SA镀锌空冷器外壁专用防腐涂料及其制备方法
文献发布时间:2023-06-19 11:44:10
技术领域
本发明涉及炼化、电力系统、煤化工冷换镀锌空冷器外壁防腐技术领域,具体为一种SA镀锌空冷器外壁专用防腐涂料及其制备方法。
背景技术
近年来碳钢镀锌管空冷器在国内炼化行业,因其造价相对较低,制作工期较短,呈井喷式大量被使用,使用二年期间,逐渐显露出镀锌空冷器存在大量点蚀、坑蚀情况,极大危害了装置的安全平稳运行。
镀锌管的耐蚀性主要是靠其锌表面生成的较致密的腐蚀产物膜来增加设备本体的耐蚀性的,镀锌管束在使用过程中,由于镀锌过程中不可能达到表面均匀牢固地镀上锌,镀锌层毕竟不是合金层,因此总会出现针孔或局部附着不牢的情况发生,前面提到,锌的电极电位小于铁,因此受损部位的锌优先遭到腐蚀且对铁基金属起到牺牲阳极的保护作用,当锌损耗达到一定程度,所提供的保护电流无法满足阴极保护的电流需要时,铁基金属就要遭到腐蚀破坏,这就是我们所看到的镀锌管表面附着大量铁锈的原因。
镀锌空冷器外壁喷淋一级除盐水,由于设备表面氧气充足,表面生成富含氧的水膜,碳钢外镀锌的防腐方法用以提高设备的使用寿命,此方法是行之有效的,但却不是一劳永逸的,锌由于其标准电极电位
镀锌空冷器外壁喷淋水部位易产生结垢沉积,沉积垢主要以碳酸盐、磷酸盐、硅酸盐、硫酸盐、Fe2O3、Fe3O4、微生物粘泥垢、噬氧菌、厌氧菌生物垢为主。从现场情况情况看,光管表面结垢严重,结垢易产生垢下腐蚀(图1),有报道碳钢的空冷器水喷淋情况下腐蚀速率可高达4mm/a。
垢下部位由于缺氧,使得厌氧的细菌容易在垢下滋生,使垢下酸性化,如图2所示:1.1由于垢核内腐蚀产生大量的Fe2+\Fe3+,阳离子聚集,由于电荷吸引或电泳左作用,必然要吸引大量的阴离子如:像半径小的Cl-离子被吸引到垢核内,垢核内形成HCl介质,恶化了腐蚀环境,更加速了腐蚀,如此,便形成恶性循环,从而加速炉管的腐蚀,表现形式为腐蚀穿孔。雨季时,由于垢本身具有缝隙多孔结垢,缝隙本身即具有虹吸作用,容易吸收水分,吸收水分的垢层更易加速垢层的垢下腐蚀。
从保护空冷器和延长空冷器使用寿命角度出发,有必要对镀锌空冷器外壁做专业化防腐处理。
发明内容
为解决以上问题,本发明提供一种适用于高湿度、高纬度、高海拔型水冷器专用EFT防腐涂料。本发明的另一目的是提供上述涂料的制备方法。
本发明为实现上述目的所采用的技术方案是:SA镀锌空冷器外壁专用防腐涂料,其特征是,其组分及重量份数如下:
A组:
B组:
所述聚氯乙烯—酚醛树脂—片状铝粉缩聚物中各组分根据海水、中水、含盐水腐蚀性情况调整相互比例,其中片状铝粉为150目。
所述SA镀锌空冷器外壁专用防腐涂料的制法,其特征是,包括以下步骤:
将A组分按照以下次序进行加工混配:
(1)聚氯乙烯—酚醛树脂—片状铝粉按实际需求调整比例,混合升温45℃经过三辊机研磨1个小时生成缩聚物,降至30℃以下,导入到专用过度容器中,准备进入到下一步工序;
(2)在球磨机中原料除了4,4'-异亚丙基二酚以外,余下原料依次混匀,加热到76℃,保持2小时,导入到球磨机研磨,温度降至40℃后一个小时内,再加入4,4'-异亚丙基二酚,重新升温至80℃,再进行研磨,一个小时,温度降至30℃,搅拌情况下倒入聚氯乙烯—酚醛树脂—片状铝粉缩聚物,常温情况下,球磨机研磨半个小时,导出装桶;
B组分中,先将原料混合均匀,导入另一球磨机中细磨1个小时,温度维持35℃,导出装桶。
本发明具备以下优点:
(1)SA镀锌空冷器外壁专用防腐涂料和镀锌表面有良好的的结合性和相容附着性,不会发生一般性防腐涂料和锌等发生化学、电化学反应,附着性牢靠,按照GB1720-1989《漆膜附着力测定法》,其附着性达到1级以上。
(2)良好的耐蚀性能,尤其是耐盐雾、耐水性、抗渗透性极佳。
(3)加入的片状铝粉填料,具有抑制微生物生长功效,减少微生物(MIC)腐蚀隐患。
(3)柔韧性优良、抗冲击性优良,按照GB/T1731-93和GB/T1732-93,柔韧性达到2mm,冲击强度达到30kg/cm,从而可满足镀锌空冷器使用过程中除盐水自上而下的垂落冲击,保证漆膜完好不发生损伤和龟裂。
(4)良好的耐候性,漆膜添加抗紫外线树脂及填料,具有一定坑紫外线照射和耐天候老化性能。
一台镀锌空冷器造价约为300万,推测不做防腐处理,寿命估计大都在5年左右,每年分摊设备损耗约为60万,采用SA镀锌空冷器外壁专用防腐涂料防腐,每台空冷器材料成本2.3万,施工包括搭设脚手架造价2.5万,考虑搭设脚手架其他各项因素等,每台空冷器防腐总造价大约为5万元,约占空冷器设备造价的1.7%,寿命可延长使用到10年,也就是说,投入5万元换来5年的设备使用寿命,避免设备直接经济损失150万元,投入与产出之比为1:50。
附图说明
图1为垢下腐蚀穿孔图。
图2为垢下腐蚀原理示意图。
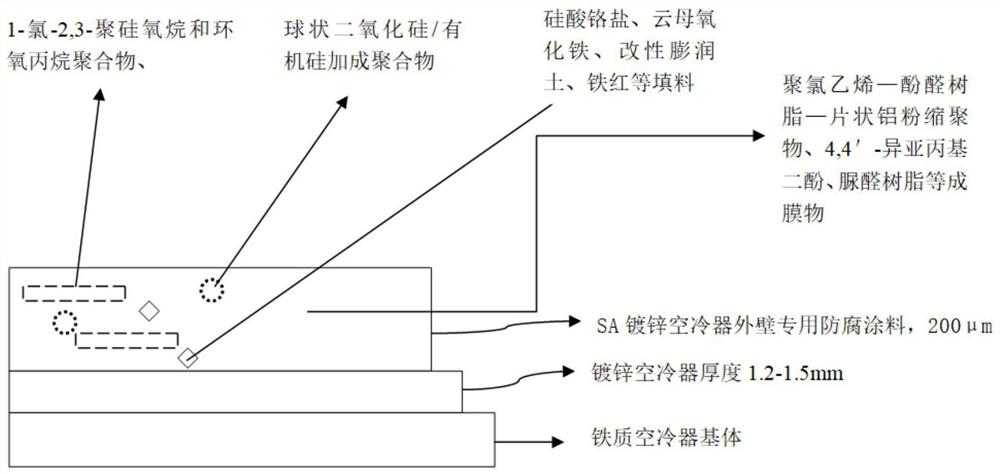
图3为本发明涂料应用时的组织结构图。
具体实施方式
以下结合具体实施例,进一步阐述本发明。这些实施例仅用于说明本发明而不用于限制本发明的范围。
实施例1
SA镀锌空冷器外壁专用防腐涂料,其组分及重量份数如下:
A组:
B组:
所述聚氯乙烯—酚醛树脂—片状铝粉缩聚物中各组分根据海水、中水、含盐水腐蚀性情况调整相互比例,其中片状铝粉为150目。
实施例2
实施例1所述所述SA镀锌空冷器外壁专用防腐涂料的制法,包括以下步骤:
将A组分按照以下次序进行加工混配:
(1)聚氯乙烯—酚醛树脂—片状铝粉(150目)按实际需求调整比例,混合升温45℃经过三辊机研磨1个小时生成缩聚物,降至30℃以下,导入到专用过度容器中,准备进入到下一步工序;
(2)在球磨机中原料除了4,4'-异亚丙基二酚以外,余下原料依次混匀,加热到76℃,保持2小时,导入到球磨机研磨,温度降至40℃后一个小时内,再加入4,4'-异亚丙基二酚,重新升温至80℃,再进行研磨,一个小时,温度降至30℃,搅拌情况下倒入聚氯乙烯—酚醛树脂—片状铝粉缩聚物,常温情况下,球磨机研磨半个小时,导出装桶;
B组分中,先将原料混合均匀,导入另一球磨机中细磨1个小时,温度维持35℃,导出装桶。
使用时A组分与B组分常温混合搅拌均匀,熟化20分钟,特喷涂或滚涂、刷涂使用。
以上所述的实施例仅是对本发明的实施方式进行描述,并非对本发明的范围进行限定。
- SA镀锌空冷器外壁专用防腐涂料及其制备方法
- 一种冷镀锌防腐涂料及其制备方法