一种编织袋内外袋套袋及上口粘合装置
文献发布时间:2023-06-19 11:30:53
技术领域
本发明涉及一种包装材料加工设备,具体说是一种编织袋内外袋套袋及上口粘合装置。
背景技术
筒状包装材料即加工成圆筒形的包装材料,该类包装材料可由塑料、纸质、织物、橡胶等材料制成,使用时根据长度需要裁下一段(封合一端后做成包装袋),包装时,因为只需要将两端密封即可完成整袋的密封,大大节省了加工工序,近年来使用量不断增长,为了提高该类包装材料的防护效果,筒状包装材料分为内外两层,即双层筒状包装材料,当内层或外层破损时,还有另外一层仍然起到防护作用,目前是单条切断,把外袋和内袋都单独封底后,套在一起,然后又把内外袋上口封合成一起且整体开口,目前主要是用缝纫机封合,或者胶粘剂粘合等,需要人工操作,不仅效率非常低,而且十分消耗体力。
发明内容
为了解决上述问题,本发明的目的是提供一种编织袋内外袋套袋及上口粘合装置。
为实现上述目的,本发明的技术方案为:一种编织袋内外袋套袋及上口粘合装置,包括套袋支撑装置和喷胶装置,套袋支撑装置或喷胶装置通过移动设备驱动运动,使包装材料支撑装置相对于喷胶装置移动,内膜袋、筒状编织袋依次分别套在套袋支撑装置上,且在内膜袋套装后通过移动套袋支撑装置或喷胶装置,使撑开在套袋支撑装置上的内膜袋的外侧面进行喷粘结胶,套入筒状编织袋后,筒状编织袋与内膜袋通过喷好的粘结胶进行粘合
进一步地,套袋支撑装置通过移动设备驱动运动,喷胶装置固定,使套袋支撑装置在套好内膜袋后经过喷胶装置时进行喷粘结胶,套袋支撑装置为一组或两组同步运行。
进一步地,内膜袋对应套袋支撑装置的起始位置,且内膜袋采用制袋机进行上料,套袋支撑装置与制袋机之间设置有筒状包装材料切割刀,筒状编织袋与套袋支撑装置下一个工位相对应,且筒状编织袋采用带有多个仓位的外袋仓装置进行上料。
进一步地,套袋支撑装置、制袋机、外袋仓装置水平设置,套袋支撑装置的起始位置以及各处的下一工位,分别套有将内膜袋或筒状编织袋套在套袋支撑装置上的撑袋套袋装置,外袋仓装置或制袋机还设置有将外袋仓装置、制袋机上的内膜袋或筒状编织袋抓取送至撑袋套袋装置的抓袋传送装置,筒状编织袋处的外袋仓装置外侧还设置有成品接料仓,成品接料仓设置有用于将成品夹持取下的下料夹持装置,套袋支撑装置固定在直线导轨的滑动块一侧,滑动块通过链条传动或同步带结构驱动,沿着直线导轨来回移动。
进一步地,套袋支撑装置为杆状结构,包括固定连接框和细杆组成的支撑框架,固定连接框与滑动块固定连接,支撑框架与外袋仓装置或制袋机接近的一端设置有端部支撑框,支撑框架的另一端两侧分别固定有向外伸缩的侧部支撑气缸,支撑框架的两侧分别设置有侧部支撑杆,各侧部支撑杆的一端通过转动铰链与支撑框架固定连接,各侧部支撑杆的另一端则通过转动铰链与各侧部支撑气缸的伸缩端固定连接,使侧部支撑气缸推动侧部支撑杆向两侧摆动撑开或向内合并,端部支撑框分别通过两条贯穿支撑框架的导向杆与支撑框架滑动连接,固定连接框内固定有端部伸缩气缸,端部伸缩气缸的伸缩端固定有贯穿支撑框架中心主体的连接推杆,连接推杆与位于支撑框架内两条导向杆之间的横杆固定连接,使端部伸缩气缸推动端部支撑框向外运动撑开或缩回。
进一步地,套袋支撑装置为架体结构,包括主体固定筒和位于主体固定筒一端的端部横杆,端部横杆外侧设置有接近外袋仓装置或制袋机的端部支撑柱,端部支撑柱的中间部位通过贯穿主体固定筒的连接推杆与主体固定筒固定端内的端部顶紧气缸的伸缩端固定连接,连接推杆两侧的端部支撑柱分别固定有贯穿端部横杆的导向柱,端部横杆的两端分别通过活动铰链转动固定有侧部支撑杆,使侧部支撑杆的内侧面中间部位分别通过T形交叉的交叉杆与主体固定筒和连接推杆上的轴转动连接,且连接推杆的轴位于主体固定筒一面的长条形滑槽内,交叉杆另一端的轴位于侧部支撑杆内。
进一步地,端部支撑框以及端部支撑柱的外侧面分别设置有对称的夹持缺口,两条侧部支撑杆、侧部支撑杆的摆动端外侧距离大于转动固定端之间的间距,使套袋支撑装置形成上底比下底窄的等腰梯形结构。
进一步地,每条导向柱上分别套有回弹弹簧,连接推杆与横杆之间通过回弹弹簧弹性连接,回弹弹簧支撑用于端部支撑框以及端部支撑柱回弹,侧部支撑气缸的伸缩端设置有缓冲弹簧,侧部支撑杆的摆动端之间设置有与主体固定筒两面固定连接的支撑框架板。
进一步地,喷胶装置由喷嘴和喷嘴固定架组成,喷嘴垂直固定在喷嘴固定架一端,且喷嘴的喷射端与经过的套袋支撑装置主体表面垂直,喷嘴的喷射端中心设置有与外界喷胶设备连通的中心喷胶孔,中心喷胶孔的四周均匀排布有相互连通的吹气孔,吹气孔与外部的供气装置连通,用于围绕中心喷胶孔向外喷气。
进一步地,外袋仓装置包括两个以上的外袋料仓,外袋料仓,外袋料仓的包装袋放置平台通过丝杠或者同步带和伺服电机驱动升降,包装袋放置平台上方的外袋料仓内侧壁固定有用于感应物料的光电传感器,光电传感器用于感应物料的高低,外袋料仓上方设置有用于抓取包装袋的抓袋传送装置,抓袋传送装置通过丝杠以及伺服电机驱动在外袋料仓顶部水平移动,且外袋料仓两侧的滑轨出料端延伸至外袋料仓外部,外袋料仓则通过驱动装置驱动可以沿着底部铺设的滑轨移动,外袋料仓的顶部固定有顶部挡板,顶部挡板用于支撑下料夹持装置抓取的成品通过。
进一步地,抓袋传送装置包括可在外袋仓装置顶部水平移动的抓袋气缸和抓袋气缸带动升降的抓袋吸盘,抓袋吸盘为长条形,且在对应撑袋套袋装置的一侧边沿分别设置有凸起结构,抓袋吸盘内部中空,用于吸袋的吸盘吸孔位于抓袋吸盘以及凸起结构的下表面,抓袋气缸的上端通过外袋仓装置上方的导轨、机械臂、丝杠结构或同步带中的其中一种装置驱动来回水平移动。
进一步地,撑袋套袋装置包括通过气缸带动升降的上吸袋板和下吸袋板,上吸袋板和下吸袋板通过气缸固定在移动框架内,移动框架截面为口字形,上吸袋板和下吸袋板为中空结构,且上吸袋板和下吸袋板相对,相对的一面均设置有与上吸袋板和下吸袋板内连通的吸气口,上吸袋板和下吸袋板中空的空腔通过一侧的软管与外界吸气设备连通,使上吸袋板和下吸袋板形成较长的吸盘结构,移动框架的两侧底部支撑在套袋支撑装置两侧的滑轨上,使套袋支撑装置位于上吸袋板和下吸袋板所在平面之间,且移动框架通过驱动装置驱动可沿着滑轨套过套袋支撑装置来回移动,上吸袋板与抓袋吸盘相对的一侧边沿设置有向内凹陷的U形缺口,U形缺口与抓袋吸盘的凸起结构相对应,使上吸袋板与抓袋吸盘接触时通过U形缺口和凸起结构相啮合。
进一步地,下料夹持装置包括对称设置的伸缩抓料气缸和夹子,伸缩抓料气缸带动夹子水平移动,夹子的一端设置有小型夹料气缸,小型夹料气缸用于带动夹子夹持及开合。
进一步地,支撑框架板以及两块支撑框架的一端表面内分别设置有气孔,同一面的气孔相互连通,且最终通过软管与外界的抽气装置或者打气装置连通。
本发明实现双工位套装内筒状编织袋,并在套装前对内膜袋开口处进行喷胶打胶粘合,形成开口部位内外层粘合在一起的双层筒状包装袋;可以有效代替人工,不仅效率高,而且更节省人力。
附图说明
现结合附图对本发明做进一步说明。
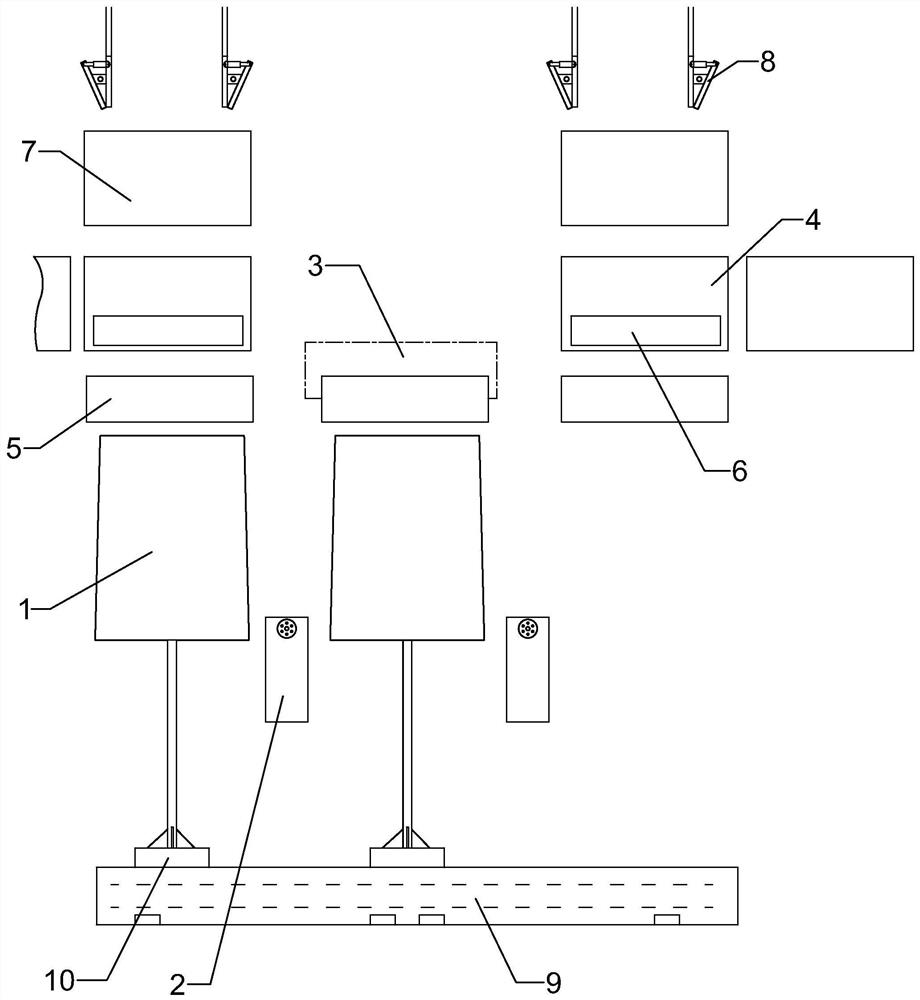
图1为本发明的俯视结构示意图;
图2为本发明的工作过程示意图;
图3为本发明撑袋套袋装置部位的俯视结构示意图;
图4为本发明杆状结构的套袋支撑装置的收缩状态俯视结构示意图;
图5为本发明杆状结构的套袋支撑装置的撑开状态俯视结构示意图;
图6为本发明架体结构的套袋支撑装置的收缩装填俯视结构示意图;
图7为本发明喷胶装置的俯视结构示意图;
图8为本发明下料夹持装置的结构示意图;
图9为本发明外袋仓装置的立体结构示意图;
图10为本发明撑袋套袋装置部位的主视结构示意图;
图11、12为本发明上吸袋板和下吸袋板部位的立体结构示意图;
图13为本发明内膜袋用的撑袋套袋装置部位的主视结构示意图;
图14为本发明内膜袋用上吸袋板和下吸袋板部位的立体结构示意图。
具体实施方式
如图1-14所示,一种编织袋内外袋套袋及上口粘合装置,包括套袋支撑装置1和喷胶装置2,套袋支撑装置1通过移动设备驱动运动,使包装材料支撑装置1相对于喷胶装置2移动,内膜袋、筒状编织袋依次分别套在套袋支撑装置1上,且在内膜袋套装后通过移动套袋支撑装置1或喷胶装置2,使撑开在套袋支撑装置1上的内膜袋的外侧面进行喷粘结胶,套入筒状编织袋后,筒状编织袋与内膜袋通过喷好的粘结胶进行粘合。
具体:套袋支撑装置1为两组,两组套袋支撑装置1同时通过移动设备驱动运动,内膜袋对应套袋支撑装置1的起始位置,且内膜袋采用制袋机3进行上料,套袋支撑装置1与制袋机3之间设置有筒状包装材料切割刀,切割刀可采用现有技术,只要能够实现裁切即可,如切割刀为通过龙门支撑,由丝杠、伺服电机驱动,既可以采用滑动切割方式,也可以采用其他切割方式以及人工切割等,筒状编织袋与套袋支撑装置1下一个工位相对应,即套好内膜袋后,移动到的下一个工位,筒状编织袋则采用带有多个仓位的外袋仓装置4进行上料。
套袋支撑装置1、制袋机3、外袋仓装置4水平设置,套袋支撑装置1的起始位置以及各处的下一工位,分别套有将内膜袋或筒状编织袋套在套袋支撑装置1上的撑袋套袋装置5,外袋仓装置4或制袋机3还设置有将外袋仓装置4、制袋机3上的内膜袋或筒状编织袋抓取送至撑袋套袋装置5的抓袋传送装置6,筒状编织袋处的外袋仓装置4外侧还设置有成品接料仓7,成品接料仓7设置有用于将成品夹持取下的下料夹持装置8,套袋支撑装置1固定在直线导轨9的滑动块10一侧,滑动块10通过链条传动或同步带结构驱动,沿着直线导轨9来回移动,丝杠结构或链条传动结构为现有技术,只要能够实现滑动块10沿着直线导轨9来回移动即可。
套袋支撑装置1为两种形式,其中一种为杆状结构,包括固定连接框101和细杆组成的支撑框架102,固定连接框101与滑动块10固定连接,支撑框架102与外袋仓装置4或制袋机3接近的一端设置有端部支撑框103,支撑框架102的另一端两侧分别固定有向外伸缩的侧部支撑气缸104,支撑框架102的两侧分别设置有侧部支撑杆105,各侧部支撑杆105的一端通过转动铰链106与支撑框架102固定连接,各侧部支撑杆105的另一端则通过转动铰链106与各侧部支撑气缸104的伸缩端固定连接,使侧部支撑气缸104推动侧部支撑杆105向两侧摆动撑开或向内合并,端部支撑框103分别通过两条贯穿支撑框架的导向杆107与支撑框架102滑动连接,固定连接框101内固定有端部伸缩气缸108,端部伸缩气缸108的伸缩端固定有贯穿支撑框架102中心主体的连接推杆109,连接推杆109与位于支撑框架102内两条导向杆107之间的横杆固定连接,使端部伸缩气缸108推动端部支撑框103向外运动撑开或缩回,该种套袋支撑装置1撑开和缩回通过控制侧部支撑气缸104和端部伸缩气缸108伸缩即可实现,侧部支撑气缸104和端部伸缩气缸108同时伸长,则该种套袋支撑装置1撑开(便于将筒状包装材料开口打胶部位撑开、撑紧,且使表面撑开后平整,便于打胶均匀),反之,侧部支撑气缸104和端部伸缩气缸108同时收缩,则该种套袋支撑装置1缩回(即收缩变小,便于套袋取袋)。
另外,套袋支撑装置1还可以采用架体结构,包括主体固定筒110和位于主体固定筒110一端的端部横杆111,端部横杆111外侧设置有接近外袋仓装置4或制袋机3的端部支撑柱112,端部支撑柱112的中间部位通过贯穿主体固定筒110的连接推杆109与主体固定筒110固定端内的端部顶紧气缸115的伸缩端固定连接,连接推杆109两侧的端部支撑柱112分别固定有贯穿端部横杆111的导向柱113,端部横杆111的两端分别通过活动铰链116转动固定有侧部支撑杆117,使侧部支撑杆117的内侧面中间部位分别通过T形交叉的交叉杆118与主体固定筒110和连接推杆109上的轴转动连接,且连接推杆109的轴位于主体固定筒110一面的长条形滑槽119内,交叉杆118另一端的轴位于侧部支撑杆117内,该种套袋支撑装置1的撑开或缩回主要通过控制端部顶紧气缸115的伸缩实现,端部顶紧气缸115伸长时,推动连接推杆109向上移动(如图5),使交叉杆118被压缩,如目前的雨伞骨架结构,从而使交叉杆118相对伸长,将侧部支撑杆117向外推,形成撑开动作,同时,连接推杆109向上移动进而推动端部支撑柱112向上移动,同时实现端部支撑柱112撑开,最终实现该种套袋支撑装置1的撑开(便于将筒状包装材料开口打胶部位撑开,撑紧,且使表面撑开后平整,便于打胶均匀),反之,端部顶紧气缸115收缩时,带动侧部支撑杆117、端部支撑柱112同时向内运动,从而实现该种套袋支撑装置1缩回(即收缩变小,便于套袋取袋)。
端部支撑框103以及端部支撑柱112的外侧面分别设置有对称的夹持缺口121,筒状编织袋套好并与内膜袋贴合切割后加工成成品,通过下料夹持装置8将成品取下,下料夹持装置8的夹持装置刚好对应夹持缺口121部位的成品边沿,防止夹到套袋支撑装置1,从而便于下料;
两条侧部支撑杆105、侧部支撑杆117的摆动端外侧距离大于转动固定端之间的间距,使套袋支撑装置1形成上底比下底窄的等腰梯形结构,不仅便于套入筒状包装材料,而且便于下料时取下成品。
每条导向柱113上分别套有回弹弹簧122,连接推杆109与横杆之间通过回弹弹簧122弹性连接,回弹弹簧122支撑用于端部支撑框103以及端部支撑柱112回弹,侧部支撑气缸104的伸缩端设置有缓冲弹簧123,缓冲弹簧123的作用是到缓冲作用,防止撑开时对筒状包装材料撑开力过大,而损坏筒状包装材料,侧部支撑杆117的摆动端之间设置有与主体固定筒110两面固定连接的支撑框架板114,支撑框架板114对应打胶部位,套入筒状编织袋后,为了使内膜袋与筒状编织袋贴合牢固,撑袋套袋装置5对支撑框架板114部位进行压实,从而使内膜袋与筒状编织袋通过压实作用进一步贴合。
支撑框架板114以及两块支撑框架102的一端表面内分别设置有气孔120,同一面的气孔120相互连通,且最终通过软管与外界的抽气装置或者打气装置连通,气孔120的作用可以为吸气,如套入内膜袋后,可以对内膜袋进行吸附,使其更平整,另外,也可以吹吹气,套好筒状编织袋后进行吹气,可以使内膜袋通过喷好的胶与筒状编织袋进行粘合,起到良好地辅助作用。
喷胶装置2上下对称设置,且由喷嘴201和喷嘴固定架202组成,喷嘴201垂直固定在喷嘴固定架202一端,且喷嘴201的喷射端与经过的套袋支撑装置1主体表面垂直,喷嘴201的喷射端中心设置有与外界喷胶设备连通的中心喷胶孔203,中心喷胶孔203的四周均匀排布有相互连通的吹气孔204,吹气孔204与外部的供气装置连通,用于围绕中心喷胶孔203向外喷气,主要用于喷压敏胶,喷胶过程中,中心喷胶孔203周围的吹气孔204进行喷气,而且吹气孔204可以围绕中心喷胶孔203中心倾斜排布,这样使吹气孔204吹出的风还能形成螺旋状,提高喷胶打胶效果,使胶料更均匀。
外袋仓装置4包括两个以上的外袋料仓401,外袋料仓401,外袋料仓401的包装袋放置平台402通过丝杠和伺服电机驱动升降,包装袋放置平台402放置一定数量一定高度的筒状包装材料(内层或筒状编织袋,根据需要放置),包装袋放置平台402上方的外袋料仓401内侧壁固定有用于感应物料的光电传感器403,光电传感器403主要用于感应物料的高度,使包装袋的上表面始终处于抓取的高度,随着包装袋使用逐渐减少,包装袋放置平台402逐渐上升,即目前常用的包装袋上料结构,属于现有技术,在此不再赘述;外袋料仓401上方设置有用于抓取包装袋的抓袋传送装置6,抓袋传送装置6通过丝杠以及伺服电机驱动在外袋料仓401顶部水平移动,外袋料仓401则通过驱动装置驱动可以沿着底部铺设的滑轨移动,既可以左右移动,也可以根据需要调整外袋料仓401的位置前后等方向移动,外袋料仓401的顶部固定有顶部挡板404,顶部挡板404用于支撑下料夹持装置8抓取的成品通过,防止下料夹持装置8将成品抓取下料时碰到包装袋放置平台402上的包装袋;抓袋传送装置6包括可在外袋仓装置4顶部水平移动的抓袋气缸601和抓袋气缸601带动升降的抓袋吸盘602,抓袋吸盘602为长条形,且在对应撑袋套袋装置5的一侧边沿分别设置有凸起结构603,抓袋吸盘602内部中空,用于吸袋的吸盘吸孔位于抓袋吸盘602以及凸起结构603的下表面,抓袋气缸601的上端通过外袋仓装置上方的导轨、机械臂、丝杠结构或同步带中的其中一种装置驱动来回水平移动,抓袋吸盘602用于将包装袋放置平台402上的内膜袋、筒状编织袋吸起进行抓取,然后送至撑袋套袋装置5,便于进行下一步套袋动作。
撑袋套袋装置5包括通过气缸带动升降的上吸袋板501和下吸袋板502,上吸袋板501和下吸袋板502通过气缸固定在移动框架503内,移动框架503截面为口字形,上吸袋板501和下吸袋板502为中空结构,且上吸袋板501和下吸袋板502相对,相对的一面均设置有与上吸袋板501和下吸袋板502内连通的吸气口504,上吸袋板501和下吸袋板502中空的空腔通过一侧的软管与外界吸气设备连通,使上吸袋板501和下吸袋板502形成较长的吸盘结构,移动框架503的两侧底部支撑在套袋支撑装置1两侧的滑轨上,使套袋支撑装置1位于上吸袋板501和下吸袋板502所在平面之间,且移动框架503通过驱动装置驱动可沿着滑轨套过套袋支撑装置1来回移动,上吸袋板501与抓袋吸盘602相对的一侧边沿设置有向内凹陷的U形缺口505,U形缺口505与抓袋吸盘602的凸起结构603相对应,使上吸袋板501与抓袋吸盘602接触时通过U形缺口505和凸起结构603相啮合,通过U形缺口505和凸起结构603相配合,可以降低内膜袋、筒状编织袋送到撑袋套袋装置5的时间,而且在抓袋吸盘602与上吸袋板501接触时U形缺口505和凸起结构603交叉在一起,可以保证内膜袋、筒状编织袋投送更准确,吸附更牢固,抓袋传送装置6送来内膜袋、筒状编织袋(内膜袋和筒状编织袋也叫筒状包装材料)后,上吸袋板501和下吸袋板502通过气缸带动,分别夹住内膜袋、筒状编织袋开口上下两面,上吸袋板501和下吸袋板502内部被抽真空,使上吸袋板501和下吸袋板502的吸气口504部位产生负压,使内膜袋、筒状编织袋开口上下两面被上吸袋板501和下吸袋板502吸附,然后,上吸袋板501和下吸袋板502通过气缸带动分别向上向下,由于上吸袋板501和下吸袋板502分别吸附内膜袋、筒状编织袋开口上下两面 ,上吸袋板501和下吸袋板502同时向外运动,将内膜袋、筒状编织袋开口拉开,然后移动框架503通过驱动装置驱动运动,在移动框架503水平运动过程中,将内膜袋或筒状编织袋套在套袋支撑装置1上,如图9,为了更好地承接抓袋传送装置6送来的筒状包装材料,下吸袋板502的长度大于上吸袋板501,如图11,即使筒状包装材料送来后开口部位下垂,也会使筒状包装材料的开口位于下吸袋板502的表面,便于上吸袋板501和下吸袋板502进一步移动到位后进行吸附套袋。
抓袋吸盘602也可以采用单独圆形的吸盘,每个吸盘则对应一个上吸袋板501的U形缺口505,且每个抓袋吸盘602通过单独的气缸带动升降,如图11,此时递送内膜袋、筒状编织袋时,每个抓袋吸盘602位于U形缺口505内即可。
另外针对内膜袋比较薄,内膜袋可采用专用的撑内膜袋套袋装置,移动框架503分为上下两部分,且分别支撑在顶部滑轨和底部滑轨四条滑轨上(如图13),其中下部分类似于回字形结构,上部为板状,其他结构均与上述撑袋套袋装置5相同,这样可使套袋支撑装置1在上吸袋板501和下吸袋板502之间水平移动,无需等到上吸袋板501和下吸袋板502回位套袋支撑装置1即可回位,更节约加工时间。
为了便于抓取较薄的内膜袋,其中抓袋吸盘602为水平的板状结构(如图14),制袋机3将裁切好的内膜袋放置抓袋吸盘602上,抓袋吸盘602边沿则设置有U形缺口505,U形缺口505部位开有吸气口504,此时,上吸袋板501和下吸袋板502为板状结构,且下吸袋板502设置与U形缺口505对应的凸起结构603(如图14),此时递送内膜袋、筒状编织袋时,每个抓袋吸盘602位于U形缺口505内即可,便于将较薄的内膜袋送至并撑开套在套袋支撑装置1上,该结构主要用于内膜袋。
下料夹持装置8包括对称设置的伸缩抓料气缸801和夹子802,夹子802的一端设置有小型夹料气缸804,小型夹料气缸804用于带动夹子802夹持及开合,夹子802与套袋支撑装置1主体所在平面垂直,小型夹料气缸804伸长,使夹子802对套袋支撑装置1上的成品进行夹持,然后伸缩抓料气缸801缩回,将成品放入成品接料仓7内小型夹料气缸804收缩使夹子802松开即可。
本发明工作流程:其中右侧的套袋支撑装置1先位于起始位置,抓袋传送装置6抓取制袋机3或外袋仓装置4的内膜袋送至撑袋套袋装置5,通过撑袋套袋装置5将内膜袋套在右侧的套袋支撑装置1上,通过切割刀将套好的内膜袋切割,右侧的套袋支撑装置1撑起,如图2左上部分所示,然后两组套袋支撑装置1同时向右移动,向右移动过程中,右侧套袋支撑装置1的内膜袋的开口外围上下两面被喷上一条水平的压敏胶,移动到位后(通过光电感应开关感应,属于现有技术,在此不再赘述),左侧的套袋支撑装置1进行之前相同动作的套内膜袋动作,右侧的套袋支撑装置1则进行套筒状编织袋(也是通过抓袋传送装置6、外袋仓装置4、撑袋套袋装置5实现,过程与套内膜袋相同,在此不再赘述),另外,如前所述,撑袋套袋装置5的上吸袋板501和下吸袋板502同时向内运动,对支撑框架板114部位进行压实,从而使内膜袋与筒状编织袋通过压实作用进一步贴合,然后,如图2中右上图所示,另外,下料夹持装置8伸出,将右侧套袋支撑装置1上的成品取下,送至成品接料仓7内储存,如图2中右下图所示,然后两组套袋支撑装置1同时向左移动,如图2中左下图所示,此时右侧的套袋支撑装置1没有包装材料,在向左移动过程中,另外一组上下喷胶装置2对左侧的套袋支撑装置1的内膜袋开口处进行喷胶打胶,最后,右侧的套袋支撑装置1继续再次套装内膜袋,左侧的套袋支撑装置1则套装筒状编织袋,进行粘合、切割、取下成品即可,至此完成一个循环,实现双工位套装内筒状编织袋,并在套装前对内膜袋开口处进行喷胶打胶粘合,形成开口部位内外层粘合在一起的双层筒状包装袋。
以上所述仅为本发明示意性的具体实施方式,并非用以限定本发明的范围。任何本领域的技术人员,在不脱离本发明的构思和原则的前提下所作出的等同变化与修改,均应属于本发明保护的范围。
- 一种编织袋内外袋套袋及上口粘合装置
- 一种编织袋内外袋套袋及上口粘合装置