具有三维图案的膜和袋
文献发布时间:2023-06-19 12:21:13
背景
1.技术领域
本申请总体上涉及热塑性膜以及由其形成的结构。更具体地,本发明涉及展现三维图案的热塑性膜。
2.背景和相关技术
热塑性膜是多种不同的商业和消费型产品中的常见部件。例如,杂货袋、垃圾袋、麻布袋以及包装材料是通常由热塑性膜制成的产品。另外,女性卫生产品、婴儿尿布、成人失禁产品以及多种其他产品在某种程度或另一程度上包括热塑性膜。
生产包括热塑性膜的产品的成本与热塑性膜的成本直接相关。近来,热塑性材料的成本已经上升。相应地,许多制造商尝试通过减少给定产品中的热塑性材料的量来控制制造成本。
制造商可以尝试降低生产成本的一种方式是使用较薄的膜或拉伸热塑性膜,从而增加表面积并且减少生产具有给定尺寸的产品所需的热塑性膜的量。常见的拉伸方向包括“机器方向”和“横向方向”的拉伸。如本文中使用的,术语“机器方向”或“MD”是指沿着该膜的长度的方向,或者换言之,是指在挤出和/或涂覆过程中形成该膜时该膜的方向。如本文中使用的,术语“横向方向”或“TD”是指横过该膜或者垂直于机器方向的方向。
在机器方向上拉伸该膜的常见方式包括机器方向的定向(“MDO”)和增量式拉伸(incremental stretching)。MDO涉及在多对光滑辊之间对膜进行拉伸。通常MDO涉及使一个膜前进穿过相继的多对光滑辊的辊隙。第一对辊的旋转速度小于第二对辊的旋转速度。这多对辊的旋转速度的不同可以造成该膜在这多对辊之间拉伸。辊速度之比将粗略地决定该膜被拉伸的量。MDO在机器方向上连续地拉伸该膜并且通常用于产生一种定向膜。
另一方面,热塑性膜的增量式拉伸典型地涉及使膜在多个带槽的或带齿的辊之间前进。这些辊上的凹槽或齿在膜穿过这些辊之间时互相啮合并且将该膜拉伸。增量式拉伸可以将一个膜以横过该膜而均匀地间隔开的许多小增量进行拉伸。这些相互啮合的齿的接合深度可以控制拉伸的程度。
遗憾的是,拉伸的或以其他方式变薄的热塑性膜可能具有不期望的特性。例如,较薄的热塑性膜典型地更透明或半透明。另外,消费者通常将较薄的膜与脆弱性相关联。此类消费者可能觉得,当购买具有较薄的膜的产品时,对于其金钱来说他们得到较少价值;并且因此,可能被劝阻购买较薄的热塑性膜。因此,尽管潜在的材料节省,制造商可能被劝阻对膜进行拉伸或使用较薄的膜。
因此,在热塑性膜和制造方法中有许多考量。
简要概述
本披露内容的一种或多种实现方式采用包括三维图案的热塑性膜解决了本领域中的一个或多个问题。例如,在一种或多种实现方式中,本文所述的三维图案给予热塑性膜三维外观。通过赋予热塑性膜表面三维外观,本文所述的一种或多种实现方式使热塑性膜显得更厚。这种较厚的外观会使消费者觉得他们收到的是较厚的产品,即使他们购买的是具有较薄的膜的产品。
例如,展示三维效果的热塑性膜的实现方式包括呈第一图案的第一多个变形部、呈第二图案的第二多个变形部以及呈第三图案的第三多个变形部。第一图案、第二图案和第三图案为热塑性膜提供三维外观,从而使膜显得更厚。
另外,展示三维效果的热塑性袋的实现方式包括沿着第一侧边缘、第二侧边缘和底边缘接合在一起的第一侧壁和第二侧壁。热塑性袋进一步包括与底边缘相反的开口。第一侧壁和第二侧壁包括呈第一图案的第一多个变形部、呈第二图案的第二多个变形部以及呈第三图案的第三多个变形部。第一图案、第二图案和第三图案为热塑性袋的第一侧壁和第二侧壁提供三维外观,从而使侧壁显得更厚。
除了前述之外,制造展现三维效果的热塑性膜的方法的实现方式包括使热塑性膜在第一相互啮合辊与第二相互啮合辊之间通过,其中,第一相互啮合辊和第二相互啮合辊中的至少一个包括多个突起的重复单元。重复单元可以导致在热塑性膜中产生三维图案,三维图案包括呈第一图案的第一多个变形部、呈第二图案的第二多个变形部以及呈第三图案的第三多个变形部。第一图案、第二图案和第三图案可以为热塑性膜提供三维外观。
附加特征和优点将在后面的描述中进行阐述,并且部分地将从描述中变得显而易见或可以通过实践这样的示例性实现方式而获知。此类实现方式的特征和优势可以借助于所附权利要求中特别指出的仪器和组合来实现和获得。这些和其他特征将从以下说明和所附权利要求变得更充分明显,或可以通过如下文中所阐述来实践此类示例性实现方式而学得。
附图说明
为了描述可以获得本披露内容的上述以及其他优点和特征的方式,将通过参考附图中所展示的特定实现方式来呈现以上简要描述的本披露内容的更具体的描述。应当注意,附图不是按比例绘制,并且贯穿这些图出于示意性目的,具有类似结构或功能的元件大体由类似参考数字表示。应理解,这些附图中仅描绘了本披露内容的典型实现方式并且因此不应被认为是限制其范围,通过使用这些附图将更具体和详细地描述并解释本披露内容,在附图中:
图1A-1C示出了根据本披露内容的一种或多种实现方式的具有可变数量的子层的热塑性膜的局部截面侧视图;
图2示出了根据本披露内容的一种或多种实现方式的用于在膜中形成变形部图案(例如,凸肋状元件)的一对结构类弹性膜(structural elastic like film,SELF)辊的立体图;
图3示出了根据本披露内容的一种或多种实现方式的SELF化膜的立体图;
图4示出了根据本披露内容的一种或多种实现方式的多层SELF化膜的立体图;
图5A示出了根据本披露内容的一种或多种实现方式的用于在膜中形成变形部图案(例如,较厚的肋和较薄的拉伸网片)的一对环形辊的立体图;
图5B示出了根据本披露内容的一种或多种实现方式的通过图5A所示的环形辊的膜的局部侧视图;
图6示出了根据本披露内容的一种或多种实现方式的用于在膜中形成变形部图案(例如,压入膜中的构型)的一对压纹辊的立体图;
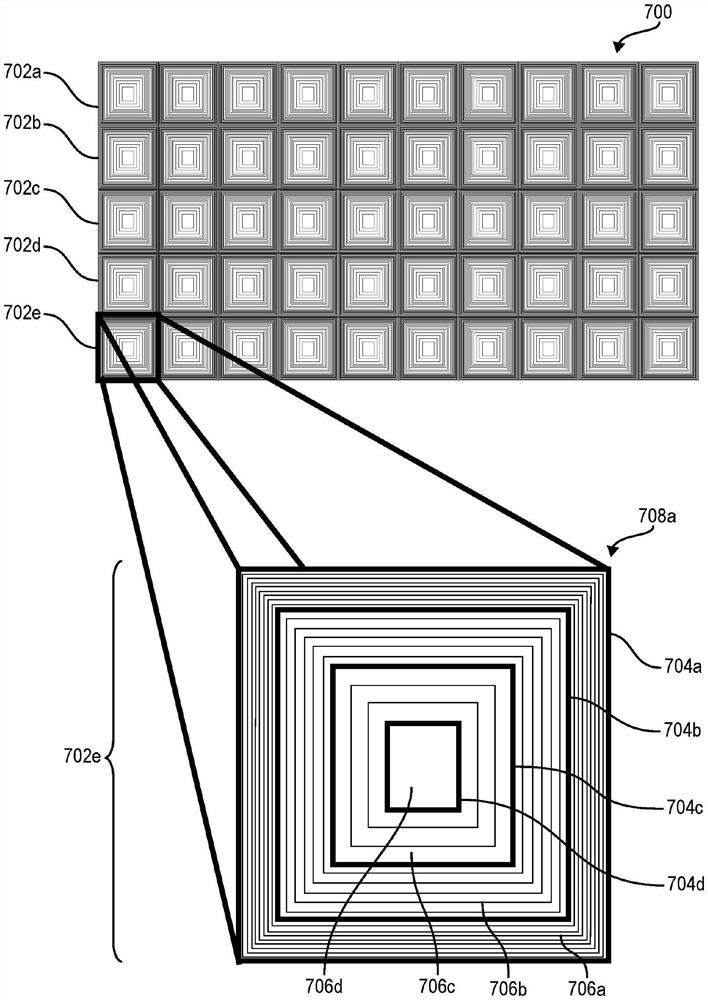
图7示出了根据本披露内容的一种或多种实现方式的具有三维图案的热塑性膜的俯视图;
图8A示出了根据本披露内容的一种或多种实现方式的具有另一三维图案的热塑性膜的俯视图;
图8B示出了根据本披露内容的一种或多种实现方式的具有又另一三维图案的热塑性膜的俯视图;
图9示出了根据本披露内容的一种或多种实现方式的具有图7的三维图案的热塑性袋的立体图;
图10示出了根据本披露内容的一种或多种实现方式的热塑性袋的前侧视图,该热塑性袋在横跨热塑性袋宽度的区中具有三维图案;
图11示出了根据本披露内容的一种或多种实现方式的具有多个不同三维图案的组合的热塑性袋的前侧视图;
图12展示了根据本披露内容的一种或多种实现方式的用于制造具有三维图案的热塑性袋的工艺的示意图;以及
图13展示了根据本披露内容的一种或多种实现方式的用于制造具有三维图案的热塑性袋的工艺的示意图。
详细说明
本发明的一种或多种实现方式包括用于产生展现三维图案的单层或多层热塑性膜的设备和方法。特别地,本发明的一种或多种实现方式包括具有三维图案的热塑性膜,该三维图案赋予热塑性膜三维外观。
在一种实现方式中,三维图案可以包括多个变形部子图案或由多个变形部子图案产生。例如,变形部的每个子图案可以包括独特的图案变形密度。此外,子图案可以置于三维图案内,使得它们的定位和图案变形密度产生高度的错觉,从而产生厚度的错觉。
在另一实现方式中,三维图案可以包括子图案,这些子图案可以包括独特的图案变形密度和定位,以产生物体侧面的外观,就像从单个公共光点源遮蔽一样。这种阴影的错觉还产生厚度外观。
如以下更详细地描述的,一个或多个实施例涉及使用结构类弹性膜(SELF)工艺、环轧或压纹中的一种或多种使变形部形成膜。变形部图案的布置提供了上述三维效果。除了提供三维效果之外,变形部还可以提供增加的膜特性(抗撕裂性、弹性等)。更进一步地,变形部可以提供纹理和/或增加的蓬松度/厚度,这可以暗示或提供膜的强度。
如以上所讨论的,一种或多种实现方式的结构可以包括非连续性地层压在一起的多个热塑性膜(例如,两个或更多个)。一种或多种实现方式可以涉及使用相同的工艺对热塑性膜的非连续性层压结构的各层进行层压以在单个步骤中(例如,经由环轧、结构类弹性膜工艺或压纹)形成变形部。在替代实施例中,这些层可以经由粘合剂、超声波结合或其他技术进行结合。
非连续性结合可以增强展现三维图案的热塑性膜的强度和其他特性。特别地,一种或多种实现方式提供在相对较轻的非连续性层压结构的相邻各膜之间形成结合部,使得作用在非连续性层压结构上的力首先通过破坏结合部被吸收,而不是撕裂或以其他方式引起非连续性层压结构的各膜失效或在其之前被吸收。此类实现方式可以提供使用减少的量的原料但是具有保持的或增加的强度参数的整体更薄的结构。替代性地,此类实现方式可以使用既定量的原料并且提供具有增加的强度参数的结构。
特别地,根据一种或多种实现方式的非连续性层压结构的相邻各膜的轻结合部或结合区域可以起作用以便在允许相同的力引起热塑性膜的非连续性层压结构的单独膜的失效之前通过断裂结合部来吸收力。这种作用可以为热塑性膜的非连续性层压结构提供增加的强度。在一种或多种实现方式中,轻结合部或结合区域包括有利地小于每个单独膜的最弱撕裂强度的结合强度,以便使结合部在各膜失效之前失效。实际上,一种或多种实现方式包括仅在热塑性膜的非连续性层压结构的各层的任何局部撕裂之前释放的结合部。
因此,在一种或多种实现方式中,热塑性膜的非连续性层压结构的轻结合部或结合区域在任何一个单独层经历分子水平变形之前都会失效。例如,施加的应变可以在单独膜的任何分子水平的变形(拉伸、撕裂、穿刺等)之前将轻结合部或结合区域拉开。换句话说,与热塑性膜的非连续性层压结构的任何层的分子水平变形相比,轻结合部或结合区域可以对施加的应变提供较小的阻力。诸位发明人已经出人意料地发现,与相等厚度的单层膜或其中多个膜被紧密结合在一起或连续地结合(例如,共挤出)的非连续性层压结构相比,轻结合的这种配置可以为热塑性膜的非连续性层压结构提供增加的强度特性。
本发明的一种或多种实现方式提供了定制热塑性膜的非连续性层压结构的各层之间的结合部或结合区域,以确保轻结合以及相关联的增加的强度。例如,一种或多种实现方式包括修改或定制热塑性膜的非连续性层压结构的相邻层之间的结合强度、结合密度、结合模式或结合尺寸中的一者或多者,以提供强度特征好于或等于单独膜的强度特征之和的结构。这种结合部定制可以允许基重(原材料的量)较低的热塑性膜的非连续性层压结构与基重较高的单层或共挤出膜相比表现相同或更好。结合部可以被定制成使得它们在经受与结合有热塑性膜的非连续性层压结构的产品的正常使用一致的力和条件时失效。例如,当热塑性膜的非连续性层压结构形成垃圾袋时,非连续性层压结构的各层之间的结合部可以被定制成当受到与放入垃圾袋中的物体一致的力时、与将垃圾袋从容器(例如,垃圾桶)中移除时一致的力时、或者与将垃圾袋从一个位置被运送到另一个位置时一致的力时失效。
如本文中所使用的,术语“层压”、“层压物”和“层压的膜”是指通过将两层或更多层膜或其他材料结合在一起的方法以及由此制成的所得产品。术语“结合”在用于关于对热塑性膜的非连续性层压结构的多个膜进行结合时可以与这些层的“层压”可互换地使用。根据本发明的一个或多个实施例的方法,热塑性膜的非连续性层压结构的相邻各膜被彼此层压或结合。该结合有意地在这些层之间产生相对较弱的结合部,该相对较弱的结合部的结合强度小于结构的最弱层的强度。这样允许在该层失效之前、并且由此在结构失效之前使层压结合部失效。
作为动词,“层压”意指将两个或更多个单独地制成的膜制品彼此贴附或粘合(借助于例如粘合剂结合、压力结合、超声结合、电晕层压、热层压等)以便形成多层结构。作为名词,“层压物”意味着通过刚刚描述的粘附或粘合而生产的产品。
在一种或多种实现方式中,热塑性膜的非连续性层压结构的膜之间的轻微层压或结合可以是不连续的(即,不连续的或部分不连续的)。如本文中所使用的,术语“不连续结合”或“不连续层压”是指两个或更多个层的层压,其中层压在机器方向上是不连续的并且在横向方向上是不连续的。更特别地,非连续层压是指重复结合图案在膜的机器方向和横向方向两者上被重复非结合区域破坏的两个或更多个层的层压。
如本文中所使用的,术语“部分不连续粘结”或“部分不连续层压”是指两个层或更多个层的层压,其中层压在机器方向上或在横向方向上是基本上连续的,但在机器方向或横向方向中的另一者上是不连续的。替代地,部分不连续层压是指两个层或更多个层的层压,其中层压在制品的宽度上是基本上连续的但在制品的高度上不是连续的,或者在制品的高度上是基本上连续但在制品的宽度上不是连续的。更特别地,部分不连续层压是指重复结合图案在机器方向上、在横向方向上或在两者上被重复非结合区域破坏的两个或更多个层的层压。部分不连续和不连续都是非连续性结合的类型(即,在两个表面之间不完整且不连续的结合)。
除了非连续性结合之外,一种或多种实现方式包括递增地拉伸展现三维效果的一个或多个膜。例如,一种或多种实现方式包括使用MD环轧、TD环轧、对角线方向环轧、可染网络的构型、或它们的组合来递增地拉伸膜。使用本文中所描述的方法来递增地拉伸膜可以赋予膜以肋状物或其他结构,并且增加或以其他方式修改膜的拉伸强度、抗撕裂性、抗冲击性或弹性中的一者或多者。此外,一个或多个实施例涉及在环境或冷(不受热)条件下的拉伸工艺。这与拉伸膜在受热条件下的最常规工艺显著不同。根据一种或多种实现方式的在环境或冷条件下进行拉伸可以约束膜中的分子,使得它们不像在受热条件下那样容易取向。尽管规格减小,但这种冷增量式拉伸可以帮助提供保持或增加热塑性膜的强度的出乎意料的结果。
相对弱的结合和拉伸可以通过一种或多种适合的技术同时完成。例如,结合和拉伸可以通过压力(例如,MD环轧、TD环轧、螺旋或DD环轧、可染网络层压或压纹)或用加热和压力的组合来实现。替代性地,制造商可以首先拉伸膜并且然后使用一种或多种结合技术结合膜。例如,一种或多种实现方式可以包括超声波结合以轻微地对各膜进行层压。替代性地或另外地,粘合剂可以层压膜。用电晕放电处理可以增强上述方法中的任一种。在一个或多个实施例中,接触表面/层可以包括粘性材料以促进层压。在层压之前,单独膜可以是膜,或者可以经受比如拉伸、切割、涂覆和印刷、以及电晕处理等单独过程。
除了前述之外,一种或多种实现方式提供了将具有三维图案的热塑性膜形成袋。通过由具有三维图案的热塑性膜形成袋(该三维图案产生三维效果),一种或多种实现方式可以给消费者带来较厚袋的印象。如上所述,尽管较厚的袋可能不会比较薄的袋展现出更高的性能质量,但是消费者通常将较厚袋与较高价值相关联。
作为首要的事情,本披露内容的一种或多种实现方式的膜的热塑性材料可以包括热塑性聚烯烃,包括聚乙烯及其共聚物以及聚丙烯及其共聚物。基于烯烃的聚合物可以包括基于乙烯或丙烯的聚合物,比如聚乙烯、聚丙烯、以及共聚物比如乙烯-乙酸乙烯酯(EVA)、乙烯丙烯酸甲酯(EMA)和乙烯丙烯酸(EAA)、或此类聚烯烃的共混物。
适用作根据本披露内容的膜的聚合物的其他示例可以包括弹性体聚合物。适合的弹性聚合物还可以是可生物降解的或可环境降解的。用于膜的合适的弹性聚合物包括聚(乙烯-丁烯)、聚(乙烯-己烯)、聚(乙烯-辛烯)、聚(乙烯-丙烯)、聚(苯乙烯-丁二烯-苯乙烯)、聚(苯乙烯-异戊二烯-苯乙烯)、聚(苯乙烯-乙烯-丁烯-苯乙烯)、聚(酯-醚)、聚(醚-酰胺)、聚(乙烯-乙酸乙烯酯)、聚(乙烯-丙烯酸甲酯)、聚(乙烯-丙烯酸)、定向聚(乙烯-对苯二酸酯)、聚(乙烯-丙烯酸丁酯)、聚氨基甲酸酯、聚(乙烯-丙烯-二烯)、乙烯-丙烯橡胶、尼龙等。
下文的示例和描述中的一些参考由线型低密度聚乙烯形成的膜。如本文所使用的术语“线型低密度聚乙烯”(LLDPE)被定义成是指乙烯与少量含4至10个碳原子的烯烃的共聚物,具有从约0.910至约0.930的密度和从约0.5至约10的熔体指数(MI)。例如,本文中一些示例使用辛烯共聚单体,溶液相LLDPE(MI=1.1;ρ=0.920)。另外,其他示例使用气相LLDPE,它是用slip/AB(MI=1.0;ρ=0.920)配制的己烯气相LLDPE。再其他示例使用气相LLDPE,它是用slip/AB(MI=1.0;ρ=0.926)配制的己烯气相LLDPE。人们将认识到,本披露内容不局限于LLDPE并且可以包括“高密度聚乙烯”(HDPE)、“低密度聚乙烯”(LDPE)和“极低密度聚乙烯”(VLDPE)。实际上,由上述任何热塑性材料或其组合中的任何一种制成的膜都可以适合用于本披露内容。
本披露内容的一些实现方式可以包括任何柔性或柔韧的热塑性材料,这些材料可以被成形或拉伸成网片或膜。此外,热塑性材料可以包括单层或多层。热塑性材料可以是不透明、透明、半透明或带色彩的。此外,热塑性材料可以是气体可渗透的或不可渗透的。
如本文中所使用的,术语“柔性”是指能够尤其反复地挠曲或弯曲以使得它们响应于外部施加的力易弯并且可屈服的材料。因此,“柔性”在含义上与术语非柔性、刚性或不屈服性大致相反。因此,柔性的材料和结构可以在形状和结构上被改变以适应外部力并且符合其所接触的物体的形状而不失去其完整性。根据进一步的现有技术材料,提供了网片材料,这些网片材料在施加的应变方向上展现出“类弹性”行为而无需使用添加的传统弹性材料。如本文中所使用的,术语“类弹性”描述网片材料在经受施加的应力时的行为,这些网片材料在施加的应力的方向上延伸,并且当施加的应力被释放时,这些网片材料回到它们应变前条件的程度。
如本文中所使用的,关于给定的参数、性质或条件,术语“基本上”在本领域普通技术人员将理解的程度上是指在某一变化程度内(比如在可接受的制造公差内)满足该给定的参数、性质或条件。例如,取决于基本上满足的特定参数、性质或状态,该参数、性质或状态可以被至少满足70.0%、至少满足80.0%、至少满足90%、至少满足95.0%、至少满足99.0%或甚至是至少满足99.9%。
可以包括在一种或多种实现方式中的另外的添加剂包括滑爽剂、抗结块剂、空隙化剂或增粘剂。另外,本披露内容的一种或多种实现方式包括没有空隙化剂的膜。可以进一步提供气味控制的无机空隙化剂的一些示例包括但不限于以下各项:碳酸钙、碳酸镁、碳酸钡、硫酸钙、硫酸镁、硫酸钡、氧化钙、氧化镁、氧化钛、氧化锌、氢氧化铝、氢氧化镁、滑石、粘土、二氧化硅、氧化铝、云母、玻璃粉、淀粉、木炭、沸石、其任意组合等。还可以使用有机空隙化剂、在主要的聚合物基体中不相容的聚合物。例如,聚苯乙烯可以用作聚乙烯和聚丙烯膜中的空隙化剂。
本领域普通技术人员鉴于本披露内容将了解,制造商可以通过使用多种多样的技术来形成要用于本披露内容的膜或网片。例如,制造商可以形成热塑性材料与一种或多种添加剂的前体混合物。然后,制造商可以使用常规的扁平或浇铸挤出或共挤出从前体混合物形成(多个)膜以生产单层、双层或多层膜。替代性地,制造商可以使用比如吹制膜工艺等适合的工艺形成膜以生产单层、双层或多层膜。如果期望用于既定的最终用途,则制造商可以通过截留气泡、拉幅或其他适合工艺定向膜。另外,之后制造商可以任选地使这些膜退火。
膜制作工艺的任选部分是被称为“定向”的程序。聚合物的定向是指其分子组织,即分子相对于彼此的定向。同样地,定向工艺是对膜中的聚合安排施加方向性(定向)的工艺。定向工艺用以赋予膜以令人期望的特性,包括使得浇铸膜韧性更大(更高拉伸特性)。根据膜是通过以平膜形式浇铸或是通过以管膜形式吹制来制作,定向工艺可能需要不同程序。这与通过常规膜制作工艺(例如,流延和吹制)制作的膜所拥有的不同物理特性相关。一般地,吹制膜趋于具有更大的刚度和韧性。相比之下,浇铸膜通常具有更大膜清晰度以及厚度和平坦度的均匀性的优势,一般允许使用更宽范围的聚合物并且生产更高品质的膜。
当膜已经在单个方向上拉伸(单轴定向)时,所得的膜可以沿着拉伸的方向展现出强度和刚度,但可能在其他方向上(即,横跨拉伸)较弱,在被弯折或拉动时经常裂开。为了克服这一限制,可以使用双向或双轴定向以使膜的强度品质在两个方向上更均匀地分布。大多数双轴定向工艺使用首先在一个方向上并且然后在另一个方向上连续拉伸膜的设备。
在一种或多种实现方式中,本披露内容的膜是吹制膜或流延膜。吹制膜和流延膜两者都可以通过挤出而形成。所用挤出机可以是使用模具的常规挤出机,它将提供所期望的规格。在美国专利号4,814,135、4,857,600、5,076,988、5,153,382中描述了一些可用的挤出机;每个专利均通过援引以其全文并入本文。可以用来生产将被用于本披露内容的膜的各种挤出机的示例可以是用吹制膜模口、气环以及连续取下设备修改过的单螺杆类型。
在一种或多种实现方式中,制造商可以使用多个挤出机来供应不同的熔融流,一个进料块可以迫使这些熔融流进入一个多通道模口的不同通道中。多个挤出机可以允许制造商形成具有不同组成的层的膜。之后可以向这种多层膜提供三维图案以提供本披露内容的益处。
例如,在一种实现方式中,多层膜的热塑性膜层可以包括不同颜色。本文中实现方式中,当提供有包括具有不同图案密度或接合深度的凸肋状元件的三维图案时,多层膜层片的颜色增强了三维图案的效果。例如,多层膜层片的颜色通过在三维图案内的子图案之间产生更多的视觉对比来增强三维图案的效果。
在吹制膜过程中,模口可以是具有圆形开口的直立圆柱体。辊可以将熔融的热塑性材料向上拉动离开该模口。通气环可以在膜向上行进时冷却膜。出气口可以迫使压缩空气进入被挤出的圆形轮廓的中心,产生气泡。空气可以使被挤出的圆形截面膨胀模具直径的多倍。这一比率被称为“吹胀比”。当使用吹制膜工艺时,制造商可以使膜崩塌以使膜的积层数加倍。替代性地,制造商可以切割并且折叠膜,或切割膜并且保留膜未被折叠。
在任何情况下,在一种或多种实现方式中,挤出工艺可以使吹制膜的聚合物链定向。聚合物的“定向”是指其分子组织,即分子或聚合物链相对于彼此的定向。特别地,挤出工艺可以使吹制膜的聚合物链主要在机器方向上定向。聚合物链的定向可以导致在定向的方向上的强度增加。如本文中所使用的,主要在特定方向上取向是指聚合物链在该特定方向上比在另一个方向上更多地取向。然而,将会了解的是,主要在特定方向上定向的膜仍然可以包括在除特定方向以外的方向上定向的聚合物链。因此,在一种或多种实现方式中,初始或起始膜(根据本文中所描述的原理在被拉伸或结合或层压之前的膜)可以包括主要在机器方向上定向的吹制膜。
将管型贮料或气泡吹胀的过程可以进一步对吹制膜的聚合物链进行定向。特别地,吹胀工艺可以使吹制膜的聚合物链进行双轴定向。尽管是进行双轴定向的,但是在一种或多种实现方式中,吹制膜的聚合物链主要在机器方向上定向(即在机器方向上比横向方向更多地定向)。
本披露内容的一个或多个实现方式的膜可以具有以下范围的起始规格:在0.1密尔至约20密尔之间、适当地从约0.2密尔至约4密尔、适当地在约0.3密尔至约2密尔的范围内、适当地从约0.6密尔至约1.25密尔、适当地从约0.9密尔至约1.1密尔、适当地从约0.3密尔至约0.7密尔,以及适当地从约0.4密尔至约0.6密尔。另外,本披露内容的一种或多种实现方式的膜的起始规格可以不是均匀的。因此,本披露内容的一种或多种实现方式的膜的起始规格可以沿着膜的长度和/或宽度改变。
本文中描述的膜的一个或多个层可以包括任何柔性或柔韧材料,包括可以形成或拉成网片或膜的热塑性材料。如上所述,膜包括热塑性膜的多个层。每个单独的膜层自身可以包括单个层或多个层。换句话说,多层膜的单独层自身可以各自包括多个层压层。与通过成品多层膜中的故意的较弱不连续结合提供的结合相比,此类层可以显著地更紧密地结合在一起。紧密且相对较弱的层压两者可以通过以下方式完成:由机械压力将层接合在一起、用粘合剂将层接合在一起、利用热量和压力进行接合、刷涂、挤压涂布、超声波结合、静电结合、内聚结合及其组合。单独层的相邻子层可以是共挤出的。共挤出导致紧密结合,使得结合强度大于所得的层压物的抗扯强度(即,代替允许相邻各层通过层压结合的破裂而剥离开,膜将撕裂)。
具有三维图案的膜可以包括由一层、两层、三层或更多层的热塑性材料形成的单个膜。图1A-1C是可以形成三维图案的多层膜的局部截面图。此类膜然后可以用于形成比如热塑性袋等产品。在一些实现方式中,膜可以包括单层膜102a,如图1A所示,其包括单个层110。在其他实施例中,膜可以包括双层膜102b,如图1B所示,该双层膜包括第一层110和第二层112。第一层110和第二层112可以是共挤出的。在此类实现方式中,第一层110和第二层112可以任选地包括不同等级的热塑性材料和/或包括不同的添加剂,包括聚合物添加剂。在另外的其他实现方式中,膜可以是三层膜102c,如图1C所示,该三层膜包括第一层110、第二层112和第三层114。在另外的其他实现方式中,膜可以包括三个以上的层。三层膜102c可以包括A:B:C构型,其中所有三个层在规格、组合物、颜色、透明度或其他特性中的一个或多个方面变化。替代性地,三层膜102c可以包括A:A:B结构或A:B:A结构,其中两个层具有相同组合物、颜色、透明度或其他特性。在A:A:B结构或A:B:A结构中,A层可以包括相同规格或不同规格。例如,在A:A:B结构或A:B:A结构中,膜层可以包括20:20:60、40:40:20、15:70:15、33:34:33、20:60:20、40:20:40的层比或其他比率。
如上所述,本发明的一种或多种实现方式包括具有三维图案的热塑性膜;三维图案包括多个子图案。三维图案的多个子图案均可以包括独特的图案变形密度、形状和定位,以使三维外观形成三维图案。
在一种或多种实现方式中,三维图案的多个子图案均经由一种或多种类型的变形部来产生。如本文中所使用的,“变形部”是指热塑性膜的变化、扭曲、变薄或拉伸。例如,关于以下所述的SELF化,变形部可以是通过SELF化相互啮合辊形成的在Z方向上延伸的凸肋状元件。更进一步,关于环轧,变形部可以是由较薄的拉伸网片限定的厚肋。在另一示例中,关于以下所述的压纹,变形部可以是通过使由压纹辊形成的压纹图案相关联而产生的刻划构型。
可以以各种方式形成或制造构成热塑性膜的三维图案的变形部。例如,可以通过冷变形处理的方式形成三维图案。在一种或多种实现方式中,冷变形处理可以包括SELF化、环轧或压纹中的一种或多种,以下将更详细地描述每一种。
图2示出了用于产生具有复杂图案的可应变网络的一对SELF化相互啮合辊202、204(例如,第一SELF化相互啮合辊202和第二SELF化相互啮合辊204)。如图2所示,第一SELF化相互啮合辊202可以包括总体上在与旋转轴线210正交的方向上径向地向外延伸的多个脊206和凹槽208。因此,第一SELF化相互啮合辊202可以类似于横向方向(“TD”)相互啮合辊,比如在授予Broering等人的美国专利号9,186,862中描述的TD相互啮合辊,该专利的披露内容通过援引以其全文并入本文。第二SELF化相互啮合辊204也可以包括总体上在与旋转轴线215正交的方向上径向地向外延伸的多个脊212和凹槽214。如图2所示,在一些实施例中,第二SELF化相互啮合辊204的脊216可以包括限定多个间隔开的齿216的多个凹口217。
如通过图2所示,将膜(比如膜102c)通过SELF化相互啮合辊202、204可以产生具有通过类弹性结构工艺形成的一个或多个可应变网络的热塑性膜200,其中可应变网络具有呈棋盘图案的形式的图案220。如本文中所使用的,术语“可应变网络”是指能够在预定方向上延伸某一有用的程度以响应于施加且随后释放的伸长而向网片材料提供类弹性行为的一组互连且相关的区域。
图3示出了具有图案220的热塑性膜200的一部分。一起参考图2和图3,当膜(例如,多层膜102c)通过SELF化相互啮合辊202、204时,齿216可以将膜的一部分挤压出由膜限定的平面以致使该膜的一部分在Z方向上永久变形。例如,齿216可以在Z方向上间歇地拉伸膜102c的一部分。膜102c的在齿216的凹口区域217之间通过的部分将在Z方向上保持基本上未成形。作为上述的结果,具有图案220的热塑性膜200包括多个隔离的变形凸肋状元件304和至少一个未变形部分(或网片区域)302(例如,相对平坦的区域)。如本领域普通技术人员将理解,肋状元件304的长度和宽度取决于齿216的长度和宽度以及相互啮合辊202、204的接合速度和深度。肋状元件304和未变形的网片区域302形成可应变网络。
如图3所示,膜200的可应变网络可以包括第一较厚区域306、第二较厚区域308、以及将第一较厚区域306和第二较厚区域308连接的经拉伸的较薄过渡区域310。第一较厚区域306和经拉伸的较薄区域310可以形成可应变网络的凸肋状元件304。在一个或多个实施例中,第一较厚区域306是膜的在Z方向上具有最大位移的部分。在一个或多个实施例中,由于通过在垂直于热塑性膜的主表面的方向上推动肋状元件304(由此将区域310向上拉伸)来使膜在Z方向上移位,因此膜的总长度和宽度在膜经受本发明的一个或多个实施例的SELF化工艺时基本上不变。换句话说,膜102c(在经历SELF化工艺之前的膜)可以具有与从SELF化工艺得到的膜200基本上相同的宽度和长度。
如图3所示,肋状元件可以具有长轴和短轴(即,肋状元件是长形的,使得它们的长度大于它们的宽度)。如图2和图3所示,在一个或多个实施例中,肋状元件的长轴平行于机器方向(即,膜被挤出的方向)。在替代性实施例中,肋状元件的长轴平行于横向方向。在另外的其他实施例中,肋状元件的长轴相对于机器方向定向成1度与89度之间的角度。例如,在一个或多个实施例中,肋状元件的长轴与机器方向成45度的角度。在一个或多个实施例中,长轴是线性的(即,呈直线),在替代性实施例中,长轴是弯曲的或以其他方式具有非线性形状。
肋状元件304可以在“分子水平变形”之前经历基本上“几何变形”。如本文中所使用的,术语“分子水平变形”是指在分子水平上发生的并且正常肉眼不可辨别的变形。也就是说,即使人们能够辨别分子水平变形的效果(例如,膜的伸长或撕裂),但是人们不能辨别允许或致使其发生的变形。这与术语“几何变形”形成对比,“几何变形”是指当经SELF化膜或体现这种膜的制品经受施加负载或力时正常肉眼一般可辨别的变形。几何变形的类型包括但不限于弯曲、展开和旋转。
因此,在施加力后,肋状元件304可以在经历分子水平变形之前经历几何变形。例如,垂直于肋状元件304的长轴向膜200施加的应变可以在肋状元件304的任何分子水平变形之前将肋状元件304拉回到具有网片区域302的平面中。几何变形可以对所施加的应变产生比分子水平变形展现出的显著更小的抵抗力。
如上所述,肋状元件304和网片区域302可以设定大小和位置以便产生图案。图案可以提供本文中所讨论的益处中的一个或多个。例如,图案可以使膜具有三维外观。三维效果可以使膜显得更厚。
如通过图2和图3所示,成组的凸肋状元件304可以被布置成不同的布置以形成图案。例如,多个第一凸肋状元件304a可以被布置成第一图案314,并且多个第二凸肋状元件304b可以被布置成第二图案312。凸肋状元件304a、304b的第一图案314和第二图案312可以在整个热塑性膜200上重复。如通过图2所示,凸肋状元件304a、304b的第一图案314和第二图案312可以形成棋盘图案220。
在一种或多种实现方式中,第一图案314与第二图案312在视觉上是不同的。如本文中所使用的,术语“在视觉上不同”是指网片材料的在网片材料或体现网片材料的物体经受正常使用时正常肉眼容易可辨别的特征。如下所述,突起(例如,凸肋状元件)的在视觉上不同的图案可以为膜提供三维效果或外观。
在一种或多种实现方式中,具有三维效果的膜可以包括两个或更多个不同的热塑性膜(即,单独挤出的两个膜)。不同的热塑性膜可以非连续性地彼此结合。例如,在一个或多个实施例中,两个膜层可以一起通过一对SELF化辊,以产生具有图案220的多层轻微结合的层压膜200a,如图4所示。多层轻微结合的层压膜200a可以包括第一热塑性膜402,所述第一热塑性膜部分非连续地结合到第二热塑性膜404。在一个或多个实施例中,第一热塑性膜402与第二热塑性膜404之间的结合部与第一较厚区域306对准,并且通过SELF化辊的压力使凸肋状元件304a、304b移位来形成。因此,结合部可以平行于凸肋状元件304a、304b,并且定位在第一热塑性膜402和第二热塑性膜404的凸肋状元件304a、304b之间。
在一个或多个实施例中,第一膜402和第二膜404可以经由如美国专利号8,603,609中共同描述的结合膜的方法中的一种或多种而非连续地结合在一起,该专利的披露内容通过援引以其全文并入本文。特别地,第一膜402和第二膜404可以经由MD辊轧、TD辊轧、DD环轧、SELF化、压力结合、电晕层压、粘合剂或其组合中的一者或多者进行结合。在一些实现方式中,第一膜402和第二膜404可以进行结合,使得结合区域具有低于第一膜402和第二膜404中的最弱膜的强度的结合强度。换句话说,可能会在第一膜402或第二膜404失效之前使结合区域失效(例如,裂开)。因此,使第一膜402和第二膜404不连续地结合还可以增大或以其他方式修改以下各项中的一项或多项:膜的抗拉强度、抗扯强度、抗冲击性或弹性。此外,第一膜402与第二膜404之间的结合区域可以提供附加强度。这种结合区域可以被破坏以吸收力,而不是这种力导致膜撕裂。
此外,美国专利号8,603,609中描述的任一压力技术(即,结合技术)可以与其他技术相结合,以便在维持结合强度低于多层层压膜的最弱层的强度的同时进一步增大结合区域的强度。例如,可以采用热量、压力、超声波结合、电晕处理、或用粘合剂涂布(例如,打印)。用电晕放电进行处理可以通过增大膜表面的粘着性以便提供更强的层压结合来增强上述方法中的任一种,但该层压结合仍比单独层的抗扯强度更弱。
将第一膜402和第二膜404不连续地结合在一起产生第一膜402与第二膜404之间的未结合区域和结合区域。例如,将第一膜402和第二膜404不连续地结合在一起可以产生未结合区域和结合区域,如美国专利号9,637,278中所描述的,该专利的披露内容通过援引以其全文并入本文。
如上所述,除了SELF化之外,还可以通过环轧形成变形部图案。图5A-5B示出了根据本披露内容的另一实施例的通过机器方向(MD)环轧形成变形部的附加工艺。特别地,图5A-5B展示了MD环轧工艺,该MD环轧工艺通过使膜500通过一对MD相互啮合的辊502、504(例如,第一辊502和第二辊504)而在机器方向(MD)或者换句话说在膜被挤出的方向上间歇地拉伸膜500。增量式拉伸导致由较薄的拉伸网片分隔的呈肋形式的变形部。例如,该工艺可以包括间歇拉伸膜的任何轧制工艺,如Borchardt的美国专利申请号13/289,829中所描述的,该专利的披露内容通过援引整体并入本文。
如通过图5A-5B所示,第一辊502和第二辊504中的每一个都可以具有大致圆柱形的形状。在一些实施例中,MD相互啮合辊502、504可以包括铸造和/或机械加工金属,比如钢、铝或任何其他合适的材料。在操作中,MD相互啮合辊502、504可以围绕平行的旋转轴线在相反方向上旋转。例如,如图5A中所示,第一辊502可以围绕第一旋转轴线506沿逆时针方向508旋转。图5A还展示了第二辊504可以围绕第二旋转轴线510沿顺时针方向512旋转。旋转轴线506、510可以平行于横向(TD)方向并且垂直于机器方向MD。
相互啮合辊502、504可以非常类似于小节距正齿轮。特别地,MD相互啮合辊502、504可以包括从相互啮合辊502、504的旋转轴线506、510径向地向外延伸的多个突出脊514、516。脊514、516可以由相邻脊514、516之间的凹槽518、520限定。例如,凹槽518、520可以使相邻的脊514、516分开。脊514、516可以沿着MD相互啮合辊502、504在大致平行于旋转轴线506、510并且垂直于通过MD相互啮合辊502、504的膜500的机器方向的方向上延伸。脊514、516可以包括端头,并且脊514、516的端头可以具有各种不同的形状和构造。例如,脊514、516的端头可以具有如图5B所示的倒圆形状。在替代性实现方式中,脊514、516的端头可以具有锐角的拐角。
第一辊502上的脊514可以相对于第二辊504上的脊516偏移或交错。因此,当MD相互啮合辊502、504相互啮合时,第一辊502的凹槽518可以接纳第二辊504的脊516。同样地,第二辊504的凹槽520可以接纳第一辊502的脊514。
鉴于本文的披露内容,将会了解的是,脊514、516和凹槽518、520的构造可以防止脊514、516在相互啮合期间接触,使得在操作期间不传递旋转扭矩。另外,当膜通过MD相互啮合辊502、504时,脊514、516和凹槽518、520的构造会影响间歇拉伸的量。
具体地参考图5B,更详细地示出了脊514、516和凹槽518、520的多个不同的特征。脊514、516的间距和接合深度可以至少部分地决定由MD相互啮合辊502、504引起的增量式拉伸的量。如通过图5B所示,间距522是同一个辊上的两个相邻的脊的端头之间的距离。“接合深度”(“DOE”)524是在相互啮合过程中不同MD相互啮合辊502、504的脊514、516之间的重叠量。根据一个实施例,由任何环轧操作提供的DOE与间距的比率小于约1.1:1,合适地小于约1.0:1,合适地在约0.5:1与约1.0:1之间,或者合适地在约0.8:1与约0.9:1之间。
如通过图5A所示,膜500通过MD相互啮合辊502、504的行进方向平行于机器方向并且垂直于横向方向。当膜500穿过MD相互啮合辊502、504之间时,脊514、516可以在机器方向上间歇地拉伸膜500。在一种或多种实现方式中,沿机器方向拉伸膜500可以减小膜的尺度(gauge)并增加膜500的长度。在其他实现方式中,膜500可以在拉伸后回弹,使得膜500的尺度不减小。此外,在一种或多种实现方式中,沿机器方向拉伸膜500可以减小膜500的宽度。例如,当膜500在机器方向上伸长时,膜的长度可以在横向方向上减小。
特别地,当膜500在MD相互啮合辊502、504之间行进时,第一辊502的脊514可以将膜500推入第二辊504的凹槽520中,反之亦然。通过脊514、516拉动膜500可以拉伸膜500。MD相互啮合辊502、504可能不会沿膜的长度均匀地拉伸膜500。具体地,MD相互啮合辊502、504可以拉伸膜500的在脊514、516之间的部分,比膜500的与脊514、516接触的部分更多。因此,MD相互啮合辊502、504可以在膜500中赋予或形成大致条纹图案526。如本文中使用的,术语“赋予”和“形成”是指在拉伸膜后在该膜中产生一种所期望的结构或几何形状,使得当该膜不再经受任何应变或外部施加的力时将至少部分地保留所期望的结构或几何形状。
如图5A中所示,一经拉伸,拉伸的多层膜可以包括条纹图案526。条纹图案526可以包括交替的一系列变形部。特别地,条纹图案526可以包括与较厚(或较少拉伸)区域或肋530相邻的拉伸(或较大拉伸)区域或较薄的网片528。
虽然图5A-5B展示了MD相互啮合辊和MD增量式拉伸的膜,但是其他实施例可以包括TD相互啮合辊或螺旋相互啮合辊,以产生TD增量式拉伸或螺旋增量式拉伸的膜以及相关联的变形部。螺旋相互啮合辊可以具有相对于螺旋相互啮合辊的旋转轴线在1度与89度之间定向的齿。更进一步的实施例包括MD和TD增量式拉伸的膜。
如上所述,除了SELF化和环轧之外,可以通过压纹形成变形部图案。图6展示了一对压纹辊602、604,用于在膜材料中形成产生三维效果的变形部图案。具体地,这对压纹辊602、604可以包括第一压纹辊602和第二压纹辊604。第一压纹辊602和第二压纹辊604中的每一个都可以是圆柱形的,并且可以具有彼此平行的纵向轴线。第一压纹辊602和第二压纹辊604可以在它们之间限定通道606,膜材料可以通过该通道被压纹。
在一些实施例中,如图6中所示,第一压纹辊602上可以形成压纹图案608,并且第二压纹辊604上可以具有(例如,刻划在其中的)产生关联的(例如,匹配的)接纳压纹图案610。第一压纹辊602的压纹图案608的高度可以在约10.0密耳与约40.0密耳之间,并且第二压纹辊604的接纳压纹图案610的深度可以在约10.0密耳与约40.0密耳之间。虽然图6展示了压纹图案608和接纳压纹图案610包括多个随机多边形突起以及多个匹配的随机多边形凹部,但是压纹图案可以被配置为多种不同的形状,以便形成产生三维效果的变形部的(多个)图案。换句话说,为了便于解释,图6中所示的压纹图案是非限制性示例。
在一些实施例中,第一压纹辊602和第二压纹辊604中的一个可以由相对较硬的材料(例如,钢、硬质橡胶或其他合适的硬材料)形成,而另一个可以由较软的材料(例如,橡胶或其他合适的较软材料)形成。换句话说,第一压纹辊602和第二压纹辊604可以包括钢-橡胶压纹机。在替代性实施例中,第一压纹辊602和第二压纹辊604两者可以由相对较硬的材料(例如,钢)形成。换句话说,第一压纹辊602和第二压纹辊604可以包括钢-钢压纹机。不管第一压纹辊602和第二压纹辊604是包括钢-橡胶压纹机或是钢-钢压纹机,在一些实施例中,第一压纹辊602和第二压纹辊604中的一个或多个可以包括电加热钢辊(例如,加热器件)。在替代性实施例中,第一压纹辊602和第二压纹辊604都不被加热。
无论是通过SELF化、环轧、压纹、或是其组合所产生的,变形部都可以形成三维图案。例如,图7是具有三维图案708a的热塑性膜700的俯视图。在图7中所展示的实现方式中,三维图案708a包括子图案,这些子图案被定位成以便在热塑性膜700的表面产生高度的错觉。如以上所讨论的,由三维图案708a产生的高度的错觉使得热塑性膜700显得更厚。
如图7中所示,三维图案708a在热塑性膜700中以重复单元(例如,重复单元702a、702b、702c、702d和702e)重复。在所展示的实现方式中,热塑性膜700包括相同三维图案708a的重复单元(例如,重复单元702a-702e)。在另外的或替代性实现方式中,热塑性膜700可以包括重复单元,这些重复单元包括不同三维图案的组合,或者三维图案与非三维图案的组合,或者三维图案与非图案化部分的组合。
为了便于说明,图7还包括三维图案708a的重复单元702e的放大视图。如重复单元702e的放大图中所示,三维图案708a包括变形部的四个子图案。例如,变形部的第一图案706a在指示器线704a与指示器线704b之间。变形部的第二图案706b在指示器线704b与指示器线704c之间。变形部的第三图案706c在指示器线704c与指示器线704d之间。并且第四图案706d在指示器线704d内。在一种或多种实现方式中,为了便于描述,指示器线704a-704d被包括在内并且不是三维图案708a的一部分。
在图7中所示的示例中,三维图案708a由四个同心子图案组成。另外,每个子图案(例如,图案706a-706c)由同心四方形组构成,其中每个子图案包括具有可变间隔的嵌套四方形,其中每个子图案的特征在于每个嵌套四方形之间的唯一间隔距离。而最内部的子图案(例如,图案706d)包括单个四方形。这样,图案706a-706d中的每一个都彼此同心。如本文中所使用的,“同心”是指图案完全围绕另一图案或在另一图案内。
此外,如图7中所示,图案706a-706d中的每一个的嵌套四方形的数量是唯一的。例如,图案706a中的嵌套四方形的数量大于图案706b中的嵌套四方形的数量,而图案706b中的嵌套四方形的数量大于图案706c中的嵌套四方形的数量,并且图案706c中的嵌套四方形的数量大于图案706d中的单个四方形。
因此,呈第一图案706a的多个变形部包括彼此相距第一距离的第一数量的嵌套四方形。呈第二图案706b的多个变形部包括彼此相距第二距离的第二数量的嵌套四方形。呈第三图案706c的多个变形部包括彼此相距第三距离的第三数量的嵌套四方形。如图所示,第一距离、第二距离和第三距离可以彼此不同。
虽然图7包括被布置为四方形的变形部图案,但是本发明并不限于此。在替代性实施例中,变形部图案可以被布置成多边形、抛物线、圆形或非对称的复杂几何形状。
如以上所讨论的,图案706a-706d内的变形部可以通过多种不同的冷变形工艺产生。例如,如果热塑性膜700通过SELF化产生,则图案706a-706d内的变形部将是从热塑性膜700沿Z方向延伸的肋状元件。替代性地,如果热塑性膜700通过压纹产生,比如参考图6所描述的,则具有图案706a-706d的变形部将是被压入热塑性膜700的表面的构型。
图8A是具有三维图案708b的另一种热塑性膜800的俯视图。在图8A所展示的实现方式中,三维图案708b包括子图案,这些子图案被定位成表现为由公共光点源照射的单个物体。如以上所讨论的,由公共光点源照射的单个物体的错觉使得热塑性膜800显得更厚。
如图8A中所示,三维图案708b以重复单元(例如,重复单元702f、702g和702h)在热塑性膜800中重复。在所展示的实现方式中,热塑性膜800包括相同三维图案708b的重复单元(例如,重复单元702f-702h)。在另外的或替代性实现方式中,如上面的图7,热塑性膜800可以包括重复单元,这些重复单元包括不同三维图案的组合,或者三维图案和非三维图案的组合,或者三维图案和非图案化部分的组合。
为了便于说明,图8A还包括放大视图,该放大视图包括三维图案708b的重复单元702h和其他重复单元。如放大视图所示,三维图案708b包括三种变形部图案。例如,第一变形部图案706e、第二变形部图案706f和第三变形部图案706g围绕中心点802彼此相邻。
如图8A中进一步所示,变形部的第一图案706e、变形部的第二图案706f和变形部的第三图案706g中的每一个包括唯一的图案变形密度。如本文中所使用的,“图案变形密度”是指既定图案内变形部的密度、长度、形状和定位。例如,变形部的第一图案706e的图案变形密度包括不同长度的线条图案变形部。变形部的第二图案706f的图案变形密度包括交错的均匀长度的线形图案变形部。变形部的第三图案706g的图案变形密度包括均匀间隔的均匀长度的线形图案变形部。在另外的或替代性实现方式中,变形部图案可以包括与所示的图案变形密度不同的图案变形密度。
另外,在三维图案708b内,变形部的第一图案706e、变形部的第二图案706f、和变形部的第三图案706g中的每一个是相同的形状。例如,如图8A中所示,第一图案706e、第二图案706f和第三图案706g中的每一个是菱形的。在另外的或替代实现方式中,三维图案708a的图案和/或三维图案708b的图案可以具有相同的形状或者可以具有不同的形状。
此外,尽管三维图案708a的重复单元(例如,重复单元702a、702b、702c、702d和702e)是四方形的,并且三维图案708b的重复单元(例如,重复单元702f、702g和702h)是菱形的,但是替代性的或另外的三维图案的重复单元可以具有任何形状。例如,替代性的或另外的三维图案的重复单元可以被成形为多边形、抛物线、圆形或任何其他非对称的复杂几何形状。
另外,如以上所讨论的,图案706e-706g内的变形部可以通过各种冷变形工艺产生。例如,如果热塑性膜800通过SELF化产生,如参考图2和图5A所描述的,则图案706e-706g内的变形部将是从热塑性膜800沿Z方向延伸的肋状元件。替代性地,如果热塑性膜800通过压纹产生,比如参考图6所描述的,则具有图案706e-706g的变形部将是被压入热塑性膜800的表面的构型。
替代性实现方式可以包括通过其他手段形成的三维图案。例如,在一个替代性实现方式中,通过改变图案内肋状元件的高度,而不是通过改变图案元件密度来形成三维图案,如参考图7和图8所描述的。例如,在包括变化的肋状元件高度的三维图案中,三维图案的第一图案可以包括第一高度,而三维图案的第二图案包括第二高度,以及三维图案的第三图案包括第三高度。第一图案、第二图案和第三图案的元素可以包括相同的图案元素密度,但是它们变化的接合深度产生三维效果。当与具有不同颜色膜层的多层热塑性膜结合使用时,三维图案的图案内的变化深度产生了更引人注目的效果。
图8B是另一三维图案708c的另一实现方式的俯视图。如图8B中所示,虽然先前展示的三维图案708b包括三个图案706e-706g,但是三维图案708c包括图案706e和图案706g。三维图案708c的剩余部分包括不包括图案元素的图案区域710。在至少一个实施例中,图案区域710用作完成三维图案708c的三维效果的第三种类型的图案。如图8B中进一步所示,图案区域710不改变重复单元702f-702h的形状或尺寸。
如上所述,本披露内容的一种或多种实现方式包括由或利用具有三维图案的这种热塑性膜制成的产品。例如,此类产品包括但不限于杂货袋、垃圾袋、包装袋以及包装材料、女性卫生产品、婴儿尿布、成人失禁用品、或其他产品。余下的图描述包括三维图案的多种不同的袋及其制作方法。例如,图9是根据本披露内容的实现方式的具有三维图案708a的热塑性袋900的立体图。具有三维图案的热塑性袋900包括第一侧壁902和第二侧壁904。第一侧壁902和第二侧壁904中的每一个包括第一侧边缘906、第二相反侧边缘908、在第一侧边缘906与第二侧边缘908之间延伸的底边缘910、以及在第一侧边缘906与第二侧边缘908之间延伸的与底边缘910相反的顶边缘911。在一些实现方式中,第一侧壁902和第二侧壁904沿着第一侧边缘906、第二相反侧边缘908和底边缘910被接合在一起。第一侧壁902和第二侧壁904可以通过任何合适的工艺(比如像热密封)沿着第一侧边缘906和第二侧边缘908以及底边缘910被接合。在替代性实现方式中,第一侧壁902和第二侧壁904可以不沿着侧边缘被接合。而是,第一侧壁902和第二侧壁904可以是单一整体件。换句话说,第一侧壁902和第二侧壁904可以形成套筒或气球结构。
在一些实现方式中,底边缘910或者侧边缘906、908中的一个或多个可以包括折叠部。换句话说,第一侧壁902和第二侧壁904可以包括单个整件材料。第一侧壁902和第二侧壁904的顶边缘911可以限定通向具有三维图案的热塑性袋900的内部的开口912。换句话说,开口912可以与具有三维图案的热塑性袋900的底边缘910相反地定向。此外,当放置在垃圾贮器中时,第一侧壁902和第二侧壁904的顶边缘911可以折叠在贮器的边缘上。
在一些实现方式中,具有三维图案的热塑性袋900可以任选地包括与顶边缘911相邻定位的封闭机构914,以用于密封具有三维图案的热塑性袋900的顶部,以便形成至少基本上完全封闭的容器或器皿。如图9中所示,在一些实现方式中,封闭机构914包括拉带916、第一褶边和第二褶边918、920。特别地,第一侧壁902的第一顶边缘911可以折回到内部体积中,并且可以附接到第一侧壁902的内表面以形成第一褶边918。同样地,第二侧壁904的第二顶边缘911折回到内部体积中,并且可以附接到第二侧壁904的内表面以形成第二褶边920。拉带916沿着第一顶边缘和第二顶边缘911延伸穿过第一褶边和第二褶边918、920。第一褶边918包括延伸穿过第一褶边918并暴露拉带916的一部分的第一孔口922(例如,凹口)。同样地,第二褶边920包括延伸穿过第二褶边920并暴露拉带916的另一部分的第二孔口924。在使用期间,将拉带916拉动通过第一孔口和第二孔口922、924将使第一顶边缘和第二顶边缘911收缩。结果,将拉带916拉动通过第一孔口和第二孔口922、924将使具有三维图案的热塑性袋的开口912至少部分地闭合或大小减小。拉带封闭机构914可以与本文描述的增强型热塑性袋的任一实现方式一起使用。
尽管具有三维图案的热塑性袋900在本文中被描述为包括拉带封闭机构914,但本领域普通技术人员将容易认识到,其他封闭机构914可以实现到具有三维图案的热塑性袋900中。例如,在一些实现方式中,封闭机构914可以包括以下各项中的一项或多项:封盖、胶带、打褶和折叠封闭物、互锁封闭物、滑块封闭物、拉链封闭物、或用于封闭袋的本领域技术人员已知的任何其他封闭结构。
尽管上文示出和描述的热塑性袋900包括在袋的整个侧壁中形成的单一三维图案,但是根据本文的披露内容,将会了解的是本发明不限于此。在替代性实施例中,热塑性袋可以在区或区域中包括三维图案,以便为热塑性袋的不同区域提供定制的特性。
例如,图10展示了另一种热塑性袋1000,其具有的侧壁包括多个区。如图10中所示,热塑性袋1000包括顶部区1002、底部区1004和中间区1006。如图10中进一步所示,顶部区1002和底部区1004没有任何图案(例如,三维或其他),而中间区域1006包括形成在其中的三维图案708b。热塑性袋1000可以包括与以上参考图9描述的热塑性袋900相同的结构,但是具有不同的三维图案。
在另一实施例中,热塑性袋可以在区或区域中包括多个三维图案,以便为热塑性袋的不同区域提供定制特性。例如,图11展示了包括顶部区1002、底部区1004、第一中间区1006和第二中间区1008的热塑性袋1100。如同图10中所展示的热塑性袋1000,热塑性袋1100的顶部区1002和底部区1004没有任何图案。第一中间区1006包括形成在其中的三维图案708b,而第二中间区1008包括形成在其中的三维图案708a。热塑性袋1100可以包括与以上参考图9描述的热塑性袋900和/或以上参考图10描述的热塑性袋1000相同的结构,但是具有不同的三维图案。
为了产生如所述的具有三维图案的袋,可以通过比如图12所展示的高速制造环境来处理热塑性材料的连续网片。在所展示的过程1200中,生产可以通过从卷轴1204上展开热塑性片材的第一连续网片或膜1280并沿着机器方向1206推进网片来开始。展开的网片1280可以具有可以垂直于机器方向1206的宽度1208,如在第一边缘1210与相反的第二边缘1212之间测量的。展开的网片1280可以具有在第一表面1216与第二表面1218之间测量的初始平均厚度1260。在其他制造环境中,网片1280可以被设为呈其他形式或甚至直接由热塑性成形工艺挤出。为了提供成品袋的第一侧壁和第二侧壁,网片1280可以围绕机器方向1206通过折叠操作1220折叠成第一半部1222和相对的第二半部1224。当这样折叠时,第一边缘1210可以与网片的第二边缘1212相邻地移动。因此,在折叠操作1220之后在机器方向1206上前进的网片1280的宽度可以是可以为初始宽度1208的一半的宽度1228。如可以了解的,展开的网片1280的中间宽度部分可以变成折叠网片的外边缘。在任何情况下,褶边可以沿着相邻的第一边缘1210和第二边缘1212形成,并且拉带1232可以在褶边和拉带操作1230期间插入。
为了形成图案1268,处理设备可以包括环轧、SELF化、或压纹相互啮合辊1242、1243,比如本文中上述的。参考图12,折叠的网片1280可以沿着机器方向1206在相互啮合辊1242、1243之间推进,这些相互啮合辊可以设置成在相反的旋转方向上旋转以赋予最终的图案1268。为了促进网片1280的图案化,第一辊1242和第二辊1243可以通过例如液压致动器而抵靠彼此推动或引导。将辊按压在一起的压力可以在30PSI(2.04atm)至100PSI(6.8atm)的第一范围内,在60PSI(4.08atm)至90PSI(6.12atm)的第二范围内,以及在75PSI(5.10atm)至85PSI(5.78atm)的第三范围内。在一种或多种实现方式中,压力可以是约80PSI(5.44atm)。
在所展示的实现方式中,图案1268相互啮合辊1242、1243可以被布置成使得它们与折叠的网片1280的宽度1208共同延伸或比该宽度更宽。在一种或多种实现方式中,图案1268相互啮合辊1242、1243可以从折叠的边缘1226附近延伸到相邻的边缘1210、1212。为了避免将图案1268赋予到网片的包括拉带1232的部分上,辊1242、1243的相对应的端部1249可以是平滑的并且没有脊和凹槽。因此,相邻的边缘1210、1212以及网片的在辊1242、1243的平滑端部1249之间通过的那些边缘附近的相对应的部分可以不被赋予图案1268。虽然图12展示了单对相互啮合辊,但是一个或多个实施例可以包括多对相互啮合辊,以便能够产生期望数量的变形部图案。
处理设备可以包括压紧辊1262、1264以适应网片1280的宽度1258。为了生产成品袋,处理设备可以进一步将折叠的网片处理为具有图案。例如,为了形成成品袋的平行侧边缘,网片可以前进通过密封操作1270,其中可以在折叠的边缘1226与相邻的边缘1210、1212之间形成热密封部1272。热密封部可以将折叠的网片的相邻的半部1222、1224融合在一起。热密封部1272可以沿着折叠的网片间隔开,并且与折叠的外边缘1226结合而可以限定单独的袋。热密封部可以用加热装置(比如,加热的刀)形成。穿孔操作1281可以利用穿孔装置(比如穿孔刀)对热密封部1272进行穿孔1282,使得单独的袋1290可以与网片分离。在一种或多种实现方式中,网片可以折叠一次或多次,然后折叠的网片可以被引导通过穿孔操作。体现了袋1284的网片1280可以卷绕到卷轴1286中以便进行包装和分配。例如,可以将卷轴1286放置在用于卖给客户的盒或袋中。
在工艺的一种或多种实现方式中,切割操作1288可以代替穿孔操作1280。在卷绕到卷轴1294上以便进行包装和分配之前,将网片引导通过切割操作1288,该切割操作在位置1290处将网片切割成单独的袋1292。例如,可以将卷轴1294放置在用于卖给客户的盒或袋中。袋在卷绕到卷轴1294中之前可以交错。在一种或多种实现方式中,网片可以折叠一次或多次,然后将折叠的网片切割成单独的袋。在一种或多种实现方式中,可以将袋1292定位在盒或袋中,而不是在卷轴1294上。
图13展示了修改后的高速制造1200a,该修改后的高速制造涉及从卷轴1202上展开热塑性片材的第二连续网片或膜1282并沿着机器方向1206推进网片。第二膜1282可以包括与第一膜1280相似或相同的热塑性材料、宽度和/或厚度。在替代性的一种或多种实现方式中,第二膜1282的热塑性材料、宽度和/或厚度中的一者或多者可以与第一膜1280的不同。膜1280、1282可以在折叠操作1220期间折叠在一起,使得它们一起通过相互啮合辊1242、1243,以形成图案和所得的多层袋。
在不脱离本披露内容的精神或基本特征的情况下,可以以其他具体形式体现本披露内容。例如,所展示和描述的实现方式涉及非连续性(即,非连续或部分非连续层压)以提供弱结合部。在替代实现方式中,层压可以是连续的。例如,多膜层可以被共挤出,这样使得在膜未能提供类似于以上描述那些的益处之前,这些层具有提供用于分层的结合强度。因此,所描述的实现方式应视为在所有方面均仅为说明性而非限制性的。因此,本披露内容的范围是由所附权利要求书而不是由以上描述来指明。属于权利要求的等效性的含义和范围内的全部变化应当包含在其范围内。
- 具有三维图案的膜和袋
- 具有复杂拉伸图案的热塑性膜和袋及其制作方法