一种氧化铝/GAP共晶陶瓷及其制备方法
文献发布时间:2023-06-19 12:16:29
技术领域
本发明涉及陶瓷材料领域,尤其涉及一种Al
背景技术
Al
目前制备Al
例如文献“Y.H.Han,M.Nagata,N.Uekawa,K.Kakegawa.Eutectic Al
发明内容
本发明提供了一种Al
本发明提供了一种Al
(1)将Al
(2)采用CO
重复进行熔化凝固过程,得到Al
优选的,所述步骤(1)中Al
优选的,所述步骤(1)中制粒的方法为离心喷雾干燥法。
优选的,所述步骤(2)中单层共晶陶瓷的厚度为0.05~0.1mm;所述步骤(2)重复的次数为300~2000次。
优选的,所述步骤(2)中CO
将Al
将激光喷头升高,重复进行将球形粉末颗粒送入熔池中熔化并凝固的步骤,直至得到所需的Al
优选的,所述氩气流量为5~10L/min,所述球形粉末颗粒通过旋转送粉进入激光喷头内,所述旋转送粉的转速为10~20rpm。
优选的,所述激光喷头到所述Al
优选的,所述激光喷头单次升高的高度与单层共晶陶瓷的厚度相同。
本发明还提供了上述技术方案所述制备方法制备得到的Al
本发明提供了一种Al
而且本发明提供的制备方法还具有以下优点:
(1)成形速度快。本发明中Al
(2)本发明提供的制备方法成形自由度高,可以不受模具限制,制备出现有技术难以制备的复杂形状的共晶陶瓷试样。目前,改进的布里奇曼法需要依赖价格昂贵的模具,且只能制备柱状试样;激光底座生长法更适合制备纤维状试样,尺寸细小;激光悬浮区熔法只能制备小尺寸的棒状试样。这些技术的局限性极大地制约了高性能共晶陶瓷的应用前景。本发明采用CO
附图说明
图1为本发明制备Al
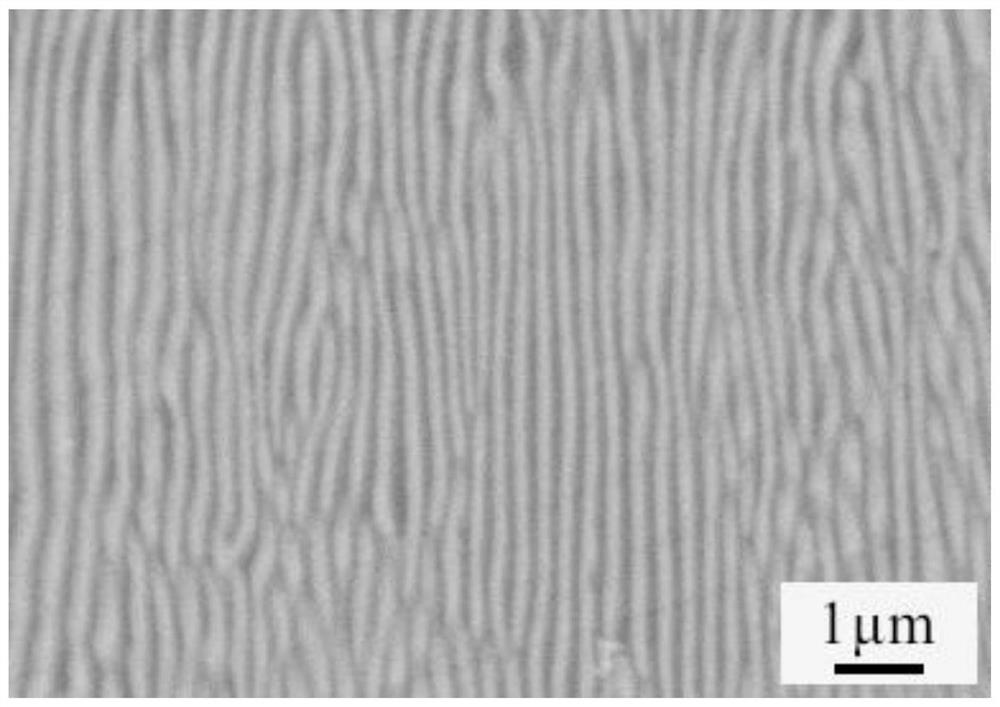
图2为本发明实施例1制备得到的Al
图3为本发明实施例2制备得到的Al
图4为本发明实施例1制备得到的Al
具体实施方式
本发明提供了一种Al
(1)将Al
(2)采用CO
重复进行熔化凝固过程,得到Al
所述CO
所述CO
本发明将Al
混合完成后,本发明Al
得到球形粉末颗粒后,本发明采用CO
在本发明中,所述CO
将激光喷头升高,重复进行将球形粉末颗粒送入熔池中熔化并凝固的步骤,直至得到所需的Al
在本发明中,所述激光喷头到所述Al
本发明采用上述方法形成的单晶共晶陶瓷的厚度优选为0.05~0.1mm,进一步优选为0.05mm、0.06mm、0.07mm、0.08mm、0.09mm、0.1mm。
得到单层共晶陶瓷后,本发明将激光喷头升高,重复进行将球形粉末颗粒送入熔池中熔化并凝固的步骤,直至得到所需的Al
在本发明中,激光喷头单次升高的高度优选与单层共晶陶瓷的厚度相同。在本发明中,重复的次数优选为300~2000次,以得到所需要的Al
本发明在CO
本发明优选在CO
本发明还提供了上述技术方案所述制备方法制备得到的Al
下面将结合本发明中的实施例,对本发明中的技术方案进行清楚、完整地描述。
按照图1所示流程图进行实验:先制备共晶组份球形粉末颗粒,然后将球形粉末颗粒装入送粉器,制备Al
实施例1
(1)制备共晶组分Al
将充分混合均匀的Al
(2)将球形粉末颗粒装入送粉器中备用。
(3)利用连续波的CO
第一步,将尺寸为100mm×100mm×10mm的Al
第二步,设定工艺参数,在控制程序中设定激光功率为200W,扫描速率为48mm/min,单程扫描长度为2mm,激光喷头单层提升高度为0.05mm,加工层数为500层。
其中控制程序是由CNC控制代码组成的,用以控制激光器的开启与关闭、激光喷头的运动轨迹以及加工过程中的工艺参数,激光功率决定激光能量输入的大小,扫描速率决定加工的快慢,单程扫描长度决定激光喷头运动的距离,激光喷头单层提升高度决定加工试样的单层厚度,加工层数决定加工试样的最终高度。
第三步,制备Al
(4)加工结束,获得所需的Al
实施例2~5
按照实施例1的方法进行实施例2~5,区别在于,实施例2~5步骤(3)第二步中的激光功率、扫描速率、单程扫描长度、激光喷头单层提升高度、加工层数以及第三步中的送粉盘的转速与实施例1不同,实施例2~5的上述参数如表1所示:
表1实施例2~5的试验参数
实施例1和实施例2制备得到的Al
对实施例1制备得到的Al
实施例2~5制备得到的Al
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
- 一种氧化铝/GAP共晶陶瓷及其制备方法
- 牙科用氧化铝-氧化锆共晶陶瓷棒及其制备方法