上部钢筋喂送设备
文献发布时间:2023-06-19 12:16:29
技术领域
本发明涉及地基基础工程施工技术领域,特别涉及一种上部钢筋喂送设备。
背景技术
在工程建设中,钢筋网片以其结构简单,价格低廉在混凝土道路铺设,隧道衬砌混凝土施工中得到了广泛的应用。
普通小型钢筋网片由纵筋和横筋正交布置形成,竖直方向的钢筋为纵向主筋,水平方向的钢筋为横向钢筋。参阅图1,上述钢筋网片在制作时需要通过焊接交叉点的方式将纵向主筋1和横向钢筋2连接在一起,使用的焊接设备为排焊机。排焊机的断面如图1所示,在图1中,纵向主筋1通过定位装置穿过排焊机的焊接装置,横向钢筋2通过上料装置放置于纵向主筋1的上方,然后使用上压梁3将横向钢筋2和纵向主筋1压紧在反力装置4上,最后通过电阻压力焊的方式将横向钢筋2和纵向主筋1的交叉点处进行焊接连接,实现单根横筋与纵筋之间的连接。单根横筋焊接完成后,由电机将已焊接完成的部分网片向前推进一个步长,然后放下新的横向钢筋2,重复上述过程,直至完成全部横筋焊接。
现有排焊机的横筋喂料系统为齿轮拨动式喂料装置,如图2所示。在图2中,上部横向钢筋2向下滚动至选料齿轮5后,通过选料齿轮5的旋转作用,上部横向钢筋2逐根落入选料齿轮5的凹槽内,然后随着选料齿轮5的转动,将上部横向钢筋2带入定位装置6内,最后使用上压梁3将上部横筋压紧在纵向主筋1的上方。
上述喂料方式适合横纵向主筋1直径在10cm以下且网片宽度小于3米、长度小于10米,重量小于1吨的普通钢筋网片喂料作业。对于大型钢筋网片焊接而言,横纵钢筋直径粗、长度长、质量大,无法通过电机拖动的方式将焊接好的部分网片进行移动,故只能采用焊机相对钢筋移动的方式。由于六米长的横筋具有较大的挠度,所以现有的齿轮拨动式上料装置无法满足六米长横筋的上料需要。通过上压梁对上部横筋的单压紧方式也不能满足大型钢筋网片的压紧作业,因此需要设计新型的上部横筋喂料设备。
发明内容
本发明的目的在于提供一种上部钢筋喂送设备,用于制作钢筋网片时,横向钢筋从上方喂送到纵向主筋上。
为实现上述目的和其他相关目的,本发明提供一种上部钢筋喂送设备,用于排焊机在制作钢筋网片时的钢筋喂送,所述钢筋网片包括延伸方向互相垂直的纵向主筋和横向钢筋,所述纵向主筋设置在一夹持设备上并被夹紧,所述上部钢筋喂送设备设置于所述纵向主筋上方,所述上部钢筋喂送设备包括供料系统、选料系统和定位压紧系统;
所述选料系统包括带有缺口的圆盘机构和驱动轴,所述驱动轴用于驱动所述圆盘机构旋转,以使所述圆盘机构的缺口由第一位置旋转到第二位置;
所述供料系统用于在所述圆盘机构的缺口位于所述第一位置时,将所述横向钢筋运输至所述圆盘机构的缺口中;
所述定位压紧系统用于所述横向钢筋从所述第二位置滚落至所述纵向主筋上时,进行所述横向钢筋的定位和压紧。
优选地,所述驱动轴为摇臂机构,包括驱动装置和摇臂,所述驱动装置用于伸缩所述摇臂,所述摇臂焊接在所述圆盘机构上,以使所述摇臂全伸时,所述圆盘机构的缺口位于所述第一位置,所述摇臂全缩时,所述圆盘机构的缺口位于所述第二位置。
优选地,所述驱动轴还包括驳杆,所述驳杆焊接在所述圆盘机构上,以使所述圆盘机构在运输所述横向钢筋并且所述圆盘机构的缺口位于所述第二位置时,所述横向钢筋从所述第二位置通过所述驳杆滚动至所述纵向主筋上。
优选地,所述驱动装置为气缸。
优选地,所述供料系统包括料斗和输送通道,所述料斗为上端敞口的容器结构,所述料斗的底部为斜面结构,以使所述横向钢筋从所述料头的上端敞口进入,沿着所述斜面结构滚动至所述斜面结构底端;所述斜面结构底端与所述输送通道的一端相连,所述输送通道的另一端靠近所述第一位置,以使单根所述横向钢筋可以从所述输送通道一端滚动至所述第一位置。
优选地,所述输送通道包括侧向限位挡板和上部挡板,所述侧向限位挡板设置在所述输送通道的两侧,所述上部挡板设置在所述输送通道的上部,所述侧向限位挡板和所述上部挡板的位置均可以调整。
优选地,所述定位压紧系统包括压紧杠杆、压头和压头挡板,所述压头和所述压头挡板设置在所述压紧杠杆的一端,以使所述压紧杠杆绕一固定点旋转时控制所述压头和所述压头挡板起落,所述压头落下时用于将所述横向钢筋压紧在所述纵向主筋上,所述压头挡板用于阻挡所述横向钢筋继续滚动。
优选地,所述定位压紧系统还包括拉紧弹簧和凸轮气缸机构,所述拉紧弹簧一端固定在所述压紧杠杆的另一端,另一端固定在机架上,所述凸轮气缸机构用于控制所述拉紧弹簧伸缩,以使所述凸轮气缸机构全缩时,所述拉紧弹簧伸长,所述压头和所述压头挡板抬起,所述凸轮气缸机构伸长时,所述拉紧弹簧回复,所述压头和所述压头挡板落下。
优选地,所述上部钢筋喂送设备用于宽6m、长10m、重量10t以上的钢筋网片制作。
综上所述,本发明提供了一种上部钢筋喂送设备,实现了选料、运料和压紧的自动化进程,通过单线运输通道的限制,使得横向钢筋实现单排运输;旋转的选料系统,将单根横向钢筋运输到压紧系统,再由压紧系统将单根横向钢筋压紧到纵向主筋的上方;并且,该上部横筋喂料设备不仅能够实现大型钢筋网片(宽6米,长20米以上,10到80吨重)的上部横筋(钢筋长6m,直径20cm以上)喂料,而且还可以通过更换零部件,调整零部件位置的方式适应不同长度和直径的横筋;此外,该设备同时由拖动钢筋网片完成工位前进或后退的方式转变为喂料设备相对网片移动,减少了能耗。
附图说明
图1为现有技术排焊机断面示意图。
图2为现有排焊机的上部横筋喂料系统示意图。
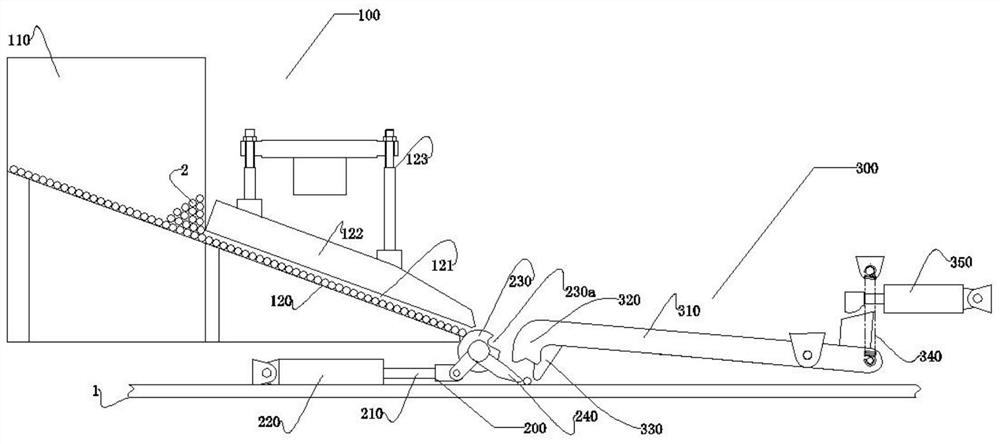
图3为本发明一实施例提供的上部钢筋喂送设备示意图。
图4为本发明一实施例提供的上部钢筋喂送设备中供料系统示意图。
图5为本发明一实施例提供的上部钢筋喂送设备中选料系统机构运输示意图。
图6为本发明一实施例提供的上部钢筋喂送设备中选料系统机构运输示意图。
图7为本发明一实施例提供的上部钢筋喂送设备中定位压紧系统示意图。
图8为本发明一实施例提供的上部钢筋喂送设备中定位压紧系统局部示意图。
其中,附图标记说明如下:
1-纵向主筋,2-横向钢筋,3-上压梁,4-反力装置,5-选料齿轮,6-定位装置,10-斜面底端,20-第一位置,30-第二位置,100-供料系统,110-料斗,111-料斗上端开口,112-料斗底部斜面,120-输送通道,121-侧向限位挡板,122-上部挡板,123-上部挡板调整装置,200-选料系统,210-摇臂,220-驱动装置,230-圆盘机构,230a-圆盘机构缺口,240-驳杆,300-定位压紧系统,310-压紧杠杆,320-压头,330-压头挡板,340-拉紧弹簧,350-凸轮气缸机构。
具体实施方式
下面将结合示意图对本发明的具体实施方式进行更详细的描述。根据下列描述,本发明的优点和特征将更清楚。需说明的是,附图均采用非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本发明实施例的目的。
在本发明的描述中,需要理解的是,术语“中心”、“上”、“下”、“左”、“右”等指示的方位或者位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
图3-8为本发明一实施例提供的上部钢筋喂送设备示意图,参阅图2,本实施例提供的上部钢筋喂送设备主要包括供料系统100、选料系统200和定位压紧系统300,该设备用于排焊机在制作钢筋网片时的钢筋喂送,所述钢筋网片包括延伸方向互相垂直的纵向主筋1和横向钢筋2,所述纵向主筋1设置在一夹持设备上并被夹紧,所述上部钢筋喂送设备设置于所述纵向主筋1上方,用于将所述横向钢筋2运送到所述纵向主筋1上部并压紧。所述选料系统200包括带有缺口230a的圆盘机构230和驱动轴,所述驱动轴用于驱动所述圆盘机构230旋转,以使所述圆盘机构缺口230a由第一位置20旋转到第二位置30;所述供料系统100用于在所述圆盘机构缺口230a位于所述第一位置20时,将所述横向钢筋2运输至所述圆盘机构缺口230a中;所述定位压紧系统300用于所述横向钢筋1从所述第二位置30滚落至所述纵向主筋1上时,进行所述横向钢筋2的定位和压紧。
参阅图3和图4,所述供料系统100一般包括料斗110和输送通道120。所述料斗110为上端敞口的容器结构,底部为斜面结构,即图4中所述料斗110包括料斗上端开口111和底部斜面112,所述横向钢筋2从所述料斗上端开口111进入所述料斗12内部;所述底部斜面112的末端,即斜面底端10通向所述输送通道120。所述输送通道120为倾斜结构,其倾斜角度可以调整,所述输送通道120最低端为所述第一位置20。所述输送通道120底面可以由沿宽度方向均匀分布的若干根滑杆和支撑梁组成,所述横向钢筋2可以顺着滑杆滚动至所述第一位置20。
所述输送通道120的两侧可以设置有侧向限位挡板121,所述侧向限位挡板121的位置可以微调以适应不同长度的上部横筋;所述输送通道120可以设置有上部挡板122,所述上部挡板122上方设置有上部挡板调整装置123,所述上部挡板调整装置123通过螺母连接机架上的螺杆,可通过调整螺母与螺杆的旋入长度调整所述上部挡板122的倾斜角度。所述上部挡板调整装置123可以沿着所述横向钢筋2的滚动方向设置为两端布置形式,在靠近所述斜面底端10处设置一套,在靠近所述第一位置20处设置一套,分别两位置的挡板倾斜角度,保证输送通道在输送不同直径的横筋时,内部横筋能保证依次排列,不发生堆叠。
参阅图3、图5和图6,所述选料装置200包括带有一个缺口的圆盘机构230,所述圆盘机构230固定在驱动轴上,所述圆盘机构230有一个圆盘缺口230a,所述圆盘缺口230a的轮廓在靠近所述第一位置10的部分为直线,该直线与圆盘半径方向一致,方便所述横向钢筋2所述圆盘缺口230a内;所述圆盘缺口230a轮廓底部为圆弧,方便所述横向钢筋2落入所述圆盘缺口230a后能够快速定位;所述圆盘缺口230a轮廓的后端为斜直线,方便所述横向钢筋2在驳送时能够快速进入驳杆240上。所述圆盘缺口230a深度略小于钢筋直径,保证每次仅有一根钢筋进入圆盘。对于不同直径的横筋,可通过更换不同缺口深度的所述圆盘机构230来保证选料功能。
另外,所述驱动轴一般包括摇臂210、驱动装置220和驳杆240,所述摇臂210和所述驳杆240均焊接在所述圆盘机构230上。所述驱动装置220一般为气缸,气缸缸筒通过铰支座固定在机架上,气缸活塞通过铰支座与所述摇臂210连接。当气缸全伸时,如图5所示,所述圆盘缺口230a位于所述第一位置20的正下方,在重力作用下,单根所述横向钢筋2从所述第一位置20处落入所述圆盘缺口230a内,完成选料作业;当所述驱动装置220的活塞全缩时,如图6所示,所述圆盘缺口230a带动所述横向钢筋2离开所述第一位置20,所述圆盘机构230封闭出料口,出料口处于关闭状态。所述圆盘缺口230a内的所述横向钢筋2在重力作用下从所述圆盘缺口230a内滚至所述驳杆240上,最终落至所述纵向主筋1进行定位压紧,定位压紧完毕后,焊机下降然后将所述横向钢筋2交接点焊接。为避免所述驳杆240与焊机发生干涉,所述驱动装置220气缸全伸,使得所述驳杆240上翻,所述圆盘缺口230a接受从出料口处落入的所述横向钢筋2。待焊接完毕后,选料系统在保持气缸的全伸状态下随着机架向前运动一个工位,到位后气缸全缩,所述横向钢筋2随所述圆盘机构230沿所述驳杆240落至所述纵向主筋1。
参阅图3、图7和图8,所述定位压紧系统300一般包括压紧杠杆310、压头320、压头挡板330、拉紧弹簧340和凸轮驱动装置350。所述压紧杠杆310中部通过铰支座固定在机架上,所述压紧杠杆310的前端为所述压头320和所述压头挡板330,所述压头320负责将所述横向钢筋2压紧在所述纵向主筋1的上方,所述压头挡板330紧靠所述压头320,负责阻挡所述横向钢筋2落下时滚出定位位置。所述压紧杠杆310的驱动部分由所述拉紧弹簧340和所述凸轮驱动装置350组成,所述拉紧弹簧340的上端固定在机架上,所述拉紧弹簧340的下端固定在所述压紧杠杆310的后端,所述凸轮驱动装置350的缸筒部分固定在机架上。当气缸全缩时,凸轮迫使所述拉紧弹簧340伸长,所述压头320抬起,压紧解除;当气缸全伸时,凸轮退出工作,依靠所述拉紧弹簧340产生的拉力将所述压头320紧压在所述横向钢筋2的上方。
本发明的优点在于提供了一种上部钢筋喂送设备,实现了选料、运料和压紧的自动化进程,通过单线运输通道的限制,使得横向钢筋实现单排运输;旋转的选料系统,将单根横向钢筋运输到压紧系统,再由压紧系统将单根横向钢筋压紧到纵向主筋的上方;并且,该上部横筋喂料设备不仅能够实现大型钢筋网片(宽6米,长20米以上,10到80吨重)的上部横筋(钢筋长6m,直径20cm以上)喂料,而且还可以通过更换零部件,调整零部件位置的方式适应不同长度和直径的横筋;此外,该设备同时由拖动钢筋网片完成工位前进或后退的方式转变为喂料设备相对网片移动,减少了能耗。
上述仅为本发明的优选实施例而已,并不对本发明起到任何限制作用。任何所属技术领域的技术人员,在不脱离本发明的技术方案的范围内,对本发明揭露的技术方案和技术内容做任何形式的等同替换或修改等变动,均属未脱离本发明的技术方案的内容,仍属于本发明的保护范围之内。
- 上部钢筋喂送设备
- 一种钢筋喂送设备