一种高精度单轴机械手排线倒纱机
文献发布时间:2023-06-19 11:30:53
技术领域
本发明涉及一种纺织机械领域,特别是一种高精度单轴机械手排线倒纱机。
背景技术
目前,一般编织厂、纺纱厂、针织厂等生产出来的半成品,在进行下道工序前需要一次倒纱,这个辅助设备是决定下道工序的生产质量、生产效率、节能降耗的关键。例如污水处理的编织线,钩出或编出的线要求很精密,其缝隙以纳米作单位,在进行倒纱时一般用倒纱机实施倒纱。图1为现有技术的倒纱机,包括:收线架(1-14)、马达(1-4)、马达皮带轮(1-5)、收线轴带轮(1-1)、光杆排线带轮(1-3),收线盘轴(1-18),轴座(1-2),光杆排线器(1-13),布线轴(1-11),布线轴过轮(1-7),布线轮架(1-6),排线轮(1-10)、排线轮架(1-9),放线架(1-8),放线盘轴(1-17),收线盘(1-16),放线盘(1-15)。
收线架(1-14)下方连接有马达(1-4),马达输出轴上连接马达皮带轮(1-5);收线架(1-14)上方连接有轴座(1-2),轴座(1-2)上套有收线盘轴(1-18),收线盘轴(1-18)被套有收线盘(1-16)和收线轴带轮(1-1),收线轴带轮(1-1)与马达皮带轮(1-5)通过三角带连接;在收线架(1-14)上方还连接光杆排线器(1-13)和布线轮架(1-6);在布线轮架(1-6)侧面设有对放的两个布线轴过轮(1-7),布线轴(1-11)位于对放的布线轴过轮(1-7)之间,布线轴(1-11)经连接板(1-12)与光杆排线器(1-13)连接,在布线轴(1-11)上设有排线轮架(1-9),排线轮架(1-9)上连接有排线轮(1-10);在收线架(1-14)一侧适当处设有放线架(1-8),放线架(1-8)设有放线盘轴(1-17),放线盘轴(1-17)被套有装满纱线的放线盘(1-15)。
工作时,马达运转带动马达带轮运转,马达带轮运转经三角带带动收线轴带轮运转,收线轴带轮带动收线盘和光杆排线运转,光杆排线器带动布线轴往复排线,放线盘内的编织线经过排线轮进入收线盘,收线盘的运转将编织线倒缠在收线盘上,完成倒纱。
存在的缺点:由于现有技术倒纱机传动为三角带传动,所以传动易打滑失效,收线与排线同步,从而造成排线导程不均匀,编织线叠压,产品变形。由于排线为光杆排线器,配合间隙大,所以排线容易晃动,排线精度低、误差大,对于污水处理高精度编织线出现废品多,无法使用,从而严重影响产品质量和线盘的容,降低生产效率。
发明内容
本发明的目的是要提供一种高精度单轴机械手排线倒纱机,解决现有倒纱机的排线导程不均匀,编织线叠压,产品变形的问题。
本发明的目的是这样实现的:排线倒纱机包括:机架、马达、马达同步轮、过桥同步轮、收线同步轮、过桥轴、过桥轴座、收线装置、放线装置、排线装置和控制器;
在机架底处连接有马达,在马达的输出轴与马达同步轮通过键连接;过桥轴通过过桥轴座连接在机架上端;在过桥轴上键接有过桥同步轮和收线同步轮;机架的上端和下部均有向外延伸,在上端的延伸上连接有收线装置,在下部的延伸上连接有放线装置,在收线装置、放线装置之间的机架上连接有排线装置;马达同步轮通过同步带与过桥同步轮连接,过桥轴上的收线同步轮通过皮带与收线轴上的收线同步轮连接;控制器控制马达和伺服电机运行。
所述的收线装置包括:离合片、固定套、收线顶套、收线轴、放线轴和收线盘;收线轴通过收线轴座安装在机架的上端,在收线轴上顺序套接有固定套,收线盘和离合片,并通过收线顶套固定在收线轴上;固定套、收线盘、离合片、收线顶套紧密的耦合在一起。
所述的放线装置包括:放线轴通过固定座固定连接在机架的下部;在放线轴上顺序套接有固定座、放线盘和摩擦片,通过放线顶套限定放线盘,放线盘以放线轴为芯轴转动。
述收线同步轮分别套接在过桥轴上和收线轴上,收线同步轮为一个或多个,一个收线轴上的收线同步轮对应有一个过桥轴上的收线同步轮。
所述收线盘和放线盘结构相同,收线盘和放线盘的个数对应相同,为一个或者多个。
所述排线装置包括:直线模组、布线轮轴座、布线轮轴、布线轮架、布线轮、导轨、排线轴座和布线托架;
直线模组连接在机架侧面的布线托架上;直线模组一端连接有伺服电机,直线模组上面连接有排线轴座,排线轴座套接在布线轮轴上;导轨连接在机架的侧面,在导轨上有两个滑块,滑块上连接有布线轮轴座,布线轮轴座套接在布线轮轴上,布线轮轴上连接有布线轮架,布线轮架上连接有两个布线轮;在布线轮轴上有与线盘个数相等的布线轮架;排线轴座安装在直线模组上;布线轮轴同时穿过布线轮轴座和排线轴座。
所述的布线轮架的排线行程,从起点到返回点是收线盘的内宽。
所述的直线模组为单轴机械手直接与马达连接,直线模组由滚珠螺杆和直线导轨构成,马达驱动单轴机械手输出直线动作;包括:开放式或封闭式;单轴机械手为市售产品,型号为UY-80H-P05-S200-MA5;所述的马达为伺服电机或步进电机。
所述的控制器连接在机架上,控制收线盘转动,收线盘每转一圈直线模组同步移动设定的距离,根据要求设置移动距离参数,改变排线参数。
有益效果,由于采用了上述方案,控制器向马达发出控制指令,马达运转,马达运转带动马达同步轮运转,马达同步轮运转带动过桥同步轮运转,过桥同步轮运转带动过桥轴运转,过桥轴带动过桥轴上的收线同步轮运转,收线同步轮运转分别带动收线轴运转,收线轴带动收线盘运转,放线盘上的纱线经过两个布线轮缠绕在收线盘上,收线盘转动向收线盘上收线,在纱线的作用下,放线盘以放线轴为芯轴转动放线,纱线经过两个布线轮能有效防止在倒纱的缠绕过程中纱线跳线,同时控制器控制伺服电机,伺服电机驱动直线模组,直线模组作精密稳定直线往复运动,其直线往复运动的范围即从起点到返回点是收线盘的内宽度距离,同步将放线盘上的纱线往复精密的排绕在收线盘上。
直线模组工作时由控制器控制伺服电机运转,将旋转运动转换为直线运动,直线模组带动布线轴沿导轨移动,移动轴带动布线轮架移动,线经过布线轮缠绕在收线盘上,当排线移到线盘内档边缘时,直线模组光电开关采集信号传给控制器,控制器将指令传给伺服电机,使伺服电机反转,直线模组立即改变移动方向,使移动轴布线轮架一起反方向移动,即直线模组反方向排线,直到排到收线盘另一内侧时,光电开关开始采集信号,传给控制器,控制器将指令传给伺服电机,使伺服电机又反向移动,周而复始,实现了核定往复排线。
解决了现有倒纱机的排线导程不均匀,编织线叠压,产品变形的问题,达到了本发明的目的。
优点:本发明排线采用单轴机械手伺服驱动,导轨、滑块排线,体积小、质量轻、节省空间,其移动精度为0.02mm,往复无间隙;收线采用为同步带传动,定位准、无噪音、防尘、无共振、刚性好、使高密度、高精度污水处理编织线精确的排在收线盘内,收线盘利用率高,无浪费编织线,无废品,不变形;节省了人力财力,提高了生产效率,提高了产品质量和生产量。
附图说明
图1是本发明的左视结构示意图。
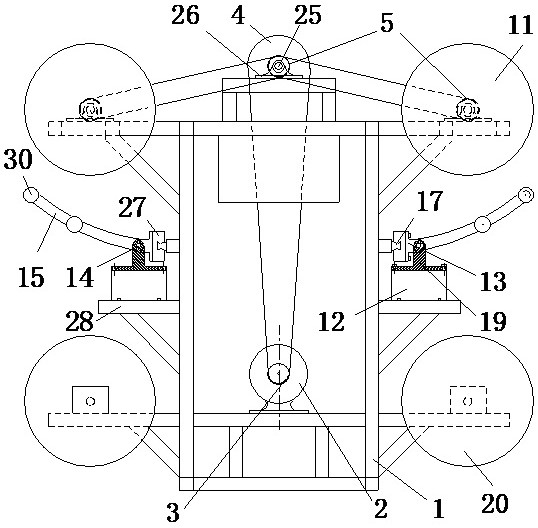
图2是本发明的正视结构示意图。
图3是本发明在多组线盘机组中位置的主视结构示意图。
图4是本发明在多组线盘机组中位置的水平结构示意图。
图5为本发明的控制器电路结构示意图。
图6是现有技术的立体结构示意图。
图中,1、机架;2、马达;3、马达同步轮;4、过桥同步轮;5、收线同步轮;6、离合片;7、固定套;8、收线顶套;9、收线轴;10、放线轴;11、收线盘;12、直线模组;13、布线轮轴座;14、布线轮轴;15、布线轮架;16、布线轮;17、导轨;19排线轴座;20、放线盘;21、放线顶套;22、摩擦片;23、导轨滑块;24、伺服电机;25、过桥轴;26、过桥轴座;27、滑块;28、布线托架;30、过桥轮;31、固定座;32、放线轴座。
1-1、收线轴带轮;1-2、轴座;1-3、光杆排线带轮;1-4、马达;1-5、马达皮带轮;1-6、布线轮架;1-7、布线轴过轮;1-8、放线架;1-9、排线轮架;1-10、排线轮;1-11、布线轴;1-12、连接板;1-13、光杆排线器;1-14、收线架;1-15、放线盘;1-16、收线盘;1-17、放线盘轴;1-18、收线盘轴。
具体实施方式
实施例1:排线倒纱机包括:机架1、马达2、马达同步轮3、过桥同步轮4、收线同步轮5、过桥轴25、过桥轴座26、收线装置、放线装置、排线装置和控制器;
在机架1底处连接有马达2,在马达2的输出轴与马达同步轮3通过键连接;过桥轴25通过过桥轴座26连接在机架1上端;在过桥轴25上键接有过桥同步轮4和收线同步轮5;机架1的上端和下部均有向外延伸,在上端的延伸上连接有收线装置,在下部的延伸上连接有放线装置,在收线装置、放线装置之间的机架1上连接有排线装置;马达同步轮3通过同步带与过桥同步轮4连接,过桥轴25上的收线同步轮5通过皮带与收线轴9上的收线同步轮5连接;控制器控制马达和伺服电机运行。
所述的收线装置包括:离合片6、固定套7、收线顶套8、收线轴9、放线轴10和收线盘11;收线轴9通过收线轴座安装在机架1的上端,在收线轴9上顺序套接有固定套7,收线盘11和离合片6,并通过收线顶套8固定在收线轴9上;固定套7、收线盘11、离合片6、收线顶套8紧密的耦合在一起。
所述的放线装置包括:放线轴10通过固定座31固定连接在机架的下部;在放线轴10上顺序套接有固定座31、放线盘20和摩擦片22,通过放线顶套21限定放线盘20,放线盘20以放线轴10为芯轴转动;
所述收线同步轮5分别套接在过桥轴25上和收线轴9上,收线同步轮5为一个或多个,一个收线轴9上的收线同步轮5对应有一个过桥轴25上的收线同步轮5。
所述收线盘11和放线盘20结构相同,收线盘11和放线盘20的个数对应相同,为一个或者多个。
所述排线装置包括:直线模组12、布线轮轴座13、布线轮轴14、布线轮架15、布线轮16、导轨17、排线轴座19和布线托架28;
直线模组12连接在机架1侧面的布线托架28上;直线模组12一端连接有伺服电机24,直线模组12上面连接有排线轴座19,排线轴座19套接在布线轮轴14上;
导轨17连接在机架1的侧面,在导轨17上有两个滑块27,滑块27上连接有布线轮轴座13,布线轮轴座13套接在布线轮轴14上,布线轮轴14上连接有布线轮架15,布线轮架15上连接有两个布线轮16;在布线轮轴14上有与线盘个数相等的布线轮架15;排线轴座19安装在直线模组12上;布线轮轴14同时穿过布线轮轴座13和排线轴座19。
所述的布线轮架15的排线行程,从起点到返回点是收线盘11的内宽。
所述的线盘包括收线盘11和放线盘20,收线盘11和放线盘20的个数相对应。
所述的直线模组为单轴机械手直接与马达连接,直线模组由滚珠螺杆和直线导轨构成,马达驱动单轴机械手输出直线动作;包括:开放式或封闭式;单轴机械手为市售产品,型号为UY-80H-P05-S200-MA5;所述的马达为伺服电机或步进电机。
所述的控制器连接在机架1上,控制收线盘转动,收线盘每转一圈直线模组12同步移动设定的距离,根据要求设置移动距离参数,改变排线参数。
直线模组工作时由控制器控制伺服电机运转,将旋转运动转换为直线运动,直线模组带动布线轴沿导轨移动,移动轴带动布线轮架移动,线经过布线轮缠绕在收线盘上,当排线移到线盘内档边缘时直线模组光电开关采集信号传给控制器,控制器将指令传给伺服电机,使伺服电机反转,直线模组立即改变移动方向,使移动轴布线轮架一起反方向移动,即直线模组反方向排线,到排到收线盘另一内侧使,光电开关开始采集信号,传给控制器,控制器将指令传给伺服电机,使伺服电机又反向移动,周而复始,实现了核定往复排线。
- 一种高精度单轴机械手排线倒纱机
- 一种高精度单轴机械手排线倒纱机