精雕机的智能自动线
文献发布时间:2023-06-19 11:37:30
技术领域
本发明涉及精雕加工领域,具体涉及一种精雕机的智能自动线。
背景技术
随着工业水平的进步和人们生活水平的提高,3C产品在生活中也越来普及,从而对于3C产品产能的需求也越高。
现有的3C产品中的玻璃盖板以及金属外壳一般是通过人工上料的方式将工件放置在精雕机上,然后利用精雕机自动加工。但是,这种人工取放料的方式效率较低,且劳动强度较大。
发明内容
本发明的主要目的在于提供一种精雕机的智能自动线,以解决背景技术中提出的技术问题。
为实现上述目的,本发明提出一种精雕机的智能自动线,该智能自动线包括第一输送线、加工组和转运机械手,若干所述加工组沿所述第一输送线的输送方向依次布置,所述加工组包括两个相对布置在所述第一输送线两侧的精雕机,所述转运机械手位于所述第一输送线的上方并用于在所述精雕机与所述第一输送线之间运输工件。
优选地,所述智能自动线还包括位于所述第一输送线一端并用于供料的供料设备。
优选地,所述供料设备包括第一机台、位于所述第一机台上的上料机械手和位于所述上料机械手下方的第二输送线,所述第二输送线具有若干并列布置的第一线体。
优选地,所述第一输送线上具有与所述加工组一一对应布置的定位装置,所述定位装置包括设于所述第一输送线上的承载板,所述承载板上具有若干定位区,且所述定位区的周向上设置有多个可沿水平方向移动的定位柱。
优选地,所述转运机械手的自由端具有真空吸附组件,所述真空吸附组件包括与所述转运机械手绕竖直方向转动连接的安装板以及位于所述安装板上至少一组吸附部,所述吸附部包括若干真空吸嘴以及通过弹性组件与所述安装板连接的压板,所述压板上具有供所述真空吸嘴穿过的避位孔。
优选地,所述转运机械手为桁架式机械手,多个所述桁架式机械手与所述加工组一一对应布置,且所述龙门式机械手的两端分别设于相对布置的两个所述精雕机上。
优选地,所述精雕机上设置有可支撑所述龙门式机械手的支撑装置,所述支撑装置包括支撑柱和设置在所述支撑柱顶部的举升组件,所述龙门式机械手的两端分别位于所述举升组件上。
优选地,所述输送线的下方设置有分别与所述精雕机的排液孔和进液孔连通的排屑机。
优选地,所述第一输送线包括并列布置的上料线和下料线;
所述上料线包括第一架体、并列且间隔设置在所述第一架体上的两个第二线体、若干间隔布置并分别连接两个所述第二线体的挡块,所述第一架体上还设置有位于所述第二线体下方的第一接水盒以及检测组件,所述检测组件包括设置在所述第一架体上的安装块以及设于所述安装块上的光电传感器和位于所述光电传感器一侧的气嘴;
所述下料线包括所述上料线包括第二架体和设置在所述第二架体上的第三线体,所述第二架体上还设置有位于所述第三线体下方的第二接水盒,所述排屑机顶部具有分别与所述第一接水盒的出水口和所述第二接水盒的出水口对接的进水口。
优选地,所述精雕机包括第二机台以及设置在所述第二机台上的雕铣装置和加工平台,所述雕铣装置具有多个加工头,所述加工平台上具有与所述加工头一一对应的治具。
本发明实施例提供的精雕机的智能自动线,通过第一输送线输送工件,并利用转运机械手在精雕机和第一输送线之间运输待加工件和成品工件,以此即可完成精雕机的自动上下料,从而有利于增加上料效率,以增加加工效率,且还可降低人工成本。
附图说明
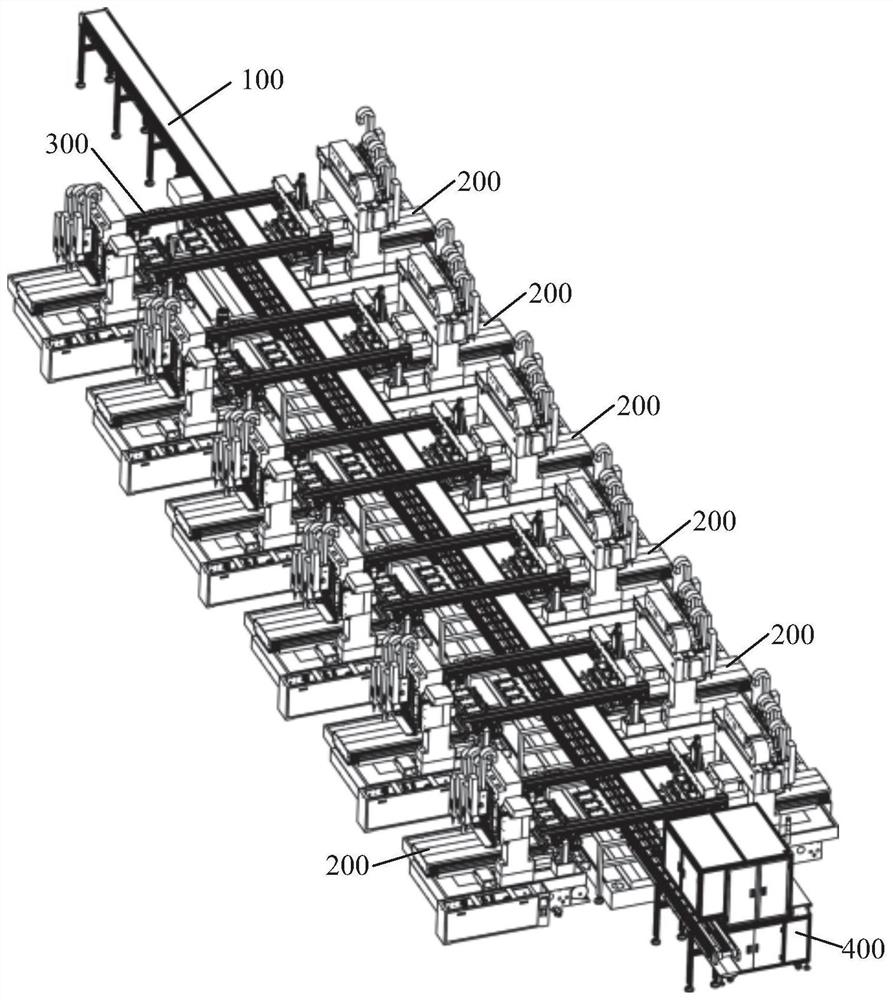
图1为本发明中精雕机的智能自动线一实施例的结构示意图;
图2为图1中所示加工组和转运机械手的结构示意图;
图3为图1中所示供料设备的结构示意图;
图4为图3中所示供料设备部分结构的示意图;
图5为图1中所示第一输送线和排屑机的结构示意图;
图6为图5中所示定位装置的结构示意图;
图7为图2中所示转运机械手的结构示意图;
图8为图7中所示真空吸附组件的结构示意图;
图9为图2中所示精雕机的结构示意图;
图10为图9中所示支撑装置的结构示意图;
图11为图5中所示上料线的结构示意图;
图12为图11中所示检测组件的结构示意图。
具体实施方式
下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明提出一种精雕机的智能自动线,如图1和图2所示,该智能自动线包括第一输送线100、加工组200和转运机械手300,若干加工组200沿第一输送线100的输送方向依次布置,加工组200包括两个相对布置在第一输送线100两侧的精雕机210,转运机械手300位于第一输送线100的上方并用于在精雕机210与第一输送线100之间运输工件。
本实施例中,第一输送线100上下料的方式可以是人工上下料,可以是自动上下料,加工组200的数量可根据实际情况进行设置,即根据第一输送线100的长度设置,至于精雕机210则选用现有的设备即可。同时,优选精雕机210上具有风刀,具体的工作模式为在上料之前,治具214移动至清洁位置利用风刀清除废屑,然后治具214移动至上下料位,利用转运机械手300抓取位于第一输送线100上的待加工件至治具214上,然后在对治具214上的工件加工完后,治具214再移动至清洁位置利用风刀清除废屑,最后治具214再移动至上下料位供转运机械手300抓取成品工件。其中,转运机械手300抓取工件的方式夹持式或吸附式均可,至于转运机械手300的数量可以是与精雕机210一一对应布置,也可以是一个加工组200共用一个转运机械手300。本实施例中,通过第一输送线100输送工件,并利用转运机械手300在精雕机210和第一输送线100之间运输待加工件和成品工件,以此即可完成精雕机210的自动上下料,从而有利于增加上料效率,以增加加工效率,且还可降低人工成本。
在一较佳实施例中,如图1所示,优选智能自动线还包括位于第一输送线100一端并用于供料的供料设备400。此时,供料设备400的结构参照现有形式的设备即可,以便于自动将待加工件自动并精确的放置在第一输送线100上,从而便于转运机械手300精确抓取第一输送线100上的待加工件并放置在治具214上。具体的形式可以是待加工件堆叠放置,然后利用机械手自动抓取待加工件即可。
在一较佳实施例中,如图3和图4所示,优选供料设备400包括第一机台410、位于第一机台410上的上料机械手420和位于上料机械手420下方的第二输送线430,第二输送线430具有若干并列布置的第一线体431。其中,优选多个第一线体431均由一个动力源进行驱动,从而有利于保持同步运输待加工件,上料机械手420选用三轴机械手即可,至于上料机械手420抓取待加工件的方式采用真空吸附的方式即可。此时,优选第一机台410上位于第一线体431的两侧以及输出端的端部均设置有挡料件450,以限制待加工件的停止位置和移动方向。同时,优选第一机台410上设置有工作台440,以便于暂放待加工件后,由人工依次将待加工件放置在第一线体431上。当然,还可在第一线体431的输出端设置检测传感器,以便于检测第一线体431的输出端是否存在待加工件。
在一较佳实施例中,如图5和图6所示,优选第一输送线100上具有与加工组200一一对应布置的定位装置130,定位装置130包括设于第一输送线100上的承载板131,承载板131上具有若干定位区132,且定位区132的周向上设置有多个可沿水平方向移动的定位柱133。其中,定位柱133可以是在定位区132周向的相邻两个侧边布置,然后由直线驱动组件单独驱动一侧面的定位柱133移动,也可以是多个定位区132同一侧面的定位柱133由同一个直线驱动组件进行驱动,直线驱动组件的形式具体可以是直线气缸。当然,定位柱133的移动方式以及布置形式还可参照现有另外的形式进行布置,如多个定位柱133均匀布置在定位区132的周向上,且多个定位柱133可朝向或远离定位区132的中心移动。本实施例中,具体的工作方式为,转运机械手300首先将位于第一输送线100上的待加工件抓取至定位区132内,然后由定位柱133对位于定位区132上的待加工件定位的同时由转运机械手300将治具214上加工好的成品加工件抓取至第一输送线100上,最后由转运机械手300将定位区132上定位好的待加工件抓取至治具214上,从而更加有利于增加加工效率。
在一较佳实施例中,如图7和图8所示,优选转运机械手300的自由端具有真空吸附组件350,真空吸附组件350包括与转运机械手300绕竖直方向转动连接的安装板351以及位于安装板351上至少一组吸附部352,吸附部352包括若干真空吸嘴353以及通过弹性组件354与安装板351连接的压板355,压板355上具有供真空吸嘴353穿过的避位孔。其中,优选安装板351由设置在转运机械手300上的电机驱动,弹性组件354为氮气弹簧或导柱+弹簧的形式即可,真空吸嘴353的数量为四个,并优选为具备伸缩功能的真空吸嘴353。此时,优选真空吸嘴353的端部略微凸出压板355的底面布置,从而便于真空吸嘴353吸取工件。本实施例中,由于现有精雕机与输送线很难放置呈平行状态,从而通过调试安装板351转动的角度即可将工件在精雕机与输送线之间运输工件。同时,将待加工件放置在治具214上后,转运机械手300继续驱动压板355下行以与该待加工件接触,从而便于对待加工件进行整形,提高待加工件的平整度,以便于治具214通过真空吸附的固定待加工件。
在一较佳实施例中,如图7所示,优选转运机械手300为桁架式机械手,多个龙门式机械手与加工组200一一对应布置,且龙门式机械手的两端分别设于相对布置的两个精雕机210上。其中,优选桁架式机械手具有两个分别设置在同一个加工组200中的两个精雕机210上的直线模组310、分别两个直线模组310的输出端连接的横梁320、设置子啊横梁320上并可沿横梁320的长度方向移动的第一滑座330以及位于第一滑座330上并可沿竖直方向移动的第二滑座340,真空吸附组件350位于第二滑座340上。此时,优选两个直线模组310由同一个动力源驱动,以有利于保持横梁320移动的稳定性。
在一较佳实施例中,如图2、图7和图8所示,优选精雕机210上设置有可支撑桁架式机械手的支撑装置220,支撑装置220组件包括支撑柱221和设置在支撑柱221顶部的举升组件222,龙门式机械手的两端分别位于举升组件222上。其中,支撑柱221的长度可根据实际情况进行设置。此时,优选支撑装置220的数量为两个,从而便于同时对上述两个直线模组310进行支撑。本实施例中,通过举升组件222驱动转运机械手300移动,从而便于智能自动线的调试。
在一较佳实施例中,如图5所示,优选输送线的下方设置有分别与精雕机210的排液孔和进液孔连通的排屑机500。其中,排屑机500基于本方案参照现有形式进行设置即可,而排屑机500的进料口与各个精雕机210的出液口通过管路连通,排屑机500的出液口与精雕机210的切屑液进液口通过管路连通。本实施例中,通过排屑机500同时对各个精雕机210的废液进行过滤,从而使得各个精雕机210无需单独设置过滤系统,以此有利于减小精雕机210的体积。
在一较佳实施例中,如图5、图11和图12所示,优选第一输送线100包括并列布置的上料线110和下料线120,上料线110包括第一架体111、并列且间隔设置在第一架体111上的两个第二线体112、若干间隔布置并分别连接两个第二线体112的挡块113,第一架体111上还设置有位于第二线体112下方的第一接水盒114以及检测组件115,检测组件115包括设置在第一架体111上的安装块116以及设于安装块116上的光电传感器117和位于光电传感器117一侧的气嘴118;下料线120包括上料线110包括第二架体和设置在第二架体上的第三线体,第二架体上还设置有位于第三线体下方的第二接水盒,排屑机500顶部具有分别与第一接水盒114的出水口和第二接水盒的出水口对接的进水口。其中,上料线110与上述供料设备400对接并用于输送待加工件,下料线120用于输送成品工件,优选上料线110与下料线120错位布置,即上料线110的上料端凸出下料线120的上料端布置,从而便于为供料设备400提供避位,下料线120的下料端凸出上料线110的下料端布置,从而便于为人工下料提供避位。同时,上述两个第二线体112间隔的距离则可根据实际情况进行布置,至于相邻两个挡块113之间间隔的距离则根据待加工件的宽度或长度进行设置即可,而检测组件115优选布置在上料线110的上料端,从而便于检测位于上方的两个挡块113之间是否存在待加工件,光电传感器117优选为反射式光电传感器,气嘴118则位于反射式光电传感器发射头的周侧,以便于通过气嘴118喷射的气流清除位于反射式光电传感器发射头处的杂物。此时,第一接水盒114和第二接水盒则优选采用V字形盒体,以便于将收集的切屑液注入排屑机500顶部的进水口,而排屑机500的进水口则优选呈沿第一输送线100的输送方向布置的长条形开口。当然,下料线120上也可参照上料线110布置上述检测组件115,以检测下料线120上的上料位置是否存在成品工件。
在一较佳实施例中,如图9和图10所示,优选精雕机210包括第二机台211以及设置在第二机台211上的雕铣装置212和加工平台213,雕铣装置212具有多个加工头,加工平台213上具有与加工头一一对应的治具214。其中,优选加工头和治具214均优选为四个,从而便于同时对四个待加工工件进行加工,以增加加工效率。此时,上述第一线体431为四个,且上料机械手420可一次性抓取分别位于四个第一线体431上的一个待加工件,而吸附部352和定位区132的数量也优选为四个,从而便于利用转运机械手300同时抓取四个工件以及利用定位装置130同时对四个待加工件进行定位。
以上的仅为本发明的部分或优选实施例,无论是文字还是附图都不能因此限制本发明保护的范围,凡是在与本发明一个整体的构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明保护的范围内。
- 精雕机的智能自动线
- 全自动线式智能装订机