用于曲面板上的粘贴定位装置
文献发布时间:2023-06-19 12:04:09
技术领域
本申请涉及空调盖板组装技术领域,尤其涉及一种用于曲面板上的粘贴定位装置。
背景技术
相关技术中,空调机的冷风通过向上送风,冷风被盖板限制,向外四周吹出,达到使空间都能充满冷空气的效果,但是通过实验发现,在制冷过程中,冷风直吹盖板,盖板顶端会产生许多凝聚的冷凝水,冷凝水存在滴落的隐患,因此需要为盖板安装电辅热模块提高表面温度,防止冷凝水的产生。
在安装电辅热模块时,盖板是由顶盖板与底盖板组合而成,通过双面胶粘贴固定在一起。盖板为立体式结构,类似于鹅蛋形状,当底盖板上需要进行双面胶粘贴时,因为其背面不是平面,在没有工装辅助的情况下,很难操作,而且贴胶后无法将双面胶按压紧固。
同时,内侧安装电辅热模块时,因为没有定位结构,也没有参照物可以辅助电辅热模块装配,装配效率低下,而且在电辅热模块安装时,对电辅热模块的安装位置要求极高,粘贴偏位后会出现与底盖板干涉拱起以及凝露不合格的问题。
发明内容
为克服相关技术中存在的问题,有必要设计制造一种方便曲面板粘贴和定位的工装。
本申请提供一种用于曲面板上的粘贴定位装置,包括:
底座定位工装和粘贴件定位工装;
所述底座定位工装包括:底板,曲面凸台,定位凸起和工件限位机构;
所述粘贴件定位工装包括:粘贴件镂空区域和定位凹槽;
所述底板用于固定所述曲面凸台和所述工件限位机构,所述曲面凸台用于放置待粘贴工件;
所述定位凸起和所述定位凹槽相适配。
在一种实施方式中,所述底板上设置有所述曲面凸台的安装卡槽和所述工件限位机构的安装卡槽,所述底板的中心区域为镂空结构。
在一种实施方式中,所述工件限位机构为设置在曲面凸台的周围的N个限位块,所述N为大于一的整数。
在一种实施方式中,所述限位块包括固定部和活动部,所述活动部连接于所述固定部上,所述活动部开设有长腰型孔,通过与所述长腰型孔相适配的滑动螺钉连接所述固定部,使得所述活动部能根据所述长腰型孔设置相对于所述固定部的位置;
所述活动部的高度高于所述曲面凸台的高度。
在一种实施方式中,所述活动部的滑动轨迹的延长线,经过所述底座定位工装的中心;
所述活动部与待粘贴工件的接触面相适配。
在一种实施方式中,所述曲面凸台的曲面弧度与待粘贴工件的曲面弧度相适配;
所述曲面凸台的中心区域为镂空结构;
所述曲面凸台包括至少两种弧度型号,且所述曲面凸台与所述底板为可拆卸式连接。
在一种实施方式中,所述粘贴件定位工装的四周设置有N个定位开口,所述定位开口的形状和位置与所述限位块的活动部相适配。
在一种实施方式中,所述工件限位机构为是具有相对底板有确定的平移轨迹部分,且能固定在底板上的组件,包括可滑动的限位块结构和弹簧限位块。
在一种实施方式中,所述粘贴件定位工装的粘贴镂空区域与粘贴件的外形相匹配,所述粘贴件为需要粘贴在所述待粘贴工件上的辅助件。
在一种实施方式中,所述粘贴件定位工装的曲面弧度与待粘贴工件的曲面弧度相适配;
所述粘贴件定位工装还包括有中心镂空区域。
本发明的有益效果是:用底座定位工装粘贴双面胶,因为曲面凸台与盖板的弧度适配,在把盖板放在底座定位工装上按压加工时,可以使双面胶在粘贴件上的贴合更加紧密,受力更充分,同时增加了加工的工作效率,提高了贴合的质量。用粘贴件定位工装配合底座定位工装,在顶盖板上粘贴辅助件,通过粘贴件定位工装上的粘贴镂空区域,可以使辅助件的粘贴准确,加工后的盖板不会被辅助件干涉,定位准确且盖板上的凝露合格。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单的介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
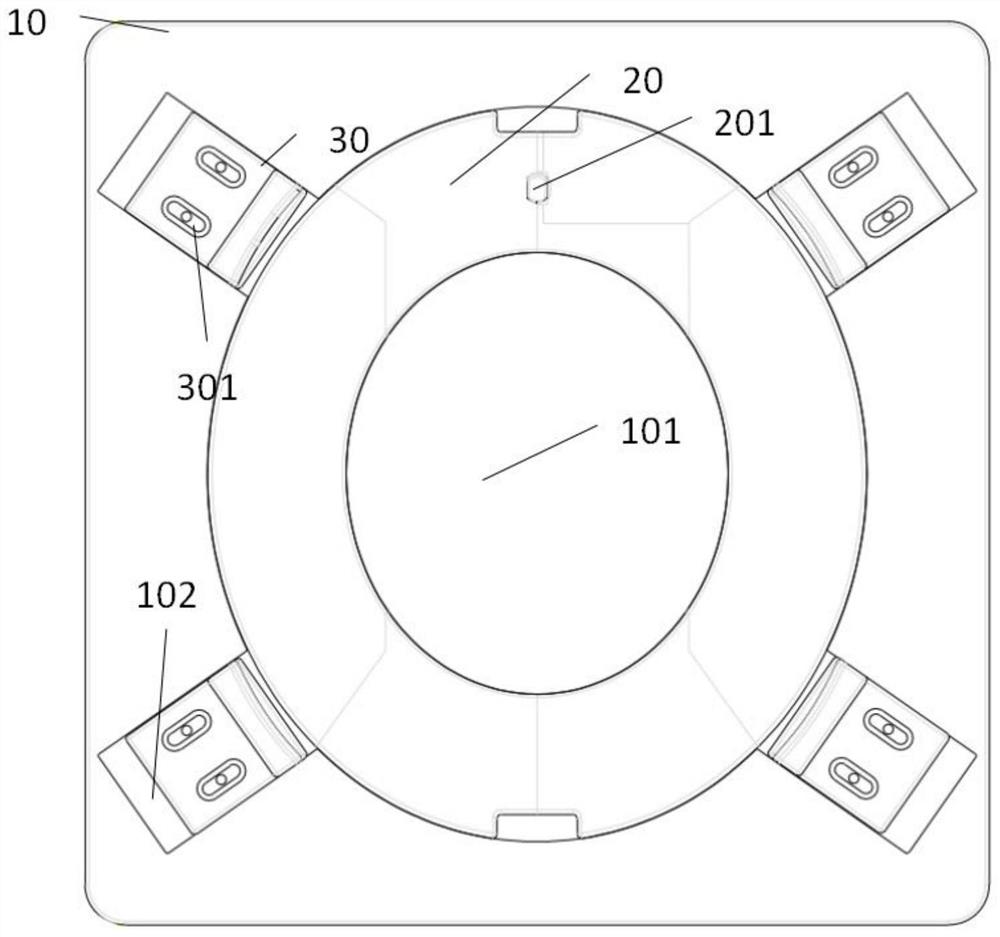
图1是本申请实施例示出的底座定位工装正视示意图;
图2是本申请实施例示出的底座定位工装侧视示意图;
图3是本申请实施例示出的粘贴件定位工装正视示意图;
图4是本申请实施例示出的粘贴件定位工装侧视示意图;
图5是本申请实施例示出的粘贴件定位工装与底座定位工装组合在一起的示意图;
图6是本申请实施例示出的底盖板正视示意图;
图7是本申请实施例示出的底盖板侧视示意图;
图8是本申请实施例示出的顶盖板正视示意图;
图9是本申请实施例示出的顶盖板侧视示意图;
图10是本申请实施例示出的用于曲面板上的粘贴定位装置使用流程图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例一
用于曲面板上的粘贴定位装置要分别制作底座定位工装和粘贴件定位工装。
请参阅图1和图2,其为本申请实施例示出的底座定位工装正视和侧视示意图,底座定位工装包括有底板10,曲面凸台20和工件限位机构30。
该底板10包括有三部分,底板10的板体部分,中间镂空101和安装卡槽102。
该曲面凸台20的曲面尺寸根据待加工的盖板弧面结构而定,且在曲面凸台20上,设置有定位凸起201。
该工件限位机构30包括固定部和活动部,所述活动部连接于所述固定部上,所述活动部开设有长腰型孔,通过与所述长腰型孔相适配的滑动螺钉连接所述固定部,使得所述活动部能根据所述长腰型孔设置相对于所述固定部的位置。活动部高度高于曲面凸台。
电木(即,酚醛塑料)具有较高的机械强度、良好的绝缘性,耐热、耐腐蚀,常用于制造电器材料,因为底座定位工装作为底座,需要有较大的强度,所以用电木为材料,制作尺寸适合的底板10。在底板10上设置曲面凸台的安装卡槽和工件限位机构的安装卡槽,且在曲面凸台的安装卡槽上以中间镂空的中心点为原点,斜对角开4个螺钉孔,通过这4个螺钉孔将曲面凸台20固定在底板10上。
底板10的中间开口,做出中间镂空101,在中间镂空101的周围开出安装卡槽102,安装卡槽102的尺寸与曲面凸台20的结构尺寸和工件限位机构30的移动尺寸相适配,便于底板10固定该曲面凸台20和该工件限位机构30。
参阅图3和图4,其为本申请实施例示出的粘贴件定位工装正视和侧视示意图,粘贴件定位工装包括:粘贴件镂空区域401和定位凹槽404。
因为粘贴件定位工装结构较复杂,所以采用3D打印的方法制作粘贴件定位工装。根据图3中,设置有粘贴件镂空区域401以及中心镂空区域402,在粘贴件定位工装与底座定位工装配合时,粘贴镂空区域将顶盖板的粘贴部位裸露出来,粘贴镂空区域与粘贴件的外形相匹配,所以加工待粘贴工件时,只需将粘贴件沿粘贴件镂空区域401粘贴,就可以准确定位工件和双面胶。
曲面凸台的顶面上的定位凸起201与粘贴件定位工装上的定位凹槽404相适配,定位凸起201可以嵌入定位凹槽404内,这样的定位适配关系,可以使得待加工的顶盖板和待加工底盖板在贴合该曲面凸台20时,有定位结构,更精准的对工件进行加工。
粘贴件定位工装配合底座定位工装加工顶盖,粘贴件定位工装和底座定位工装上与顶盖相适配的曲面可以使双面胶在粘贴件上的贴合更加紧密,受力更充分,同时增加了加工的工作效率,提高了贴合的质量。用在顶盖板上粘贴辅助件,通过粘贴件定位工装上的粘贴镂空区域,可以使辅助件的粘贴准确,加工后的盖板不会被辅助件干涉,定位准确且盖板上的凝露合格。
实施例二
本申请实施例中,对于底座定位工装和粘贴件定位工装上的镂空区域,安装卡槽,限位块和定位开口进行实施例说明。
参考图1,底座定位工装的底板10中间,开制一个圆形镂空的洞,为中间镂空101,尺寸根据顶盖弧面结构而定,避免顶盖后干涉,而且中间镂空101可以增加对工件加工的通用性。
参考图3,粘贴件定位工装的中心镂空区域402,与底座定位工装的中间镂空101所适配,粘贴件定位工装本身是3D打印的材质,因为中心镂空区域402的存在,使得粘贴件定位工装更柔韧,可以弯曲适配更多的代加工件的弧度尺寸,增加对工件加工的通用性。
底板10上设置安装卡槽102,安装卡槽102分为曲面凸台的安装卡槽和工件限位机构的安装卡槽。曲面凸台的安装卡槽开在中间镂空101的周围,以中间镂空的中心点为原点,斜对角在曲面凸台的安装卡槽上开4个螺钉孔,对角螺钉孔的连线,交叉角度为90度,通过这4个螺钉孔将曲面凸台20,沿着曲面凸台的安装卡槽,固定在底板10上。
工件限位机构为设置在曲面凸台的周围的N个限位块,所述N为大于1的整数。具体的限位块的设置方式以底座定位工装的中心为圆心,以中心对称的方式设置在曲面凸台的周围。
在本实施例二中,N取为4。所述限位块包括固定部和活动部,所述活动部连接于所述固定部上,所述活动部开有长腰型孔301,通过与所述长腰型孔301相适配的滑动螺钉,活动部与固定部相连接,并且螺钉将固定部固定于所述底板10上。
在制作工件限位机构30时,以橡胶为材料,将限位块的内侧面设计为弧面,以便更好的与顶盖的侧边配合,起到更精确的定位效果,橡胶的限位块采用软性材质,这样在定位时可以避免划伤顶盖,保证成品的外观质量。制作的橡胶材质的限位块的活动部的底部要高于曲面凸台20的高度,这样才能在待加工顶盖与底座定位工装配合时起到充分的限位作用,而且活动部可以不受凸台限制的在以长腰型孔为滑槽的轨道上滑动,更大幅度的增加对待粘贴工件的适应性,可以起到对多种尺寸的待粘贴工件的锁紧定位的作用。工件限位机构30的开孔制作成长腰型孔301的形状,每个限位块上开2个长腰型孔,这样可以对限位块的滑动限定方向和限制旋转,以两条长腰型孔作为滑动螺钉的滑动轨道,限位块的活动部可以在长腰型孔301的平行方向上移动,移动方向的延长线经过底座定位工装的中心,来控制橡胶工件限位机构30到曲面凸台20的距离,调节橡胶限位块位置,长腰型孔301的孔位根据选择的限位块中心距来确定。
粘贴件定位工装的粘贴镂空区域401与待粘贴的电辅热模块外形相匹配,这样在加工过程中才能通过粘贴镂空区域401,在底盖板上定位粘贴电辅热模块。同时,粘贴件定位工装还设置有定位开口403,定位开口403并不完全为粘贴件定位工装起到在底座定位工装上的定位作用,因为工件限位机构30的活动部滑动锁死待粘贴工件后,不一定锁死粘贴件定位工装,所以定位开口403更多的是起到配合底座定位工装外形,方便粘贴件定位工装更好贴合待粘贴工件和底座定位工装的作用。定位开口的数量N与工件限位机构30的数量N相对应,那么在本实施例中定位开口403的数量也为4,该定位开口403的边缘为曲型,便于与工件限位机构30的活动部贴合,实现侧方位对称的定位效果。同时粘贴件定位工装设置有定位凹槽404,定位凸起201可以嵌入到定位凹槽404内,所以通过定位凹槽404与定位凸起201的配合,可以起到定位作用,通过以上的定位及限位机构,就可以较准确的相对于底座定位工装来定位粘贴件定位工装。
底座定位工装和粘贴件定位工装设置镂空区域,通过增加对各种尺寸的待粘贴工件的适配性,增加了工装的通用性。在底座定位工装的底板10上设置安装卡槽102,可以更好的安装曲面凸台20与工件限位机构30。通过限位块的活动部滑动,改变其到底座定位工装中心的距离,可以调节待粘贴工件的放置空间,使得该底座定位工装的通用性增加,可以定位不同尺寸的待粘贴工件。定位开口403的设置使得粘贴件定位工装可以更好的适配底座定位工装,因为粘贴件定位工装的定位开口403可以错开工件限位机构30,使得凸起的工件限位机构30的存在不影响粘贴件定位工装贴合在底座定位工装上。
实施例三
本申请实施例中,示例出曲面凸台的可拆卸性以及另一种工件限位机构的活动部机构。
底座定位工装上的曲面凸台20被螺钉固定在对应的安装卡槽102上,所以曲面凸台20与底板10为可拆卸式连接。虽然存在中间镂空101,但是在加工不同曲面弧度的待加工曲面板时,需要有不同弧度的曲面凸台20来适配。底板上的粘贴定位装置的曲面凸台20包括至少两种弧度型号,通过拆卸更换曲面凸台20,来适配更多曲面尺寸的待粘贴工件,增加底座定位工装的通用性。
工件限位机构30包括固定部和活动部,活动部在活动定位的同时,也是可拆卸件。本实施例中,用弹簧滑块作为活动部。在固定部上设置有槽口,作为弹簧滑块的滑动轨道,便于限制弹簧滑块在其上滑动。伸缩移动的弹簧滑块设置在曲面凸台的周围,N个朝所述底座定位工装的定位中心,且中心对称的弹簧滑块,在弹簧设置有卡簧定位,且弹簧滑块的高度高于所述曲面凸台的高度,便于定位待粘贴工件。所述N为大于1的整数。弹簧滑块活动部可以弹性的对待粘贴工件进行定位,更便于操作人员加工操作。
实施例四
本申请实施例中,是对本用于曲面板上的粘贴定位装置的详细的操作方法的描述,参考图10的用于曲面板上的粘贴定位装置使用流程图进行示例。
1001、用底座定位工装的限位块固定底盖板,粘贴双面胶。
先滑动橡胶工件限位机构30的活动部,增大橡胶工件限位机构30的活动部与曲面凸台20之间的距离,使之间有足够空间放置底盖板,将底盖板的贴胶面,即图7底盖板侧视中的无凸起面,该面朝下,朝向曲面凸台,放置到底座定位工装上,缩小橡胶工件限位机构30活动部与曲面凸台20之间的距离,检查4个橡胶定位块30的活动部是否能够有效限位,然后稍稍将底盖板卡紧,即橡胶工件限位机构30的活动部的位置在能充分限制底盖板的水平移动的同时,不影响底盖板的上下移动即与底座定位工装的贴合,同时曲面凸台20上的定位凸起201与底盖板上的定位块配合,从而避免松动导致粘贴过程中贴胶偏位。在粘贴双面胶时候,因为底座定位工装的曲面凸台20的曲面与底盖板的贴合面配合良好,这样双面胶可以充分受力,用手使劲按压确保胶贴牢靠,此时的曲面凸台20起到支撑受力的作用,从而双面胶能紧密地贴合在底盖板的贴合面上。
1002、取下底盖板,用底座定位工装的限位块固定顶盖板,再在顶盖板上安装粘贴件定位工装。
具体的,滑动橡胶工件限位机构30的活动部,解除对底盖板定位,然后卸下底盖板。滑动橡胶工件限位机构30的活动部,扩大橡胶工件限位机构30的活动部与曲面凸台20之间的距离,使得其间有足够的空间放置顶盖板,将顶盖板的顶面,即图9顶盖板侧视中的有内凹口的曲面,该面朝下,面向曲面凸台,放置到底座定位工装上,将内凹口与曲面凸台20上的定位凸起201对齐,缩小橡胶工件限位机构30的活动部与曲面凸台20之间的距离,检查四个橡胶定位块30是否能够有效限位后,将顶盖板卡紧,调整限位块的活动部将其固定住,即工件限位机构30的位置能有效限制顶盖板的水平移动。相对于顶面,顶盖板的另一面为粘贴面。在顶盖板与底座定位工装配合牢固之后,再将粘贴件定位工装,定位块404朝上,对齐定位凸起201,朝向顶盖板的粘贴面,装配到底座定位工装上。
1003、通过粘贴件定位工装上与粘贴件相匹配的粘贴镂空区域,在顶盖板上粘贴电辅热模块。
加工顶盖板,将电辅热模块准确粘贴到顶盖板的贴胶面。此时顶盖板贴合在底座定位工装与粘贴件定位工装之间,因为粘贴件定位工装有401和402的镂空区域,顶盖板上需要粘贴电辅热模块的区域,刚好通过粘贴件镂空区域401裸露出来,粘贴电辅热模块时,将电辅热模块对齐安装露出来的区域直接使用双面胶粘贴即可。在对弧度不同的待粘贴工件加工时,粘贴件定位工装贴合上工件后,因为其本身3D打印的材质较为柔软,且有中心镂空区域402,所以可以在粘贴件定位工装本身的弧度上,在自身形变范围内依待粘贴工件加剧弯曲弧度,使得自身更加贴合工件,更好地完成粘贴件的粘贴,这样粘贴件定位工装就有了更大的通用性。
上述步骤完成了在顶盖板上对电辅热模块的定位以及双面胶的粘贴。接下来只需要将粘贴件定位工装取下,将底盖板对齐顶盖板粘合即可,因为顶盖板和底盖板都是通过底座定位工装定位粘贴的双面胶,所对齐的定位中心是一致的,所以双面胶的相对中心位置也是准确对应的,这样不需要再耗费人工对齐,解决电辅热模块贴合不准确的问题。
1004、将粘贴件定位工装取下,将底盖板对齐顶盖板粘合。
可以参考图6和图8顶盖板和底盖板的正视示意图来完成盖板的贴合,以底座定位工装的凸台曲面20为受力支撑,按压紧密顶盖板和底盖板,然后滑动放松橡胶工件限位机构30的活动部,即可取下加工完毕的盖板。这样就完成了对盖板的电辅热模块的加工,通过这套粘贴定位装置,不仅可以使得电辅热模块的贴合定位准确,使得盖板凝露合格,还可以使双面胶的贴合更加紧密,受力更充分,增加了工作效率,提高了贴合的质量。
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。且以上实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,用于帮助理解本申请的方法及其核心思想;同时,对于本领域的一般技术人员,依据本申请的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本发明的限制。
- 用于曲面板上的粘贴定位装置
- 用于曲面板上的粘贴定位装置