一种电控阀用波纹管
文献发布时间:2023-06-19 12:18:04
技术领域
本发明涉及波纹管领域,特别是一种电控阀波纹管。
背景技术
空调的压缩机中的电控阀通常采用波纹管作为感压元件,线圈通电产生电磁力,动铁芯受磁向静铁芯移动,波纹管受到压缩力压缩,阀芯与本体形成的阀门开始调节。电控阀技术难点在于真空波纹管的稳定性以及灵敏性,由于波纹管的压缩补偿量过大导致电控阀在需要关闭电控阀规定的V数时无法关闭,波纹管的压缩补偿量过小导致电控阀关闭过快,容易改变波纹管的形态且现市面的电控阀波纹管灵敏度较低,受环境影响较大。
发明内容
针对上述缺陷,本发明的目的在于提出一种电控阀用波纹管,上下端盖外挖设凹槽,内设置圆环柱,配合内置弹簧,按特定的壁厚波高比成型,将波纹管的压缩补偿量控制在合理的范围,满足不同环境下的利用需求,让电控阀达到一个更好的压缩补偿值工作曲线。
为达此目的,本发明采用以下技术方案:一种电控阀用波纹管,包括上端盖、波纹管体、内置弹簧和下端盖;
所述上端盖与所述下端盖分别套设于所述波纹管上下两端,所述内置弹簧连接所述上端盖与所述下端盖,增大波纹管的弹性,有利于补偿波纹管的收缩量比例,提高单位压缩力的压缩量比例,以提高波纹管的调节能力;所述波纹管体由相同的壁厚波高比加工成型,可以使波纹管受力更均匀,扩大承受压力范围。
优选地,所述波纹管体壁厚与波高的比处于0.047~0.17的范围之内,合适的壁厚波高比可以减小所述波纹管的弹性刚度,扩大所述波纹管承受压力的范围,满足单波轴向弹性刚度公式
优选地,所述上端盖与所述下端盖分别设有上端盖凸起,下端盖凸起,可以限制波纹管压缩的最大范围,避免波纹管变形;所述上端盖凸起与所述下端盖凸起为圆柱体,所述上端盖凸起与所述下端盖凸起置于所述内置弹簧环内,可以固定所述内置弹簧的方向,避免所述内置弹簧因波纹管的压缩而导致其方向产生变化,同时所述内置弹簧对所述波纹管起到支撑作用,所述波纹管不易扭曲变形。
优选地,上端盖凹槽由所述上端盖底部中心部分凹陷成型,所述上端盖凹槽部分与调节顶杆总成间隙配合,并与阀芯内轮廓垂直面接触,进行固定波纹管调节,通过调节顶杆总成向波纹管传送推力;下端盖凹槽所述下端盖底部中心部分凹陷成型,提供与顶针动铁芯总成间隙配合的小孔,所述下端盖外部呈伞斜面成型,可与阀芯端盖进行间隙配合,当线圈为动铁芯提供动能时压缩波纹管起到传导作用。
优选地,所述上端盖凹槽的深度决定了所述上端盖与调节顶杆总成的调节能力,所述下端盖凹槽的深度决定了所述下端盖与顶针动铁芯总成的调节能力;
例如,所述上端盖凹槽深度占所述波纹管总长的20.8%~23.1%,所述下端盖凹槽深度占所述波纹管总长的14.6%~16.2%,可以提高电控阀一致性,提高电控阀的调节精度。
优选地,所述波纹管体是由不锈钢板材裁剪出合适的大小,按参数弯曲加工形成波纹板,再将所述波纹板弯曲无痕焊接。
例如,先将不锈钢板材裁剪出合适的大小,对特定参数的波纹管定制,减小后续加工仪器的大小,提高工作效率,按参数弯曲加工形成波纹板,自动化的加工仪器保证所述波纹管波高等参数的准确性,再将所述波纹板弯曲无痕焊接成所述波纹管体,无痕焊接技术既保证了所述波纹管的密闭性又不破坏所述波纹管的刚度。
优选地,所述内置弹簧一端与所述下端盖内底部焊接连接,所述波纹管体与所述下端盖焊接连接,所述上端盖与所述波纹管体焊接连接。
例如,先将所述内置弹簧一端与所述下端盖内底部焊接连接,所述下端盖凸起较长,先焊接连接好所述内置弹簧可以固定所述内置弹簧的位置;所述波纹管体与所述下端盖焊接连接,拼装好波纹管一部分方便后续拼装;所述上端盖与所述波纹管体焊接连接,实现所述内置弹簧连接所述上端盖与所述下端盖。
优选地,真空泵仪器通过上端波纹管体抽气,将所述波纹管中气体抽至真空状态,在所述波纹管处于真空状态时快速将所述上端盖与所述波纹管体上端焊接封闭,确保所述波纹管内部形成密闭真空状态。
本发明的有益效果:所述一种电控阀用波纹管,内置弹簧将上下端盖连接起来,增大波纹管的弹性,补偿波纹管的收缩量比例;按设定范围的壁厚波高比成型,减小波纹管的弹性刚度,扩大波纹管的受力范围,提高电控阀的一致性,从而提高电控阀的调节精度,以满足不同环境下的利用需求。
附图说明
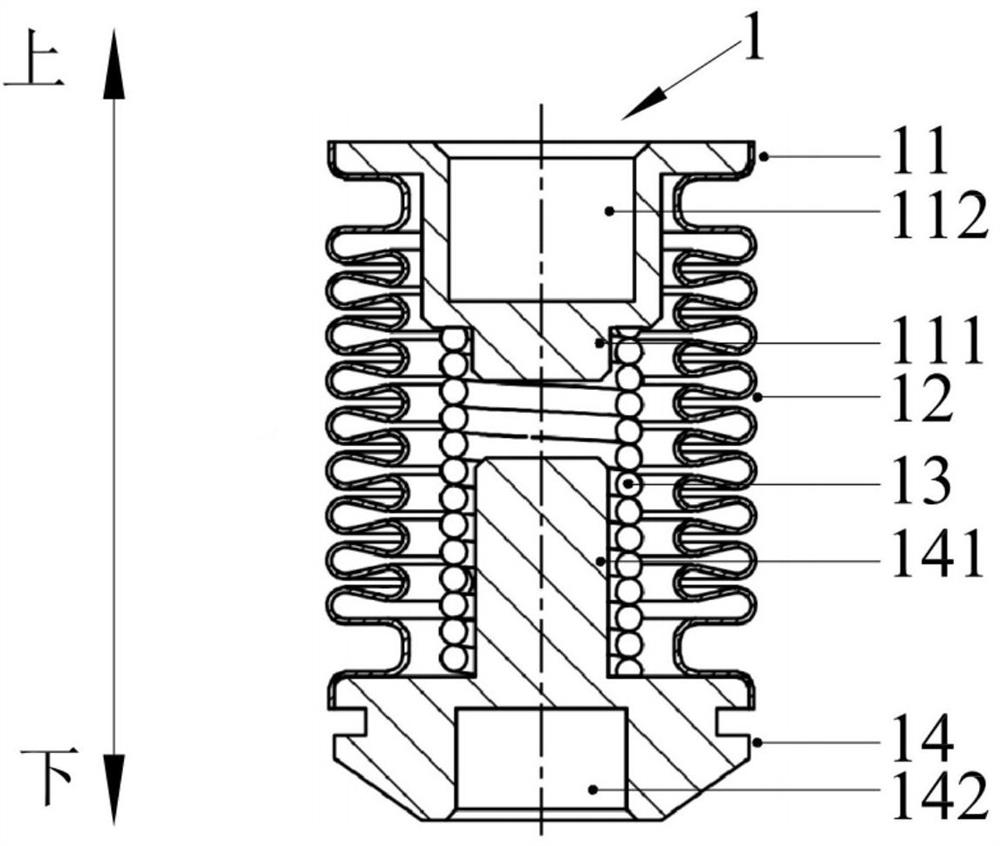
图1是本发明的一个实施结构例中一种电控阀用波纹管截面图;
图2是本发明的一个实施结构例中一种电控阀用波纹管应用安装图;
图3是本发明的一个实施结构例中一种电控阀用波纹管应用示意图。
其中:1波纹管;11上端盖;111上端盖凸起;112上端盖凹槽;12波纹管体;13内置弹簧;14下端盖;141下端盖凸起;142下端盖凹槽142;2调节顶杆总成;3阀芯;4阀芯端盖;5顶针动铁芯总成。
具体实施方式
下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
下面结合图1至图3,描述本发明实施例的一种电控阀用波纹管,包括上端盖11、波纹管体12、内置弹簧13和下端盖14;
所述上端盖11与所述下端盖14分别套设于所述波纹管1上下两端,所述内置弹簧13连接所述上端盖11与所述下端盖14,增大波纹管的弹性,有利于补偿波纹管的收缩量比例,提高单位压缩力的压缩量比例,以提高波纹管的调节能力;所述波纹管体12由相同的壁厚波高比加工成型,可以使波纹管受力更均匀,扩大承受压力范围。
值得说明的是,所述内置弹簧13可根据实际应用调节弹簧的环数。
优选地,所述波纹管体12壁厚与波高的比处于0.047~0.17的范围之内,合适的壁厚波高比可以减小所述波纹管的弹性刚度,扩大所述波纹管承受压力的范围,满足单波轴向弹性刚度公式
优选地,所述上端盖11与所述下端盖12分别设有上端盖凸起111,下端盖凸起141,可以限制波纹管压缩的最大范围,避免波纹管变形;所述上端盖凸起111与所述下端盖凸起141为圆柱体,所述上端盖凸起111与所述下端盖凸起141置于所述内置弹簧13环内,可以固定所述内置弹簧13的方向,避免所述内置弹簧13因波纹管的压缩而导致其方向产生变化,同时所述内置弹簧13对所述波纹管1起到支撑作用,所述波纹管1不易扭曲变形。
一些实施例中,如图2-3所示,上端盖凹槽112由所述上端盖11底部中心部分凹陷成型,所述上端盖11凹槽部分与调节顶杆总成2间隙配合,并与阀芯3内轮廓垂直面接触,进行固定波纹管调节,通过调节顶杆总成2向波纹管传送推力;下端盖凹槽142所述下端盖14底部中心部分凹陷成型,提供与顶针动铁芯总成5间隙配合的小孔,所述下端盖14外部呈伞斜面成型,可与阀芯端盖4进行间隙配合,当线圈为动铁芯提供动能时压缩波纹管起到传导作用。
优选地,所述上端盖凹槽112的深度决定了所述上端盖11与调节顶杆总成2的调节能力,所述下端盖凹槽142的深度决定了所述下端盖14与顶针动铁芯总成5的调节能力;
例如,所述上端盖凹槽112深度占所述波纹管1总长的20.8%~23.1%,所述下端盖凹槽142深度占所述波纹管1总长的14.6%~16.2%,可以提高电控阀一致性,提高电控阀的调节精度。
优选地,所述波纹管体12是由不锈钢板材裁剪出合适的大小,按参数弯曲加工形成波纹板,再将所述波纹板弯曲无痕焊接。
例如,先将不锈钢板材裁剪出合适的大小,对特定参数的波纹管定制,减小后续加工仪器的大小,提高工作效率,按参数弯曲加工形成波纹板,自动化的加工仪器保证所述波纹管波高等参数的准确性,再将所述波纹板弯曲无痕焊接成所述波纹管体12,无痕焊接技术既保证了所述波纹管的密闭性又不破坏所述波纹管的刚度。
优选地,所述内置弹簧13一端与所述下端盖14内底部焊接连接,所述波纹管体12与所述下端盖14焊接连接,所述上端盖11与所述波纹管体12焊接连接。
例如,先将所述内置弹簧13一端与所述下端盖14内底部焊接连接,所述下端盖凸起141较长,先焊接连接好所述内置弹簧13可以固定所述内置弹簧13的位置;所述波纹管体12与所述下端盖14焊接连接,拼装好波纹管一部分方便后续拼装;所述上端盖11与所述波纹管体12焊接连接,实现所述内置弹簧13连接所述上端盖11与所述下端盖12。
优选地,真空泵仪器通过上端波纹管体抽气,将所述波纹管1中气体抽至真空状态,在所述波纹管1处于真空状态时快速将所述上端盖11与所述波纹管体12上端焊接封闭,确保所述波纹管1内部形成密闭真空状态。
以上结合具体实施例描述了本发明的技术原理。这些描述只是为了解释本发明的原理,而不能以任何方式解释为对本发明保护范围的限制。基于此处的解释,本领域的技术人员不需要付出创造性的劳动即可联想到本发明的其他具体实施方式,这些方式都将落入本发明的保护范围之内。
- 一种电控阀用波纹管
- 一种电控喷油器控制阀用柱塞、快速响应电控喷油器控制阀及其控制方法