数值控制装置、数值控制方法以及计算机可读存储介质
文献发布时间:2023-06-19 11:35:49
技术领域
本发明涉及一种数值控制装置、数值控制方法以及计算机可读存储介质。
背景技术
机床基于NC程序的进给轴指令使刀具移动来对切削对象进行加工。存在一种抑制刀具移动时的急剧的速度变化来减轻机床的负荷的方法。在日本专利公开1990年第72414号公报所记载的方法中,使刀具的速度减速,使得在刀具的路径的内切削方向大幅地变化之前与之后的速度之差在容许范围内。将该功能称为拐角减速功能。在日本专利公开1991年第84604号公报所记载的方法中,以刀具沿着将自由曲线进行直线近似所得到的各个直线路径移动时为前提。此时,存在以下情况:即使在直线路径间的速度变化小时,以跨多个直线路径的方式移动的刀具的实际的加速度也变大。因此,在该方法中,决定各块的速度,使得跨多个直线路径产生的加速度在容许范围内。将该功能称为曲线近似减速功能。在日本专利公开1994年第348328号公报所记载的方法中,以刀具沿圆弧进行曲线移动时为前提。此时,刀具向圆弧的中心方向产生加速度,因此决定速度,使得该加速度在容许范围内。将该功能称为圆弧减速功能。
应用拐角减速功能和曲线近似减速功能这两者来进行刀具的移动控制,由此能够适当地抑制刀具移动时的急剧的速度变化。此时,存在以下情况:即使通过拐角减速功能进行的减速就足够了,也通过曲线近似减速功能使刀具的速度进一步进行减速。
发明内容
本发明的目的在于提供一种能够通过曲线近似减速功能适当地决定刀具的减速程度的数值控制装置、数值控制方法以及计算机可读存储介质。
技术方案1的数值控制装置用于对机床进行控制,所述机床通过移动机构使刀具和切削对象沿至少一个轴向相对移动来进行切削加工,所述数值控制装置的特征在于,具备:存储部,其存储包括多个所述切削加工的指令的程序,多个所述切削加工的指令至少具有所述刀具相对于所述切削对象的位置和所述刀具相对于所述切削对象移动时的速度即指令速度;以及控制部,其基于所述程序来控制所述移动机构,其中,所述控制部具备:第一计算部,其计算在第n-1个的第n-1指令与第n个的第n指令之间进行切换的切换时机时的所述刀具的速度即差减速速度,使得所述第n指令的所述指令速度即第n指令速度在各个所述轴向上的分量与所述第n-1指令的所述指令速度即第n-1指令速度在各个所述轴向上的分量之差为规定的差阈值以下,n为整数;第二计算部,其基于所述第n-1指令和所述第n指令来生成近似圆弧,并计算使朝向该近似圆弧的中心的向心加速度为规定的加速度阈值以下的所述刀具移动时的速度即圆弧减速速度;以及变更部,其基于由所述第一计算部计算出的所述差减速速度和由所述第二计算部计算出的所述圆弧减速速度,来决定所述第n指令速度。
数值控制装置将基于第n指令移动的刀具的路径视作进行直线近似所得到的直线路径,此时,基于拐角减速功能和圆弧减速功能来适当地决定通过曲线近似减速功能决定的速度。因此,数值控制装置能够适当地抑制刀具的速度。
技术方案2的数值控制装置的所述变更部在所述差减速速度为所述圆弧减速速度以上时,将所述第n指令速度变更为所述圆弧减速速度。因此,数值控制装置能够抑制在切换刀具的速度时对机床产生的冲击。
技术方案3的数值控制装置的所述变更部在所述差减速速度小于所述圆弧减速速度且在从所述差减速速度起以所述第n指令中容许的最大的合成加速度进行加速并移动了基于所述第n指令的所述刀具的移动距离的一半时达到所述刀具以所述圆弧减速速度移动时的平均加速度时,基于所述差减速速度、所述圆弧减速速度、所述合成加速度、所述移动距离来变更所述第n指令速度。数值控制装置能够基于差减速速度、圆弧减速速度、合成加速度、移动距离来适当地抑制刀具的速度。
技术方案4的数值控制装置的所述变更部在所述差减速速度小于所述圆弧减速速度且在从所述差减速速度起以所述第n指令中容许的最大的合成加速度进行加速并移动了基于所述第n指令的所述刀具的移动距离的一半时也不会达到所述刀具以所述圆弧减速速度移动时的平均加速度时,决定为不变更所述第n指令速度。由于即使在不使第n指令速度进行减速的情况下移动了刀具时,刀具的加速度也不会过大,因此数值控制装置能够最大限度地缩短切削对象的加工时间。
技术方案5的数值控制装置的所述第二计算部基于所述近似圆弧来计算所述圆弧减速速度,其中,所述近似圆弧经过基于所述第n指令移动的所述刀具的移动开始点和移动结束点以及沿着与基于所述第n-1指令的所述刀具的移动方向相反的方向从所述移动开始点离开了基于所述第n指令的所述刀具的移动距离的虚拟开始点。数值控制装置能够通过适当地确定近似圆弧并计算圆弧减速速度,来适当地抑制刀具的速度。
技术方案6的数值控制方法用于对机床进行控制,所述机床通过移动机构使刀具和切削对象沿至少一个轴向相对移动来进行切削加工,所述数值控制方法的特征在于,具备以下工序:第一计算工序,在该第一计算工序中,计算在所述切削加工的指令中的第n-1个的第n-1指令与第n个的第n指令之间进行切换的切换时机时的所述刀具的速度即差减速速度,使得所述第n指令的所述指令速度即第n指令速度在各个所述轴向上的分量与所述第n-1指令的所述指令速度即第n-1指令速度在各个所述轴向上的分量之差为规定的差阈值以下,其中,所述切削加工的指令至少具有所述刀具相对于所述切削对象的位置以及所述刀具相对于所述切削对象移动时的速度即指令速度,n为整数;第二计算工序,在该第二计算工序中,基于所述第n-1指令和所述第n指令来生成近似圆弧,并计算使朝向该近似圆弧的中心的向心加速度为规定的加速度阈值以下的所述刀具移动时的速度即圆弧减速速度;以及变更工序,在该变更工序中,基于通过所述第一计算工序计算出的所述差减速速度和通过所述第二计算工序计算出的所述圆弧减速速度,来变更所述第n指令的所述指令速度。此时,具有与技术方案1相同的效果。
技术方案7的计算机可读存储介质存储有数值控制程序,该数值控制程序用于驱动计算机作为技术方案1的数值控制装置的各处理部。此时,具有与技术方案1相同的效果。
附图说明
图1是机床10的概要侧视图。
图2是示出数值控制装置20和机床10的电气结构的框图。
图3是拐角减速功能的说明图。
图4是拐角减速功能的说明图。
图5是圆弧减速功能的说明图。
图6是曲线近似减速功能的说明图。
图7是曲线近似减速功能的说明图。
图8是示出差减速速度Vs与曲线近似减速速度Vc之间的关系的图表。
图9是示出模拟结果的图表。
图10是主处理的流程图。
具体实施方式
图1所示的机床10利用安装于主轴9上的刀具4对作业台50上的切削对象W进行切削加工等。数值控制装置20控制机床10的动作。机床10的前侧、后侧、左侧、右侧、上侧、下侧分别对应于图1的左侧、右侧、进深侧、跟前侧、上侧、下侧。机床10的左右方向、前后方向、上下方向分别为X轴方向、Y轴方向、Z轴方向。
如图1所示,机床10具备基台2、立柱5、主轴头7、主轴9、作业台装置40、操作板16(参照图2)等。机床10的作业台装置40的作业台50沿X轴和Y轴双轴方向移动。基台2为机床10的底座。立柱5固定于基台2的上表面后部。主轴头7沿着立柱5的前表面沿Z轴方向移动。立柱5在前表面具备Z轴移动机构。Z轴移动机构将Z轴马达11(参照图2)作为驱动源。Z轴移动机构是与后述的Y轴移动机构相同的构造。主轴头7在内部以能够使主轴9旋转的方式设置。刀具4安装于设置在主轴9的下端的刀具安装孔。
作业台装置40设置于基台2的上表面且是主轴头7的下方。作业台装置40将作业台50支承为能够沿X轴和Y轴双轴方向移动。关于图1所示的作业台装置40,仅图示了使作业台50沿Y轴方向移动的Y轴移动机构,省略了X轴移动机构。作业台装置40具备机座41、Y轴轨道42、Y轴马达14、接头43、滚珠丝杠44、轴承部45、螺母46、作业台50等。机座41、Y轴轨道42、Y轴马达14、接头43、滚珠丝杠44、轴承部45以及螺母46构成Y轴移动机构。机座41设置于基台2的上表面。机座41在左右方向上的中央部具备在Y轴方向上长的凹部,在该凹部的内侧容纳Y轴移动机构的大部分部件。Y轴轨道42设置于机座41的上部,沿Y轴方向延伸。Y轴轨道42以使作业台50能够沿Y轴方向移动的方式引导作业台50。Y轴马达14设置于机座41的凹部的后侧。滚珠丝杠44设置于机座41的凹部的内侧,沿Y轴方向延伸。接头43将Y轴马达14的输出轴与滚珠丝杠44的后端部相互连结。轴承部45以滚珠丝杠44能够旋转的方式支承滚珠丝杠44的前端部。因此,当Y轴马达14的输出轴旋转时,滚珠丝杠44经由接头43进行旋转。螺母46固定于作业台50的下表面,与滚珠丝杠44螺合。因此,伴随着滚珠丝杠44的旋转,作业台50与螺母46一起沿Y轴方向移动。作业台装置40除了具备Y轴移动机构以外,还具备X轴的移动机构。X轴移动机构将Y轴移动机构支承为能够沿X轴方向移动。X轴移动机构将X轴马达13(参照图2)作为驱动源,与Y轴移动机构的构造相同。
如图2所示,操作板16具备输入部17和显示部18。输入部17是用于进行各种输入、指示、设定等的设备。显示部18是显示各种画面的设备。数值控制装置20具备CPU 21、ROM22、RAM 23、存储装置24、输入输出部25、驱动电路26~29等。CPU 21对数值控制装置20进行统一控制。ROM 22存储用于由CPU 21执行主处理的程序、设定值。RAM 23存储各种处理执行中的各种数据。存储装置24为非易失性存储器,除了存储NC程序以外,还存储各种参数等。各种参数至少包括最大加速度Acc、α
NC程序的多个指令分别规定刀具4相对于切削对象W的位置以及刀具4相对于切削对象W移动时的移动速度(称为指令速度)。CPU 21按顺序读取NC程序中的各指令,将用于使X轴、Y轴、Z轴各驱动轴移动至目标位置的控制指令发送到驱动电路30。驱动电路30基于从CPU 21接收到的控制指令,来向对应的马达15分别输出驱动电流。驱动电路30从编码器15A接受反馈信号,来控制马达15的位置和移动速度。CPU 21向驱动电路27发送用于使安装有刀具4的主轴9旋转的控制指令。驱动电路27基于从CPU 21接收到的控制指令,来向主轴马达12输出驱动电流。驱动电路27从编码器15A接受反馈信号,来控制主轴马达12的旋转速度。此时,机床10使刀具4和切削对象W相对移动来进行切削加工。
数值控制装置20为了抑制在切换刀具4的移动速度时在机床10产生的冲击来高精度地进行切削加工,变更与各指令相对应的刀具4的移动速度。数值控制装置20将刀具4的直线移动近似为圆弧移动,并计算与圆弧减速功能相同的减速速度。数值控制装置20基于通过拐角减速功能计算出的差减速速度,来最终决定减速速度,将其设为刀具4的移动速度。关于刀具4相对于切削对象W移动,换言之是刀具4移动。关于刀具4相对于切削对象W的移动速度,换言之是刀具4的移动速度。
如图3的(A),示出基于NC程序中的连续的两个指令(称为第一指令、第二指令)中的各指令来使刀具4相对于切削对象W进行直线移动的情况。基于第一指令的刀具4的移动方向与基于第二指令的刀具4的移动方向不同。图3的(B)的速度波形G11表示将刀具4的移动速度在X轴方向、Y轴方向、Z轴方向各个方向上的分量相加所得到的合成速度。最大加速度Acc是基于以马达15容许的最大加速度进行了加减速来使刀具4移动时的加速度。数值控制装置20预先将最大加速度Acc作为参数存储到存储装置24中。在机床10基于第一指令驱动时,刀具4的合成速度从0以最大加速度Acc加速至F
图3的(B)的速度波形G12表示刀具4在X轴方向上的速度分量(称为X轴速度)。此时,刀具4到达第一指令位置时的速度的X轴速度F
F
r
F
在具有图3的(A)所示的合成速度F
ΔF
r
F
ΔF
*表示X、Y、Z中的任一者。F
[数式1]
MIN{A,B,C,D}(A,B,C,D为任意的变量)表示变量A、B、C、D中的值最小的变量。根据式(1-6),差减速速度Vs仅由容许速度差ΔF
如图5,示出基于NC程序的指令使刀具4相对于切削对象W沿圆弧G21进行曲线移动的情况。圆弧G21的中心为O,半径为r。此时,如图5的(A),针对刀具4向朝向中心O的方向作用的向心加速度α、刀具4的速度F、圆弧G21的半径r满足式(2-1)。
α=F
向心加速度α越大,则对机床10作用的负荷越大,切削加工的精度越低。因此,向心加速度α为预先规定的最大加速度α
[数式2]
将根据式(2-2)计算圆弧减速速度V
如图5的(C),示出基于NC程序的指令使刀具4相对于切削对象W沿着将曲线路径按每个部分进行直线近似所得到的各个直线路径进行直线移动的情况。NC程序的第二指令是用于使刀具4从位置B至位置C向箭头标记G32的方向直线移动距离L的指令。NC程序的第一指令是用于使刀具4向箭头标记G31的方向移动至位置B的指令。此时,应用圆弧减速功能来计算圆弧减速速度的方法如下。数值控制装置20决定位置A,位置A是沿着箭头标记G31所延伸的线段G33从位置B向与箭头标记G31相反的方向离开距离L的位置。此时,经过位置A、B、C的圆弧(称为近似圆弧G35)的半径r′满足式(3-1)。将位置B处的沿着箭头标记G31延伸的线段G33与沿着箭头标记G32延伸的线段G34之间的内角的角度称为θ。
[数式3]
基于近似圆弧G35应用了圆弧减速功能时的圆弧减速速度Vr满足式(3-2)(参照式(2-2))。将基于近似圆弧G35计算圆弧减速速度Vr时的向心加速度α的最大加速度称为α
[数式4]
在曲线近似减速功能中,决定基于各指令的刀具4的移动速度(称为曲线近似减速速度Vc),使得基于NC程序中的多个指令的各个指令进行直线移动的刀具4的加速度在容许范围内。曲线近似减速速度Vc是基于以下的(1)(2)的计算结果通过(3)的方法来计算的。
(1)
如图6的(A),定义将位置A、B连结的线段的中点的位置S和将位置B、C连结的线段的中点的位置T。将刀具4从位置S经由位置B移动至位置T的路径称为S-B-T路径。位置S、B间的中心角和位置B、T间的中心角均为(180-θ)/2度。定义从位置S沿着箭头标记G31延伸的单位矢量e
[数式5]
e
V
T
T
时间t
t
时间t
t
L
L
在图6的(B)的T(0)~T(4)期间,由刀具4的速度波形G36和横轴围成的面积与距离L相对应。在T(1)~T(3)期间由刀具4的速度波形G36和横轴围成的面积对应于L
(2)
示出基于图6的(A)所示的近似圆弧G35使刀具4在S-B-T路径上以通过与圆弧减速功能同样的计算式计算出的圆弧减速速度Vr进行恒速移动的情况。如图6的(C)的速度波形G41,刀具4在S-B-T路径的整个区域内以圆弧减速速度Vr移动。圆弧减速速度Vr能够通过式(3-2)来计算。此时,沿着S-B-T路径移动的刀具4的平均加速度A
[数式6]
e
T
(3)
对通过(1)计算出的平均加速度A
[数式7]
a=Vr
b=-(2×Vr×Vs+Acc×L)
c=Vr×(Vs
如图7的(B)的速度波形G52,存在以下情况:即使在从差减速速度Vs起以最大加速度Acc进行了加减速时,也不会达到圆弧减速速度Vr。此时,满足式(5-2)。
4×Vr×Vs<4×Vr
在满足式(5-2)时,式(5-1)中的根号中的值(b
Vc=F (5-3)
如图7的(C),存在圆弧减速速度Vr为差减速速度Vs以下的情况(参照式(5-4))。
Vs≥Vr (5-4)
曲线近似减速速度Vc能够以圆弧减速速度Vr充分进行减速,因此如式(5-5),将圆弧减速速度Vr决定为曲线近似减速速度Vc。
Vc=Vr (55)
基于式(5-2)~(5-5),式(5-1)能够如式(5-6(A)~(C))那样变形。
[数式8]
图8的图表示出差减速速度Vs与曲线近似减速速度Vc之间的关系。该图表示出在第n指令速度F为5000mm/min、距离L为0.5mm、近似圆弧的半径r′为0.5mm、最大加速度α
在差减速速度Vs为约2000~5000的期间P
图9的(A)示出刀具4在X轴方向和Y轴方向上的移动轨迹。A-1、A-2、A-3示出如下移动轨迹:使刀具4向Y轴正方向移动,接下来向X轴正方向移动,接下来向Y轴负方向移动时的移动轨迹。各移动距离按A-1、A-2、A-3顺序变短。B-1、B-2、B-3示出如下移动轨迹:使刀具4向Y轴正方向移动,接下来向Y轴正方向和X轴正方向倾斜地移动,接下来向X轴正方向移动,接下来向Y轴负方向和X轴正方向倾斜地移动,接下来向Y轴负方向移动时的移动轨迹。各移动距离按B-1、B-2、B-3的顺序变短。C-1、C-2、C-3示出如下移动轨迹:刀具4沿将圆弧进行了直线近似所得到的各个直线路径移动时的移动轨迹。各移动距离按C-1、C-2、C-3的顺序变短。D-1、D-2、D-3示出如下移动轨迹:刀具4沿着沿圆弧的弯曲路径移动时的移动轨迹。各移动距离按D-1、D-2、D-3的顺序变短。图9的(A)的各轨迹中的黑点标记表示程序的指令位置。图9的(A)的各轨迹中的将黑点标记间连结的线段表示将指令位置之间用直线相连所得的线段,示出刀具4的移动路径。
图9的(B)的a-1~a-3、b-1~b-3、c-1~c-3示出基于通过曲线近似减速功能计算出的曲线近似减速速度Vc对刀具4沿着图9的(A)的各移动轨迹移动时的移动速度进行模拟所得到的结果。d-1~d-3示出基于通过圆弧减速功能计算出的圆弧减速速度Vr对刀具4沿着图9的(A)的各移动轨迹移动时的移动速度进行模拟所得到的结果。a-1~a-3、b-1~b-3、c-1~c-3、d-1~d-3的图表分别对应于刀具4沿着用A-1~A-3、B-1~B-3、C-1~C-3、D-1~D-3表示的移动轨迹移动的情况。
如a-1、a-2、b-1、b-2,在各移动轨迹上各移动距离相对较长时,仅执行拐角减速功能来决定曲线近似减速速度Vc,不执行圆弧减速功能。此时,数值控制装置20基于式(5-6(C))来决定曲线近似减速速度Vc。如a-3、b-3(框线G61内),在各移动轨迹上各移动距离较短时,在用虚线框示出的部位出现了因圆弧减速功能产生的速度波形。因此,执行拐角减速功能和圆弧减速功能这两者,来决定曲线近似减速速度Vc。此时,数值控制装置20基于式(5-6(B))来决定曲线近似减速速度Vc。如c-2、c-3(框线G62内),在该移动轨迹上各移动距离较短时,在用虚线框示出的部位出现了因圆弧减速功能产生的速度波形。该移动轨迹的外形与表示基于通过圆弧减速功能计算出的圆弧减速速度Vr的刀具4的移动速度的d-2、d-3的外形大致一致。因此,仅执行圆弧减速功能来决定曲线近似减速速度Vc。此时,数值控制装置20基于式(5-6(A))来决定曲线近似减速速度Vc。
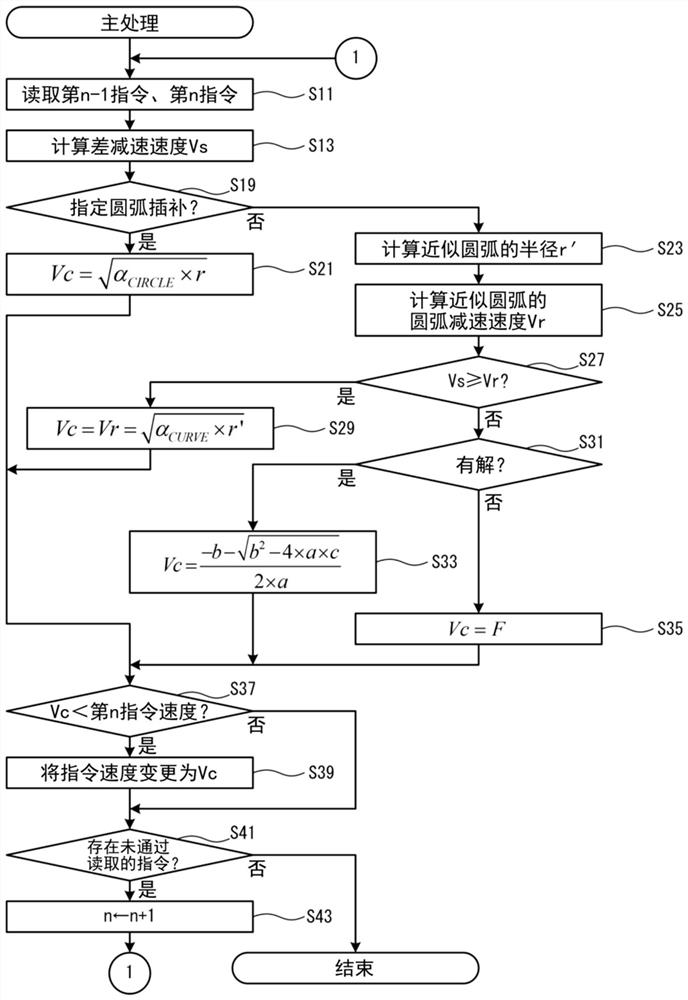
参照图10,说明数值控制装置20的CPU 21执行的主处理。在数值控制装置20开始基于NC程序对机床10进行驱动控制时,CPU 21通过读取存储装置24中存储的程序并执行该程序,来开始进行主处理。
CPU 21读取存储装置24中存储的NC程序的多个指令中的第n-1个(n为2以上的整数)指令(称为第n-1指令)和第n个指令(称为第n指令)(S11)。CPU 21基于式(1-1)~(1-5),来计算第n-1指令的指令速度(称为第n-1指令速度)与第n指令的指令速度(称为第n指令速度)之差ΔF
[数式9]
CPU 21使处理进入S37。
CPU 21在未通过NC程序的指令指定圆弧插补时(S19:“否”),判定为圆弧减速功能无效,根据第n指令来决定距离L。CPU 21决定近似圆弧G35,该近似圆弧G35经过基于第n指令移动的刀具4的移动开始位置(位置B,参照图6的(A))、移动结束位置(位置C,参照图6的(A))、沿着基于第n-1指令的刀具4的移动方向(箭头标记G31,参照图6的(A))从位置B离开了距离L的位置(位置A,参照图6的(A))。CPU 21基于式(3-1)来计算近似圆弧G35的半径r′(S23)。CPU 21基于计算出的半径r′和式(3-2),来计算刀具4的圆弧减速速度Vr,使得沿近似圆弧G35移动的刀具4的向心加速度为最大加速度α
[数式10]
CPU 21使处理进入S37。
CPU 21在判定为差减速速度Vs小于圆弧减速速度Vr时(S27:“否”),判定是否满足式(6-3)。
4×Vr×Vs≥4×Vr
在满足式(6-3)时,在从差减速速度Vs起以最大加速度Acc进行加速并移动第n指令的距离L的一半(L/2)之前,刀具4的加速度达到刀具4以基于圆弧减速功能的圆弧减速速度Vr移动时的平均加速度A
[数式11]
式(6-4)的a、b、c分别是基于差减速速度Vs、圆弧减速速度Vr、最大加速度Acc、距离L决定的值。因此,CPU 21通过S33,基于差减速速度Vs、圆弧减速速度Vr、最大加速度Acc、距离L来计算曲线近似减速速度Vc。CPU 21使处理进入S37。
CPU 21在判定为差减速速度Vs小于圆弧减速速度Vr(S27:“否”)且判定为不满足式(6-3)时(满足式(5-2)时),判定为式(5-1)无解(S31:“否”)。此时,即使从差减速速度Vs起以最大加速度Acc进行加速并移动第n指令的距离L的一半(L/2),刀具4的加速度也不会达到刀具4以基于圆弧减速功能的圆弧减速速度Vr移动时的平均加速度A
Vc=F (6-5)
CPU 21使处理进入S35。
CPU 21判定通过S21、S29、S33、S35中的任一步骤决定的曲线近似减速速度Vc是否小于第n指令速度F(S37)。CPU 21在判定为曲线近似减速速度Vc小于第n指令速度F时(S37:“是”),将第n指令速度F变更为曲线近似减速速度Vc(S39)。在通过S35的处理决定了曲线近似减速速度Vc时,CPU 21不变更第n指令速度F。CPU 21使处理进入S41。CPU 21在判定为曲线近似减速速度Vc为第n指令速度F以上时(S37:“否”),使处理进入S41。CPU 21判定在NC程序所包含的全部指令中是否存在未通过S11读取的指令(S41)。CPU 21在判定为存在未读取的指令时(S41:“是”),对n加上1来对n进行更新(S41)。CPU 21使处理返回到S11,基于更新后的n反复进行处理。CPU 21在前次的S11中已经读取了与更新后的n对应的第n-1指令,因此在本次的S11中仅读取与更新后的n对应的第n指令来执行处理即可。CPU 21在通过S11读取了NC程序所包含的全部指令时,判定为不存在未读取的指令(S41:“否”)。此时,CPU 21结束主处理。
数值控制装置20针对基于第n指令移动的刀具4的路径,视作将近似圆弧G35进行直线近似所得到的直线路径。数值控制装置20根据基于拐角减速功能决定的差减速速度Vs和基于圆弧减速功能决定的圆弧减速速度Vr,来计算通过曲线近似减速功能决定的曲线近似减速速度Vc(S29、S33、S35)。数值控制装置20通过拐角减速功能和圆弧减速功能来适当地决定基于曲线近似减速功能的刀具4的减速程度,并变更基于第n指令的刀具4的速度(S39)。因此,数值控制装置20不会使刀具4过度地降低速度,能够缩短切削对象W的加工时间。
在差减速速度Vs为圆弧减速速度Vr以上时(S27:“是”),数值控制装置20将第n指令速度变更为圆弧减速速度Vr(式(6-2)、S29、S39)。此时,数值控制装置20能够基于圆弧减速速度Vr来适当地抑制刀具4的速度。
在差减速速度Vs小于圆弧减速速度Vr(S27:“否”)且刀具4的速度在从差减速速度Vs起以最大加速度Acc进行加速并移动距离L/2之前达到平均加速度A
在差减速速度Vs小于圆弧减速速度Vr(S27:“否”)且刀具4的速度在从差减速速度Vs起以最大加速度Acc进行加速并移动距离L/2之前不会达到平均加速度A
数值控制装置20基于近似圆弧G35来计算圆弧减速速度Vr(S25),其中,近似圆弧G35经过基于第n指令移动的刀具4的移动开始位置(位置B)、移动结束位置(位置C)以及沿着与基于第n-1指令的刀具4的移动方向(箭头标记G31的方向)相反的方向从移动开始位置(位置B)离开了距离L的虚拟开始位置(位置A)。此时,数值控制装置20适当地决定近似圆弧G35并计算圆弧减速速度Vr,由此能够决定适当的曲线近似减速速度Vc来抑制刀具4的速度。
本发明不限于上述实施方式。数值控制装置20通过拐角减速功能计算出使差ΔF
数值控制装置20也可以使用基于差减速速度Vs、圆弧减速速度Vr、距离L以及其它参数的其它关系式、计算式来计算曲线近似减速速度Vc。
近似圆弧G35的决定方法不限于本实施方式。例如,数值控制装置20也可以将经过基于第n-1指令移动的刀具4的移动开始点和移动结束点以及基于第n指令移动的刀具4的移动开始点和移动结束点的圆弧决定为近似圆弧。
图10所示的主处理也可以由周知的PC等来执行。该PC也可以将通过主处理的执行进行了变更后的NC程序的指令速度存储在数值控制装置20的存储装置24中。此时,数值控制装置20参照由PC存储到存储装置24中的指令速度,基于NC程序的指令来移动机床10的刀具4。
数值控制装置20也可以具有在安装计算机可读存储介质中存储的程序时读取该计算机可读存储介质中存储的程序的功能。数值控制装置20也可以将从计算机可读存储介质读出的程序存储到存储装置24中。
马达15和作业台装置40是本发明的移动机构的一例。存储有NC程序的存储装置24是本发明的存储部的一例。CPU 21是本发明的控制部的一例。容许速度差ΔF
- 数值控制装置、数值控制方法以及计算机可读存储介质
- 数值控制装置、控制系统、控制方法以及计算机可读介质