚度可薄至30-40微米,其为超薄产品。现有技术中的水冷和风冷因降温不均匀,易致热缩管管壁厚薄不均匀,因此,热缩管的管壁厚度很难做的很薄 (因厚度不均匀所致,即,若针对较厚部分设定拉伸牵引力,则易导致较薄的部分撕裂)。
本发明控温风盘3的具体结构:
其由铝合金或不锈钢材料制作的底座盘31、盘筒32和盘盖33构成,底座盘31的外径在40-80cm,优选60cm,盘筒32的轴向长度在8-20cm,优选10cm,盘筒32的外径小于底座盘31的外径,其内径在35-75cm。
底座盘31、盘筒32和盘盖33组装在一起后,底座盘31与盘盖33分别固接在盘筒32的前端部和后端部,可在底座盘31与盘盖33之间构成一个内部空腔,在盘筒32周壁上设有进风口324,进风口324通过进风筒325与外置的冷风机相接。在该内部空腔里的临近盘筒32周壁的位置设有阻挡进风筒325从进风口324直接吹入内部空腔内的中央区域的阻风墙34(阻风墙34可以是沿盘筒 32内侧周向延伸设置的多道点阵式的短边隔墙(间断式的),也可以是沿盘筒 32内侧周向设置的多道圆环形的闭环隔墙),由进风口324吹入的冷却风需拐几道弯才可进入内部空腔的中央区域,其可产生的优点是在中部区域形成一个气体流量均匀、速度可控的恒压气体空间。
1)底座盘31
底座盘31固定在该流水线生产设备100的机架上,底座盘31为圆盘状,在底座盘31的中心设有圆心孔312,在底座盘31内侧面上位于圆心孔312的周边设有向内部空腔延伸的增厚层311(与底座盘31一体结构),该增厚层311沿轴向的外轮廓形状为圆台形,圆台形的大径底面与底座盘31相接,圆台形的小径底面延伸至内部空腔,在增厚层311上设有与圆心孔312相同轴线且相通的轴向通道313,轴向通道313的内径略小于所述圆心孔312的孔径。
以下将圆心孔312称为入模孔位,即该入模孔位是用于将初次成型模1与该控温风盘3精确对位的平台,安装时,将初次成型模1的外模12的后端嵌置于该入模孔位内。初次成型模1的外模12的外径应略小于入模孔位的孔径,本发明选择其间的差值在3.0mm-7.0mm。圆心孔312的轴向长度在20mm-30mm,轴向通道313的轴向长度在20mm-30mm,轴向通道313的轴向长度宜短不宜长,如此,将初次成型模1的外模12置于入模孔位后,初次成型模1外模12的后端面接近该控温风盘3的出风面(即接近所述盘盖33的后端面),这样由初次成型模1挤出的前级原管21不会在室温环境下暴露过长时间(即在没有冷风降温的环境中移动的行程过长)而得不到及时降温导致其快速收缩。
在底座盘31的内盘面(即置于内部空腔内的底面)上临近底座盘31盘边的位置,设有沿轴向向后延伸且呈环形状的所述阻风墙34(以下称底座隔板 341),在底座盘31径向方向上,底座隔板341可以为二道、三道或更多道。
2)盘筒32
为中空筒状,其分为三部分,分别为筒部321、筒边322和闭合盖板323。
筒部321为中空柱形。
筒边322为设置在筒部321的前端面(与底座盘31相接的一面)且沿径向向外凸出。
闭合盖板323为设置在筒部321的后端面上且沿径向向筒部321轴线延伸的圆盘,在闭合盖板323的中央开有后盖孔,后盖孔的孔径在100mm-300mm,后盖孔的孔周边为沿轴向向内部空腔延伸的后盖筒,在后盖筒的内壁上设有内螺纹。
所述进风口324设置在筒部321的筒壁上,进风口324至少为两个并沿筒部321圆周方向间隔设置。本发明优选四个进风口324,其中,相邻两个进风口 324之间的圆心角在90度。
在所述筒边322和所述底座盘31的周边间隔设有螺孔,通过螺栓将筒边322 与底座盘31密封固接在一起(在筒边322与底座盘31之间可设置环形的密封垫圈)。
在闭合盖板323的内板面(即置于内部空腔内的板面)上临近闭合盖板323 边侧位置设有沿轴向向前延伸且呈环形状的所述阻风墙34(以下称筒部隔板 342),该筒部隔板342与所述底座隔板341在盘筒32径向方向上间隔重叠设置 (为了避免由进风口324吹入的空气直接进入内部空腔内的中央区域,筒部隔板342或底座隔板341在径向方向将该进风口324遮掩住),而且,筒部隔板342 和底座隔板341的轴向长度均小于闭合盖板323的内板面至底座盘31的内盘面之间的距离,即将筒部321与底座盘31安装在一起时,在筒部隔板342的前端面至底座盘31的内盘面之间留有允许空气由筒部隔板342一侧流动至另一侧的气流窗孔,同样,在底座隔板341的后端面至闭合盖板323的内板面之间也留有允许空气由该底座隔板341一侧流动至另一侧的气流窗孔。
即:在进风口324至内部空腔内的中部区域之间因底座隔板341与筒部隔板342的交错设置形成至少一个进风弯道,也就是说,由进风口324吹入的空气在底座隔板341和筒部隔板342的阻挡下,一方面消耗部分风能,降低其流速,另一方面部分受阻气流会沿底座隔板341和筒部隔板342的周向流动分配 (避免由多个进风口324直接吹入该中央区域形成湍流),之后,再穿过所述的进风弯道缓缓进入中央区域,从而在中部区域形成较稳定的、气体流量均匀的、接近恒压的气体空间。
筒部隔板342或底座隔板341与所述进风口324之间相隔30mm-60mm。
3)盘盖33
其安装在所述盘筒32的闭合盖板323的后盖孔上,其与后盖筒内壁上的内螺纹以螺纹旋接方式连接且可在该后盖筒内作前后移动。
其形状既可为具有一定厚度的平板,也可为带有周边筒的平板(该周边筒是在平板的外周边设置的沿盘盖33轴线方向延伸一小段长度的圆周壁,该周边筒与平板为一体结构),在盘盖33的外周壁上设有外螺纹,在盘盖33的外表面 (即后侧外表面)上设有多个有利于操作人员旋拧其旋转的把手或拨柱,在将盘盖33旋接于后盖筒内时,操作人员旋转拨动所述把手或拨柱即可将盘盖33 旋接在所述后盖筒内。
在盘盖33中心设有圆形的盖心孔道331,盖心孔道331与底座盘31上设置在增厚层311内的所述轴向通道313同轴线设置,盖心孔道331由后至前的孔道内径由小到大,其内空形状为圆台形,该圆台形与所述增厚层311的圆台形为大小不同的相似形,当将盘盖33、盘筒32和底座盘31组合安装到一起后,盖心孔道331套接在所述增厚层311的外壁上,增厚层311内的轴向通道313 的后端接近盖心孔道331的后端面,盖心孔道331与增厚层311的外壁的径向间隙在圆周方向上形成一个具有一定厚度的中空圆台形的空腔通道,该空腔通道即为由所述内部空腔向外吹出冷却气体的气流通道,该气流通道可使吹出的冷却气体的形状变为锥形气流,优选气流通道的间隙宽度在5-25mm。该结构可使由控温风盘3吹出的用于对前级原管21进行降温的冷却气体的气流沿前级原管21周向均匀、平稳且聚焦在前级原管21上设定的位置,其对快速降低前级原管21的塑性回弹力具有较好的效果。
通过调节盘盖33在后盖筒内移动的距离可以调节所述气流通道的间隙的大小,同时,也调节了冷却气流聚焦在前级原管21上的轴向长度,该轴向长度的设定视生产的热缩管管径的大小而定,即在管径要求较大时,前级原管21的热容量高,轴向长度和气流压力可适当调大些,以此达到快速降温的效果,本发明优选轴向长度在20mm-40mm。
控温风盘3要达到的目的如下:
1)由初次成型模1挤出的前级原管21,温度较高,需要对其进行降温,降温后,可以有效提高前级原管21的刚度,避免其在向后的移送过程中受重力作用导致原管弯曲、管壁厚度不均匀。
2)将控温风盘3与初次成型模1装配好后,被挤出的前级原管21在拉伸装置的牵引下由所述盘盖33上的盖心孔道331穿出,此时,由设置在盘筒32 筒部321的筒壁上的进风口324吹入的冷却气体经底座隔板341和筒部隔板342 分散均匀后,在所述内部空腔内的中央区域形成气体恒压区,其中的空气在压差的作用下由所述气流通道匀速吹出。
3)吹出的气流形成圆锥形的气流柱,气流柱的圆锥顶点聚焦在前级原管21 上设定的位置,由此实现沿前级原管21圆周方向上对其进行均匀、稳流的快速降温目的。
5、初冷降温段4
如图1所示,主要是一段长度在80cm-120cm内注有循环冷却水的水槽41,冷却水的温度在15-30℃,经控温风盘3降温后的前级原管21以浸入水槽41中的方式穿过该水槽41再次进行降温。
在水槽41的前后两侧壁上设允许前级原管21穿过的缺口,再在两个缺口上设置吸水纤维棉,前级原管21由吸水纤维棉缠绕的封水圈穿过,置于水槽41 中的前级原管21上搭盖多层吸水纤维棉,该结构设置既可避免水槽41中的冷却水由缺口处快速流出,又可使前级原管21完全浸入冷却水中,以此获得较好的冷却效果。
前级原管21经该初冷降温段4构成基本定型的后级原管22(也称热缩原管),该后级原管22即为日后成品热缩管在应用时遇热收缩的原管尺寸。
在进入定径模具5之前,基本定型的后级原管22的温度与室温相当,其由上下设置的大直径的双碾初压辊42(也称前级封气双筒碾压辊)之间穿过,双碾初压辊42由初压上辊与初压下辊组成,初压上辊与初压下辊相切,初压上辊为胶轮,初压下辊为钢轮,初压上辊与初压下辊采用刚柔搭配结构的辊,既可将后级原管22的热量快速导走(钢轮导热快),又可压实后级原管22并去除管壁上的水珠(将后级原管22压实后,在之后的拉伸定型工序对管内充气时,可避免管内气体从初压上辊与初压下辊之间向前级原管21方向漏气)。
初压上辊与初压下辊的直径优选180mm(直径大了易散热),其间相向转动。
6、定径模具5(也称水模)
如图4-图4.2所示,定径模具5的作用是:将管径较小、管壁较厚的后级原管22经充气和拉伸后变为管壁较薄、管径符合要求的定型热缩管6(也称热缩半成品管)。
定径模具5由不锈钢材质制作,其由圆柱形的外壳筒51、内壳管52和后级原管22进入定径模具5内的入管嘴三部分组成。外壳筒51与内壳管52均为中空筒状,两者为可分离的部件,外壳筒51套在内壳管52之外,外壳筒51和内壳管52的两端面均为敞口,以下将外壳筒51的中空内腔称为轴向腔体53,将内壳管52的中空内腔称为原管移动通道54。
轴向腔体53与原管移动通道54同轴设置。原管移动通道54的内径决定所生产的定型热缩管6的外径。
1)内壳管52
内壳管52的外径小于轴向腔体53的内径,其间的差值在10mm-40mm,原管移动通道54的内径略大于定型热缩管6的外径,本发明优选定型热缩管6的外径为原管移动通道54的内径的99%。
在内壳管52的外圆周壁上,沿其轴向间隔固接有多个隔板55,当将内壳管 52插入外壳筒51内时,每个隔板55的外周缘与外壳筒51的内壁之间密封相接,由此,将内壳管52的外壁与外壳筒51的内壁之间的所述轴向腔体53沿轴向方向分割为多个相互密封的空腔段,这些空腔段由前至后(后级原管22进入该定径模具5的方向为前,后级原管22由该定径模具5出去的方向指后,下同)分别为热水保温段56、冷热相隔段57和冰水冷却段58,热水保温段56用于将进入原管移动通道54内的后级原管22进行软化,冷热相隔段57用于将软化后的后级原管22在充入该后级原管22内的气体的作用下膨胀为定型热缩管6所要求的厚薄及管径规格的后级原管22,冰水冷却段58用于对厚薄和管径基本符合要求的后级原管22进行冷却定型。
2)外壳筒51
在与所述热水保温段56对应的外壳筒51的筒壁的前部设有热水进水口561 (热水的水温控制在95±2℃),在与热水保温段56对应的内壳管52的管壁的后部设有若干个热水进水小孔562,由热水进水口561进入热水保温段56的热水经所述热水进水小孔562进入原管移动通道54内。
在与所述冷热相隔段57对应的外壳筒51的筒壁的后部设有热水溢流口572 (采用溢流方式可确保热水充满于热水保温段56和冷热相隔段57),在与冷热相隔段57对应的内壳管52的管壁前部设有若干个热水回水小孔571,进入原管移动通道54内的热水由热水回水小孔571进入冷热相隔段57再经所述热水溢流口572排至外壳筒51之外。
在冰水冷却段58对应的外壳筒51的筒壁的前部和后部分别设有冰水进水口581(冰水的水温控制在10-15℃)和冰水出水口582,该冰水冷却段58与内壳筒内的原管移动通道54之间为密封结构,即进入冰水冷却段58的冰水由冰水进水口581进入冰水冷却段58经该冰水冷却段58腔体由冰水出水口582排至外壳筒51之外。
3)入管嘴
入管嘴由堵头封板和设置在堵头封板上向外延伸的嘴管一体构成,堵头封板密封连接在外壳筒51与内壳管52的前端面上,嘴管的内径与初次成型模1 输送过来的后级原管22的外径适配,生产时,后级原管22由所述嘴管进入该定径模具5的原管移动通道54内。
4)定型热缩管6的成型过程
上述原管移动通道54用来输送由初冷降温段4(在初次成型模1之后的工艺段)传送过来的未经拉伸的后级原管22。热水保温段56和冷热相隔段57注入热水用于对与该段对应的原管移动通道54内的后级原管22进行保温(使该段的后级原管22处于软膨胀状态)。进入该段原管移动通道54内的后级原管22 温度处于室温状态,在成为定型热缩管6前需要对其进行加热软化,在气体充胀和拉伸力的作用下(该气体是由之后的二次成型的拉伸定型段7充入的,充入的气体由后向前充胀),软化后的后级原管22的管径变大至接近原管移动通道54的内径,管壁变薄至对定型热缩管6要求的规格。冰水冷却段58注入冷水用于对与该段对应的原管移动通道54内管径变大的后级原管22进行快速冷却,以降低后级原管22软化后的塑性回弹力,即提高后级原管22的刚度(冰水定型),使其由该定径模具5移出后,其管径大小和管壁厚薄基本达到定型热缩管6要求的尺寸规格。经定径模具5定型后的热缩管形状稳定、轴向偏差小、管壁软硬适度、定型好和放置久了不扭曲。
由于进入原管移动通道54内的后级原管22在注入后级原管22内的气体的作用下膨胀,当该后级原管22移动至冰水冷却段58后,此段的后级原管22的管壁基本上以紧贴在原管移动通道54的内壁的方式向后移动,所以,由热水进水口561进入原管移动通道54内的热水在冰水冷却段58与冷热相隔段57交界处受到阻力,该部分热水不能进入冰水冷却段58对应的原管移动通道54内,而只能由阻力较小的热水回水小孔571排出。
定径模具5的长度优选280-330mm,热水保温段56和冷热相隔段57的长度基本相同,冰水冷却段58的长度相当于热水保温段56与冷热相隔段57的长度之和,冰水冷却段58的长度越长,冷却定型越好。
上述热水和冷水均由前进入,由后流出,而且,均为下进上出。下进上出的好处:进入三段的热水和冷热处于充满该三段腔体的状态,若反过来,易导致三段腔体内的水未充满对应的腔体的情况下即排出。前进后出的好处:按热冷顺序,有利于对后级原管22的软化、膨胀和定型。
采用本发明的定径模具5生产的热缩管定型较好,不易产生弯曲变形。
7、拉伸定型段7
如图1所示,是将定径模具5输出的定型热缩管6,在充气状态和室温环境下,通过向后拉伸力使其移动4.5-5.5米,由此,使定型热缩管6的管壁进一步变薄,使其温度降至室温,同时,在牵引力的作用下使定型热缩管6的纵向收缩率进一步增大。
现有技术的热缩管制作工艺中的拉伸定型段7,定型热缩管6在室温下移动距离在1-1.5米,距离较短是由于其管壁较软,在重力的作用下,热缩管会产生弯曲变形。而本发明能采用4.5-5.5米的长度,是由于前级原管21经初冷降温段4和定径模具5的加长型的冰水冷却段58充分降温使其管壁的刚度得到提高,从而使其在较长距离悬空移动不会产生弯曲变形的现象,另外,拉伸定型段7的长度越长,向管内充气(净化压缩气体)一次维持的时间也越长(本发明充一次气可维持8-12小时),即无需作业人员频繁的向管内充气,有效提高生产效率。
为了使定型热缩管6在该拉伸定型段7平稳移动,在该拉伸定型段7的中间位置设置支撑滤水装置71,其由支撑在地面上的支撑杆和设置在支撑杆顶部的滤水棉组成,移动中的定型热缩管6穿过滤水棉绕制的过管孔由前向后移动。
8、碾扁装置
如图1所示,将移动到拉伸定型段7的尾端的定型热缩管6称为成品热缩管,由于管状的热缩管难以包装、运输,因此,需将其压扁后卷成卷后包装存放。
本发明的流水线生产设备100是在拉伸定型段7的尾端设置前压辊装置81 和后压辊装置82。
1)前压辊装置81(也称后级封气双筒碾压辊),由大直径的前压胶辊和前压钢辊组成,前压胶辊与前压钢辊上下设置并相切,前压胶辊与前压钢辊采用刚柔搭配结构的辊,既可将成品热缩的热量快速导走(钢轮导热快),又可压实成品热缩管并去除其管壁上的剩余水珠(将成品热缩管压实后,可确保拉伸定型段7充入定型热缩管6内的气体存留在双碾初压辊42至该前压辊装置81之间的定型热缩管6内)。
前压胶辊与前压钢辊的直径优选180mm(直径大了易散热),其间相向转动。
2)后压辊装置82,位于前压辊装置81之后且间隔约30-50cm的距离,其由大直径的后压胶辊和后压钢辊组成,后压胶辊与后压钢辊上下设置并相切,其主要作用是对经前压辊装置81碾压并去除水珠且呈扁状的热缩管进行再次碾压定型,使其成为可成卷包装且为室温状态的扁状热缩管9。
上述前压辊装置81中的前压胶辊和后压辊装置82中的后压胶辊均通过汽缸传动机构上下移动,其优点是辊子受力均匀平衡,使前压胶辊与前压钢辊之间、后压胶辊与后压钢辊之间能够以相切方式接触。
9、滑差结构
在对扁状热缩管9进行收带(也称收卷)的过程中,有时会出现卷带(扁状热缩管9)松紧不一,松了则导致成品卷不紧凑,包装运输过程中易使扁状热缩管9损坏。紧了则易在收卷的过程中导致扁状热缩管9断裂。本发明的滑差结构设置在收卷电机的输出轴上,当出现收带阻力较大时,该滑差结构使电机空转,以防止管带断裂。
- 扁状PVC热缩管及其制造方法
- 用于生产扁状PVC热缩管的流水线设备