耐磨型不粘锅及制造方法
文献发布时间:2023-06-19 12:21:13
技术领域
本发明涉及的是炊具领域中的锅和饼铛,具体是一种耐磨型不粘锅及制造方法。
背景技术
现有炊具中多数的锅,饼铛普遍是在锅体内喷涂一层或多层不同不粘涂料来实现不粘功能的不粘涂层,这些炊具的不粘涂层存在的问题:1、结合强度不高,用铁铲炒菜是肯定不行的,不粘涂层易被铁铲铲磨掉了。2、不粘涂层虽然硬度较高,但其韧性较差,加工、运输和使用过程中易崩瓷,导致涂层脱落,降低使用寿命。
现有技术中有一种不粘锅通过增加锅体和不粘涂层的连接面积,其利用加工设备在锅内表面压制出网纹,或者制作网格体嵌入或压入锅体的内表面里,达到提高锅体和不粘涂层的结合强度的目的。这些表面异形的锅体存在的问题:3、在锅体上进行开槽或增加网格体,其存在加工工艺复杂,制作成本高等问题。4、酸性物质容易腐蚀金属机体,锅体的金属机体一旦被腐蚀就会膨胀,从而把不粘涂层涨开,导致不粘涂层大面积脱落。
发明内容
本发明要解决的技术问题是克服现有炊具中锅和饼铛存在的不足,提供了一种耐磨型不粘锅和一种耐磨型不粘饼铛。耐磨型不粘锅和耐磨型不粘饼铛的制作方法是一样的,本申请中的锅或饼铛上的把手、锅盖、电热丝等其他配件,在本申请文件的附图中不显示陈述了。本申请以不粘锅为实施例,提供了一种耐磨型不粘锅。
为了到达上述目的,本发明通过下述技术方案实现的:一种耐磨型不粘锅包括锅,金属丝网,不粘涂层。
锅或饼铛是市场上的锅或饼铛产品。制作锅或饼铛的锅体的基体材料是金属材料(不锈钢、铝合金、铁、铜等金属材料。),或者是非金属材料(搪瓷、麦饭石等非金属材料。)。锅的底部是弧形底,或者是平底,或者是尖底。饼铛的底部是平底。
所述的金属丝网是由金属丝编织而成的。用金属丝编制出不同图案的金属丝网,图案增加不粘锅的美观。
所述的金属丝网形状是方形的,或者是圆形的。金属丝网是根据锅体的形状编织不同的形状,或者是根据锅体所需要的形状进行裁剪而成的。
所述的金属丝网的网孔形状根据编织形状需要而定,网孔的内径长度是0.5~18mm,内径宽度是0.5~18mm。
所述的网孔形状是方形、圆形、菱形、六边形等多边形,或者是编织造型出其他的几何形状。
所述的金属丝是钢丝,不锈钢丝,钛合金丝等合适材料的金属丝。
所述的金属丝的直径是0.01~1mm。
对锅或饼铛的内锅体进行表面经过喷砂粗化和硬质氧化工艺处理,增加锅体的粗糙度和加大附着力,从而加大不粘涂层和锅体之间的附着牢度。
所述的金属丝网在锅体的表面上。1、金属丝网2通过焊接固定在金属材料的锅体1上,金属丝网2和金属材料的锅体1固定连接为一体,金属丝网上的焊点距离是5~30mm。
2、金属丝网通过不粘涂层固定在非金属材料的锅体上,金属丝网和非金属材料的锅体固定连接为一体。
由于金属丝网中交叉编织的金属丝结构位置不同,本申请为便于陈述说明,金属丝网的下面的金属丝为下面金属丝,表面的金属丝为表面金属丝。
金属丝网的下面金属丝贴在锅体上,金属丝网的表面金属丝没有贴在锅体上。金属丝网的金属丝呈凸状在锅体表面上突出,锅体的表面上金属丝网的金属丝的结构是高低凹凸不平的。
本申请制作不粘涂层使用的不粘涂料,可以根据产品要求选用市场上陶瓷、PTFE、特氟龙等合适的不粘涂料。制作不粘涂层的不粘涂料是市场上的产品,本申请就不详细介绍不粘涂料了。制作不粘涂层的热喷涂或化学粘涂技术是市场上成熟技术,本申请就不详细介绍了。
采用热喷涂或化学粘涂技术,在固定有金属丝网的锅体上喷涂不粘涂料,不粘涂料覆盖在金属丝网和锅体上,不粘涂料填充了金属丝没有贴在锅体之间的空隙,锅体上和金属丝网上涂覆有不粘涂层。
金属丝网的网孔内的不粘涂层面是凹面的,网孔内的不粘涂层在金属丝网的金属丝的固定作用下,增大了不粘涂层和金属管的结合强度。
所述的不粘涂层的厚度是0.02~1mm。
所述的不粘涂层中有金属丝网,金属丝网中有不粘涂层。
所述的金属丝网是不粘涂层中的‘架立钢筋’,金属丝网将不粘涂层与锅体固定为一体。硬度较高的不粘涂层有金属丝网的支撑固定,提高了不粘涂层的韧性强度,加工、运输和使用过程中不会崩瓷,延长了不粘涂层的使用寿命。
所述的锅体上的粗糙度加大不粘涂层和锅体之间的附着牢度,金属丝网网孔内的不粘涂层由网孔周围的金属丝支撑固定。不粘涂层在金属丝网和锅体的双重作用下,金属丝网、不粘涂层和锅体三者固定为一体,增大了不粘涂层和锅体的结合强度。
传导在锅体上的热能直接传导在不粘涂层上,热能也通过贴在锅体上的金属丝传导在不粘涂层上,金属丝的传热便于热能的传导扩散。不粘涂层中的金属丝网的热传导可以将锅体和不粘涂层中的热能均匀导热散热,提高了热能的传热速度。
在金属丝网的固定作用下不粘涂层的优点:
一、不粘锅和饼铛使用过程中,用一锋利单面刀片的刀尖在不粘涂层上刻划平行划痕,刀尖穿透不粘涂层至金属后,仅仅造成的是不粘涂层一个划痕。由于不粘涂层中有金属丝网的支撑固定,提高了不粘涂层和锅体的结合强度,划痕周围的不粘涂层在不粘涂层中的金属丝网的固定支撑下不会脱离锅体。
二、不粘涂层因锅体的金属锈腐蚀而膨胀而脱离,不粘涂层有金属丝网的支撑固定,提高了不粘涂层的韧性强度,脱离后的不粘涂层在不粘涂层中的金属丝的支撑固定下不会脱离金属丝网,延长了不粘涂层的使用寿命。
三、在使用过程中,锅铲只和金属丝网的表面金属丝接触,锅铲碰不到网孔内不粘涂层,网孔内的不粘涂层被金属丝有效地保护起来,网孔内的不粘涂层不会被刮擦和剥落,从而保持不粘涂层的持久不粘性能。
四、锅体的表面固定的金属丝网的金属丝是高低凹凸不平的,金属丝网的网孔内的不粘涂层面是凹面的,锅体的表面由常规的面接触变为金属丝网‘金属丝’的多点接触;金属丝网的表面金属丝使烹饪食物处于半悬浮状态,食物与凹面的不粘涂层面不会产生局部紧密接触,使食物与不粘涂层的粘附面积下降。
一种耐磨型不粘锅的制造方法,包括如下步骤:
步骤一、锅体处理:对锅的内锅体进行喷砂粗化和硬质氧化工艺处理,增加锅体的粗糙度和加大附着力,从而加大不粘涂层和锅体之间的附着牢度。
步骤二、金属丝网贴在锅体上:金属丝网通过焊接固定在锅体上,通过点焊机将金属丝网进行点焊固定在锅体上,焊点的距离是10~30mm。
步骤三、制作不粘涂层:采用热喷涂或化学粘涂技术,不粘涂料喷涂在有金属丝网的锅体上,不粘涂料覆盖在金属丝网和锅体上,不粘涂料填充了金属丝没有贴在锅体之间的空隙,锅体上和金属丝网上涂覆有不粘涂层。
步骤四、抛光:进行锅体上的不粘涂层的抛光,金属丝网的表面金属丝面上的不沾涂层被磨掉,不粘涂层中显示出来的表面金属丝组成了不同的图案。
步骤五、产品装配:锅体上装配如把手等其他配件,形成锅的成品后包装,完成生产。
本发明与现有的不粘锅比有如下有益效果:耐磨型不粘锅包括锅,金属丝网,不粘涂层。金属丝网和锅体固定连接为一体,不粘涂料喷涂在有金属丝网的锅体上,不粘涂料填充了金属丝没有贴在锅体之间的空隙。不粘涂层中有金属丝网,金属丝网中有不粘涂层,金属丝网是不粘涂层中的“架立钢筋”,金属丝网将不粘涂层与锅体固定为一体,锅铲只和金属丝网的表面金属丝接触,锅铲碰不到网孔内不粘涂层,不粘涂层不会被刮擦和剥落,从而保持不粘锅的持久不粘性能。
附图说明:
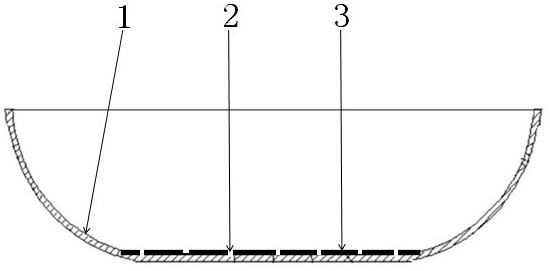
图1、为本发明耐磨型不粘锅的结构示意图;
图2、为本发明耐磨型不粘锅的金属丝网的图案效果图;
图3、为本发明耐磨型不粘锅的不粘涂层的结构示意图;
图4、为本发明耐磨型不粘锅的金属丝网的结构示意图。
图中:1、锅体,2、金属丝网,3、不粘涂层,4、金属丝,5、表面金属丝,6、下面金属丝。
具体实施方式:
下面结合附图和实施例对本发明做进一步的说明。
实施例1:
如图1,图3,图4所示的一种耐磨型不粘锅包括锅,金属丝网2,不粘涂层3。
锅或饼铛是市场上的锅,制作锅的锅体1的基体材料是不锈钢,锅的底部是平底。
如图1,图2,图3,图4所示的金属丝网2是由金属丝4编织而成的。用金属丝4编制出不同图案的金属丝网2,金属丝网2的表面金属丝5显示的图案给不粘锅增加了美观。
所述的金属丝网2形状是圆形的。
所述的金属丝网2的网孔形状根据编织形状需要而定,网孔的内径长度是0.5~18mm,内径宽度是0.5~18mm。
所述的网孔形状是编织造型出多样形状的几何形状。
所述的金属丝4不锈钢丝。
所述的金属丝4的直径是0.25mm。
如图1,图3,图4所示的金属丝网2在锅体1的表面上。
金属丝网2通过焊接固定在金属材料的锅体1上,金属丝网2和金属材料的锅体1固定连接为一体。金属丝网2上的焊点距离是5~30mm。
由于金属丝网2中交叉编织的金属丝4结构位置不同,本申请为便于陈述说明,金属丝网2下面的金属丝4为下面金属丝6,表面的金属丝为表面金属丝5。
金属丝网2的下面金属丝6贴在锅体1上,金属丝网2的表面金属丝5没有贴在锅体1上。
采用热喷涂或化学粘涂技术,在固定有金属丝网2的锅体1上喷涂不粘涂料,不粘涂料填充了金属丝4没有贴在锅体1之间的空隙,不粘涂料覆盖在金属丝网2和锅体1上,锅体1上和金属丝网2上涂覆有不粘涂层3。
所述的不粘涂层3的厚度是0.5mm。
如图3,图4所示的金属丝网2是不粘涂层3中的‘架立钢筋’,不粘涂层3中有金属丝网2,金属丝网2中有不粘涂层3。
锅体1上的粗糙度加大不粘涂层3和锅体1之间的附着牢度,金属丝网2网孔内的不粘涂层3由网孔周围的金属丝4支撑固定。不粘涂层3在金属丝网2和锅体1的双重作用下,金属丝网2、不粘涂层3和锅体1三者固定为一体,增大了不粘涂层3和锅体1的结合强度。
一种耐磨型不粘锅的制造方法,包括如下步骤:
步骤一、锅体1处理:对锅的内锅体1进行经过喷砂粗化和硬质氧化工艺处理。
步骤二、金属丝网2贴在锅体1上:金属丝网2通过焊接固定在锅体1上,通过点焊机将金属丝网2进行点焊固定在锅体1上,焊点的距离是10~30mm。
步骤三、制作不粘涂层3:不粘涂料喷涂在有金属丝网2的锅体1上,不粘涂料填充了金属丝4没有贴在锅体1之间的空隙,锅体1上和金属丝网2上涂覆有不粘涂层3。
步骤四、抛光:如图2,图3,图4所示,进行锅体1上的不粘涂层3的抛光,金属丝网2的表面金属丝5面上的不沾涂层3被磨掉,不粘涂层3中显示出来的金属丝网2的表面金属丝5组成了不同的图案。
步骤五、产品装配:锅体1上装配如把手等其他配件,形成锅的成品后包装,完成生产。
实施例2:
如图1,图2,图3,图4所示的一种耐磨型不粘饼铛包括饼铛,金属丝网2,不粘涂层3。
饼铛是市场上的饼铛产品,制作饼铛的锅体1的基体材料是是非金属材料的搪瓷。
如图2,图3所示的金属丝网2是由金属丝4编织而成的。
本实施例2的一种耐磨型不粘饼铛与实施例1所介绍的一种耐磨型不粘锅的组合结构的相同之处就不再重述介绍了。
如图3,图4所示金属丝网2的金属丝4是不锈钢丝。
对饼铛内的搪瓷锅体1的表面进行粗化工艺处理,增加搪瓷锅体1的表面粗糙度和加大附着力,从而加大不粘涂层3和非金属材料的锅体1之间的附着牢度。
如图3,图4所示的金属丝网2贴在锅体1的表面上。
采用热喷涂技术,对贴有金属丝网2的锅体1上喷涂不粘涂料,不粘涂料覆盖在金属丝网2和锅体1上,不粘涂料填充了金属丝4没有贴在锅体1之间的空隙,锅体1上和金属丝网2上涂覆有不粘涂层3。
金属丝网2通过不粘涂层3固定在非金属材料的锅体1上,金属丝网2和非金属材料的锅体1固定连接为一体。
以上实施例只是用于帮助理解本发明的制作方法及其核心思想,具体实施不局限于上述具体的实施方式,本领域的技术人员从上述构思出发,不经过创造性的劳动,所做出的变化,均落在本发明的保护范围。
- 耐磨型不粘锅及制造方法
- 一种高强度耐磨耐腐蚀型触头的制造方法