一种二次成型的轮胎及其制造方法
文献发布时间:2023-06-19 12:21:13
技术领域
本发明是一种二次成型的轮胎及其制造方法,属于轮胎制造领域。
背景技术
随着世界轮胎工业的发展,轮胎产品的发展将集安全、绿色环保和智 能化于一体,其中就要求轮胎具有良好的舒适性、耐磨性和操控性。
而在小型轮胎领域中采用的轮胎多数为实心胎或免充气的空心胎。
但现有技术中的空心胎是将轮胎对半加工成型后再合并融合,如此便会使得其粘合处暴露在外,长期使用下容易开裂。
发明内容
为了实现上述目的,本发明是通过如下的技术方案来实现:一种二次成型的轮胎及其制造方法,其结构包括内胎、外胎,所述内胎与外胎热熔连接,所述内胎内设有若干个内孔,所述内孔横向分布于内胎中。
为优化上述技术方案,进一步采取的措施为:
根据一种优选方式,所述内孔为中宽侧窄状,且所述内孔之间交错分布于内胎中。
根据一种优选方式,所述内胎为椭圆状且在内侧的底部截面为水平状。
根据一种优选方式,所述外胎底部截面为方形状,且所述外胎外表面具有花纹。
根据一种优选方式,所述内胎上设有若干个槽口,所述槽口呈圆台状,所述槽口上嵌入安装有胶钉,所述胶钉一端插入外胎。
根据一种优选方式,所述外胎上设有对应胶钉位置及其数量的插孔,所述插孔末端空腔为伞状,所述胶钉将插入插孔内,且插孔深度大于胶钉长度。
根据一种优选方式,所述胶钉末端为圆台状,首端为圆柱状。
一种二次成型的轮胎的其制造方法,包括以下步骤;
a.通过将模具将内胎与胶钉加工成型。
b.将内胎的槽口内涂上胶水。
c.将胶钉插入槽口。
d.将扎满胶钉的内胎放置于外胎的模具。
e.而后成型外胎,使其外胎包裹内胎。
本发明一种二次成型的轮胎及其制造方法,本发明通过将需组合的带有内孔的轮胎设在内层,在将该内胎上热熔完整的外胎,避免了使用下出现开裂的情况,且交错分别的内孔提供了良好的减震效果,同时中宽侧窄的内孔结构使轮胎可变形量大同时保持了对地面具有良好摩擦,内外胎不仅通过热熔固定还通过胶钉膨化固定,其固定效果好使用寿命长。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述中的附图作详细地介绍,以此让本发明的其它特征、目的和优点将会变得更明显:
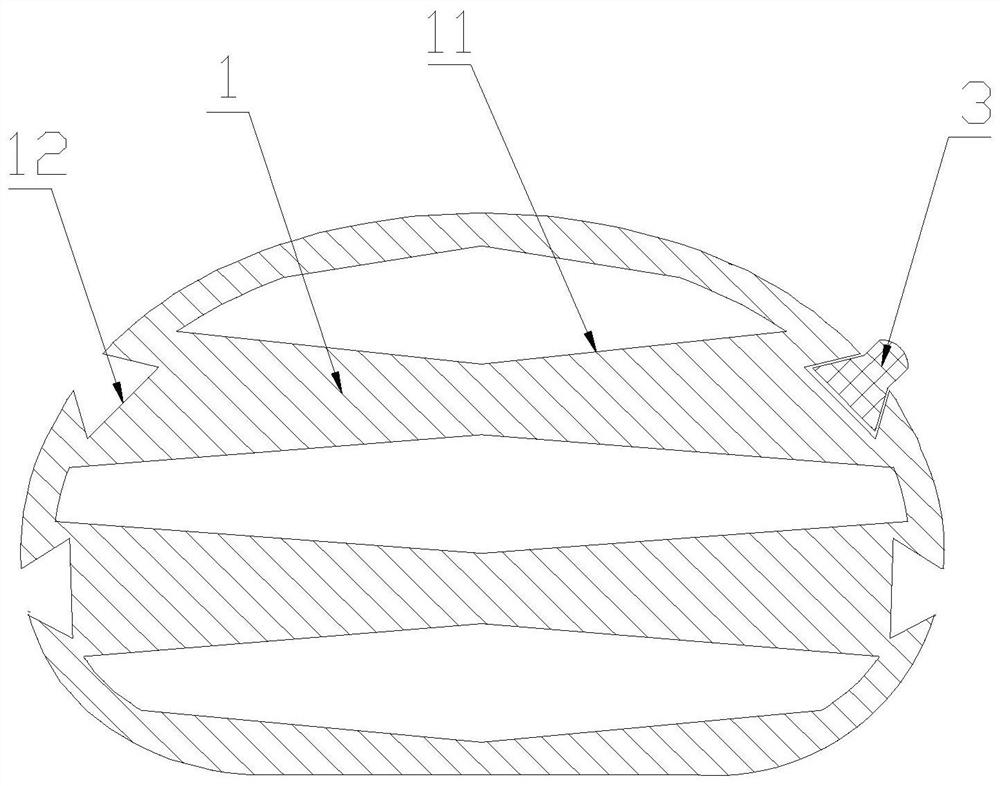
图1为本发明一种内胎的截面结构示意图。
图2为本发明一种外胎的截面结构示意图。
图3为本发明内胎外胎组合的截面结构示意图。
图4为本发明图3的剖面结构示意图。
具体实施方式
为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
请参阅图1-图4,本发明提供一种二次成型的轮胎及其制造方法:其结构包括内胎1、外胎2,所述内胎1与外胎2热熔连接,所述内胎1内设有若干个内孔2,所述内孔2横向分布于内胎1中,所述内孔2为中宽侧窄状,且所述内孔2之间交错分布于内胎1中,所述内胎1为椭圆状且在内侧的底部截面为水平状,所述外胎1底部截面为方形状,且所述外胎1外表面具有花纹,所述内胎1上设有若干个槽口12,所述槽口12呈圆台状,所述槽口12上嵌入安装有胶钉3,所述胶钉3一端插入外胎2,所述外胎2上设有对应胶钉3位置及其数量的插孔21,所述插孔21末端空腔为伞状,所述胶钉3将插入插孔21内,且插孔21深度大于胶钉3长度,所述胶钉3末端为圆台状,首端为圆柱状。
一种二次成型的轮胎的其制造方法,包括以下步骤;
a.通过将模具将内胎1加工成型,而后将内胎1组合使得内孔2闭合,同时通过模具在批量加工出胶钉3。
b.将内胎1的槽口12内涂上胶水,胶水采用常见的橡胶胶水即可,其目的仅是初步固定胶钉3钉口方向。
c.将胶钉3插入槽口12,在槽口12及胶水的限位固定下胶钉3将竖直固定在内胎1上。
d.将扎满胶钉3的内胎1放置于外胎2的模具,需将胶钉3对应于外胎2模具中的插孔21加工出内,而后通过高温高压进行注塑。
e.而后成型外胎2,使其外胎2包裹内胎1,而胶钉3钉针上还有遇热膨胀的复合塑胶,在其内胎1与外胎2热熔过程中将膨胀填充慢插孔21。
本文中所描述的具体实施例仅仅是对本发明作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的或者超越所附权利要求书所定义的范围。
- 一种二次膨胀的RFT轮胎成型鼓和RFT轮胎胎胚成型方法
- 轮胎成型用模具、轮胎成型用模具的制造方法及轮胎