一种基于沙漠砂的蒸压砖及其制备方法
文献发布时间:2023-06-19 12:13:22
技术领域
本发明涉及建筑材料技术领域,更具体地说是涉及一种基于沙漠砂的蒸压砖及其制备方法。
背景技术
由于新疆目前的建筑多以粘土砖为主,如果大量采集粘土就会造成土地资源的浪费,而且,粘土砖保温性能、抗震性能差,不符合绿色环保的理念。
新疆拥有塔克拉玛干和古尔班通古特两大沙漠,沙漠不仅导致土地退化、土壤结构破坏,而且还破坏基础设施;如果能以沙漠砂代替粘土来制造蒸压砖,就可以大大减少粘土的使用。
因此,如何提供一种基于沙漠砂的蒸压砖是本领域技术人员亟需解决的问题。
发明内容
有鉴于此,本发明利用沙漠砂制造蒸压砖砌块,不仅具有较好的强度,而且还有很好的可加工性和隔热保温性能及抗震性能,且绿色环保。
为了实现上述目的,本发明采用如下技术方案:
一种基于沙漠砂的蒸压砖,包括下述质量百分比的原料:沙漠砂72-75%、生石灰12-15%和骨料10-14%。
作为本发明优选的技术方案,所述蒸压砖包括下述最优质量百分比的原料:沙漠砂73%、生石灰14%和骨料13%。
以上技术方案达到的技术效果是:沙漠砂中约含有SiO
生石灰是用于物料消化,生成熟石灰与其他物料反应,提高拌合料的可塑性,提高坯体的成型性能。骨料与沙漠砂一起在砖体中起到支撑作用,但由于沙漠砂的粒径较小直径为100~300nm,因此需要一些混合砂石料或者矿山上皮带机下面的剩余料作为骨料作为粗骨料填充砖体。选用沙漠砂的优势是因地制宜,可有效地缓解建筑用砂的供需矛盾,并且充分利用新疆沙漠砂的丰富资源。
作为本发明优选的技术方案,所述骨料的粒度<0.5cm。
一种基于沙漠砂的蒸压砖的制备方法,包括下述步骤:
1)称量:按照质量百分比,称取原料,备用;
2)混合、搅拌:将称量的原料混合、搅拌均匀,得混合原料;然后向混合原料中加水,搅拌100-130s,得物料;其中,水与混合原料的质量比为7%~10%;
3)物料消化:将步骤2)所得物料消化3-4h,得消化物料;
4)搅拌:向步骤3)所得消化物料中加水,搅拌100-130s,得吸水物料;其中,水与混合原料的质量比为6%~10%;
5)压制成型:将步骤4)所得吸水物料装填进模具中,压制成砖坯;
6)砖坯蒸压:将步骤5)所得砖坯静置10~12h,然后放入蒸压釜中,升温、恒温蒸压、降温、开釜,得蒸压砖。
以上技术方案达到的技术效果是:消化过程即为拌合料在消化仓中静置,让生石灰进行充分的消解形成熟石灰;消化是使生石灰充分消解,生成的Ca(OH)
作为本发明优选的技术方案,步骤5)中,所述压制为用18~20MPa压力进行压制。
作为本发明优选的技术方案,步骤6)中,所述静置为在20~25℃下静置。
作为本发明优选的技术方案,步骤6)中,所述升温为升至180~190℃。
作为本发明优选的技术方案,步骤6)中,所述恒温蒸压的条件为:温度180~190℃、压力1.0~1.25MPa、时间6-8h。
作为本发明优选的技术方案,步骤6)中,所述降温为将温度降至80~100℃。
经由上述的技术方案可知,与现有技术相比,本发明公开提供了一种基于沙漠砂的蒸压砖,利用沙漠砂制造蒸压砖砌块,不仅具有较好的强度,而且还有很好的可加工性和隔热保温性能及抗震性能,且绿色环保。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
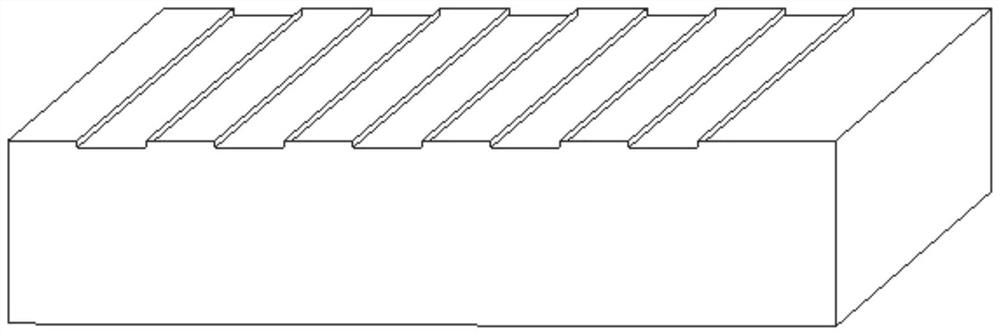
图1附图为沙漠砂蒸压砖的结构示意图;
图2附图为沙漠砂蒸压砖的正视图;
图3附图为沙漠砂蒸压砖的俯视截面示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例1
以原料沙漠砂、生石灰和骨料作为制造蒸压砖的原料,改变组分的质量百分比,获得不同的蒸压砖,不同的蒸压砖各组分配比见表1;
表1
其中,组1中的蒸压砖的制备方法为
(1)称量取材:确定并称取沙漠砂蒸压砖各组成材料的用量,按照表1所示的沙漠砂以及上述的配合比进行干料取料。
(2)第一次搅拌:将选取的干料放入车斗运至搅拌机中进行预搅拌,搅拌均匀后开始加水进行第一次搅拌,水与混合原料的质量比为7%,搅拌时间为100s;
(3)物料消化:将第一次加水搅拌后的物料消化3h;在消化过程中,物料温度会增高导致拌合料中的部分水分蒸发;
(4)第二次搅拌:将消化后的物料进行第二次加水搅拌,水与混合原料的质量比为6%,搅拌时间约为100s。本次加水搅拌一是为了弥补消化过程中物料蒸发的水分,二是为了把第一次搅拌过程中结块的物料打散,使物料更均匀;
(5)压制成型:将第二次搅拌后的物料装填进模具中,用18MPa的压力进行压制,形成砖坯;
(6)砖坯蒸压:蒸压过程包括蒸前静停、升温、恒温和降温四个阶段。砖坯成型后需要在室温中静停10h,其目的一是为了让砖坯中多余的水分蒸发一部分,防止蒸压过程中水分受热膨胀破坏砖体,二是为了让部分未消化完全的拌合料能继续消化。将静停之后的砖坯放入蒸压釜中,蒸压压力为1.0MPa,将蒸压釜中的温度升至180℃后开始进行恒温蒸压;恒温蒸压的时间约为6h;恒温蒸压结束后采用自然降温降至80℃后开釜;出釜后将合格品进行堆放。
组2中的蒸压砖的制备方法为:
(1)称量取材:确定并称取沙漠砂蒸压砖各组成材料的用量,按照表1所示的沙漠砂以及上述的配合比进行干料取料。
(2)第一次搅拌:将选取的干料放入车斗运至搅拌机中进行预搅拌,搅拌均匀后开始加水进行第一次搅拌,水与混合原料的质量比为10%,搅拌时间为130s;
(3)物料消化:将第一次加水搅拌后的物料消化4h;在消化过程中,物料温度会增高导致拌合料中的部分水分蒸发;
(4)第二次搅拌:将消化后的物料进行第二次加水搅拌,水与混合原料的质量比为10%,搅拌时间约为130s。本次加水搅拌一是为了弥补消化过程中物料蒸发的水分,二是为了把第一次搅拌过程中结块的物料打散,使物料更均匀;
(5)压制成型:将第二次搅拌后的物料装填进模具中,用20MPa的压力进行压制,形成砖坯;
(6)砖坯蒸压:蒸压过程包括蒸前静停、升温、恒温和降温四个阶段。砖坯成型后需要在室温中静停12h,其目的一是为了让砖坯中多余的水分蒸发一部分,防止蒸压过程中水分受热膨胀破坏砖体,二是为了让部分未消化完全的拌合料能继续消化。将静停之后的砖坯放入蒸压釜中,蒸压压力为1.25MPa,将蒸压釜中的温度升至190℃后开始进行恒温蒸压;恒温蒸压的时间约为8h;恒温蒸压结束后采用自然降温降至100℃后开釜;出釜后将合格品进行堆放。
组3中的蒸压砖的制备方法为:
(1)称量取材:确定并称取沙漠砂蒸压砖各组成材料的用量,按照表1所示的沙漠砂以及上述的配合比进行干料取料。
(2)第一次搅拌:将选取的干料放入车斗运至搅拌机中进行预搅拌,搅拌均匀后开始加水进行第一次搅拌,水与混合原料的质量比为8%,搅拌时间为120s;
(3)物料消化:将第一次加水搅拌后的物料消化3.5h;在消化过程中,物料温度会增高导致拌合料中的部分水分蒸发;
(4)第二次搅拌:将消化后的物料进行第二次加水搅拌,水与混合原料的质量比为8%,搅拌时间约为120s。本次加水搅拌一是为了弥补消化过程中物料蒸发的水分,二是为了把第一次搅拌过程中结块的物料打散,使物料更均匀;
(5)压制成型:将第二次搅拌后的物料装填进模具中,用19MPa的压力进行压制,形成砖坯;
(6)砖坯蒸压:蒸压过程包括蒸前静停、升温、恒温和降温四个阶段。砖坯成型后需要在室温中静停11h,其目的一是为了让砖坯中多余的水分蒸发一部分,防止蒸压过程中水分受热膨胀破坏砖体,二是为了让部分未消化完全的拌合料能继续消化。将静停之后的砖坯放入蒸压釜中,蒸压压力为1.1MPa,将蒸压釜中的温度升至185℃后开始进行恒温蒸压;恒温蒸压的时间约为7h;恒温蒸压结束后采用自然降温降至90℃后开釜;出釜后将合格品进行堆放。蒸压砖如图1~图3所示;图1为沙漠砂蒸压砖的结构示意图。图2图3分别为沙漠砂蒸压砖的正视、俯视截面示意图。如图所示:沙漠砂蒸压砖的尺寸为240mm×115mm×53mm。上下两面均设有凹槽,凹槽宽度为20mm,深度为2mm。
组4中的蒸压砖的制备方法为
(1)称量取材:确定并称取沙漠砂蒸压砖各组成材料的用量,按照表1所示的沙漠砂以及上述的配合比进行干料取料。
(2)第一次搅拌:将选取的干料放入车斗运至搅拌机中进行预搅拌,搅拌均匀后开始加水进行第一次搅拌,水与混合原料的质量比为9%,搅拌时间为110s;
(3)物料消化:将第一次加水搅拌后的物料消化3.7h;在消化过程中,物料温度会增高导致拌合料中的部分水分蒸发;
(4)第二次搅拌:将消化后的物料进行第二次加水搅拌,水与混合原料的质量比为9%,搅拌时间约为110s。本次加水搅拌一是为了弥补消化过程中物料蒸发的水分,二是为了把第一次搅拌过程中结块的物料打散,使物料更均匀;
(5)压制成型:将第二次搅拌后的物料装填进模具中,用20MPa的压力进行压制,形成砖坯;
(6)砖坯蒸压:蒸压过程包括蒸前静停、升温、恒温和降温四个阶段。砖坯成型后需要在室温中静停12h,其目的一是为了让砖坯中多余的水分蒸发一部分,防止蒸压过程中水分受热膨胀破坏砖体,二是为了让部分未消化完全的拌合料能继续消化。将静停之后的砖坯放入蒸压釜中,蒸压压力为1.1MPa,将蒸压釜中的温度升至190℃后开始进行恒温蒸压;恒温蒸压的时间约为6.5h;恒温蒸压结束后采用自然降温降至100℃后开釜;出釜后将合格品进行堆放。
实施例2
对组3中的蒸压砖进行性能测试,参照规范GB/T2542-2012≤砌墙砖试验方法≥进行沙漠砂蒸压砖的物理性能及耐久性能试验。
体积密度实验:
试验结果以试件体积密度的算术平均值表示。测得沙漠砂蒸压砖的体积密度为1785.42kg/m
吸水率与强度试验
吸水速率以平均吸水率表示试验验结果见表2。
表2吸水速率试验结果表
由表2可知,沙漠砂蒸压砖的饱和吸水率为14.47%。通过吸水速率试验利用吸水法可以求得沙漠砂蒸压砖的孔径为2.98nm。
通过吸水速率试验取吸水10min、1h、4h的沙漠砂蒸压砖进行抗压强度试验,对照组A为烘干后的沙漠砂蒸压砖,试验结果见表3;
表3吸水率与强度结果表
软化系数试验
试验结果以软化系数来表示,见表4。
表4软化系数试验结果表
由表4可知,沙漠砂蒸压砖软化4天之后的软化系数为0.74。
冻融试验
试验结果以质量损失率和强度损失率来表示,见表5。
表5冻融试验结果表
由表5可知,沙漠砂蒸压砖冻融循环30次后的质量损失率和强度损失率分别为0.18%和7.01%,证明,性能优良。
本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。对于实施例公开的装置而言,由于其与实施例公开的方法相对应,所以描述的比较简单,相关之处参见方法部分说明即可。
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
- 一种基于沙漠砂的蒸压砖及其制备方法
- 一种沙漠砂质感漆及其制备方法