一种玻璃纱玻纤布及其制备工艺
文献发布时间:2023-06-19 12:22:51
技术领域
本发明涉及覆铜板技术领域,更具体地说,本发明涉及一种玻璃纱玻纤布及其制备工艺。
背景技术
覆铜箔层压板(Copper Clad Laminate,CCL)是将电子玻纤布或其它增强材料浸以树脂,一面或双面覆以铜箔并经热压而制成的一种板状材料,简称为覆铜板。覆铜板对印制电路板主要起互连导通、绝缘和支撑的作用,对电路中信号的传输速度、能量损失和特性阻抗等有很大的影响,因此,印制电路板的性能、品质、制造中的加工性、制造水平、制造成本以及长期的可靠性及稳定性在很大程度上取决于覆铜板。玻纤布根据含碱量高低分为高碱布、中碱布、无碱布。含碱量越低抗折抗拉力越好,这几种布可以按导电能力区分,高碱布是导体,可以当电线用。信号传送用光纤就是玻璃纤维传输,属于高碱布。电子布是指用于电子工业的电子级玻璃纤维布的总称。它是电子级玻璃纤维布中的高档产品,主要用于覆铜板的制造。无碱玻璃纤维纱中的巨石玻纤喷射用合股无捻粗纱主要适用于增强UP、VE、PU,具有良好的分散性和低静电,树脂浸透性好,成本低。
当前覆铜板市场竞争激烈,经营利润越来越低,成本压力越来越大,开发新的原材料供应商以降低生产成本势在必行。
发明内容
为了克服现有技术的上述缺陷,本发明的实施例提供一种玻璃纱玻纤布及其制备工艺。
为实现上述目的,本发明提供如下技术方案:一种玻璃纱玻纤布,包括胶液和巨石纱玻璃布,所述胶液与所述巨石纱玻璃布,所述胶液按照重量百分比计算包括:15.24~15.30%的固化剂、0.0470~0.0478%的固化促进剂、3.36~3.44%的无机填料,其余为低溴黄胶;
进一步的,所述固化剂为双氰胺溶液,所述固化促进剂为2-甲基咪唑、4-二甲氨基吡啶、2-乙基4-甲基咪唑或2-苯基咪唑中的一种,优选的固化促进剂为2-甲基咪唑,所述低溴黄胶是通过低溴环氧树脂和3%的四官能环氧树脂复配而成,所述无机填料为复合型硅微粉。
进一步的,所述胶液按照重量百分比计算包括:15.24%的固化剂、0.0470%的固化促进剂、3.36%的无机填料、81.34%低溴黄胶。
进一步的,所述胶液按照重量百分比计算包括:15.30%的固化剂、0.0478%的固化促进剂、3.44%的无机填料、81.20%低溴黄胶。
进一步的,所述胶液按照重量百分比计算包括:15.27%的固化剂、0.0474%的固化促进剂、3.40%的无机填料、81.27%低溴黄胶。
进一步的,所述低溴黄胶的固体量为80%,所述双氰胺溶液的固体量为10.7%,所述2-甲基咪唑和所述复合型硅微粉的固体量均为100%
本发明还提供一种玻璃纱玻纤布的制备工艺,具体制备步骤如下:
步骤一:按照上述重量百分比,称取固化剂、固化促进剂、无机填料和低溴黄胶;
步骤二:将步骤一中的固化剂与固化促进剂进行机械搅拌混合均匀,得到预混合料A,将步骤一中的无机填料与低溴黄胶进行机械搅拌混合均匀,得到预混合料B,然后将混合均匀后的预混合料A和预混合料B一同加入到乳化釜中,在乳化釜中进行乳化和高速剪切处理,得到混合胶液;
步骤三:将巨石纱玻璃布在步骤二中制得的混合胶液中浸渍,对浸渍之后的电子玻纤布进行烘烤处理,制得玻璃纱玻纤布半固化片。
进一步的,在步骤二之前,先使用真空等离子清洗机对无机填料进行表面改性处理。
进一步的,在步骤二中,固化剂与固化促进剂搅拌处理的转速为1500~1800r/min,搅拌处理时间20~30min,低溴黄胶与无机填料处理过程的转速为2500~2900r/min,搅拌处理时间50~60min,所述乳化釜高速剪切采用管道高速剪切技术,所述高速剪切的速率为4100~4300r/min,高速剪切的时间为1~2h。
进一步的,在步骤三电子玻纤布在混合胶液中浸渍的过程中,进行超声波振荡处理,超声波振荡频率为1.5MHz,步骤二中高速剪切均匀得到的胶液经过熟化处理,熟化处理为在常温下以1300~1500r/min搅拌3~5h。
本发明的技术效果和优点:
1、采用本发明的原料配方所制备出的玻璃纱玻纤布,低溴黄胶通过低溴环氧树脂和3%的四官能环氧树脂复配而成,无机填料为复合型硅微粉,通过不同玻璃布纱的玻璃布压合板材对比,可知巨石纱材料制成的玻璃纱玻纤布性能对比无明显差异,采用巨石纱玻璃布的半固化片外观满足检验标准要求,且采用巨石纱玻璃布的板材性能满足IPC-4101C/21性能要求,可满足覆铜板板材的生产要求,且生产工艺成熟,可大批量生产,从而有效降低覆铜板的生产成本。
附图说明
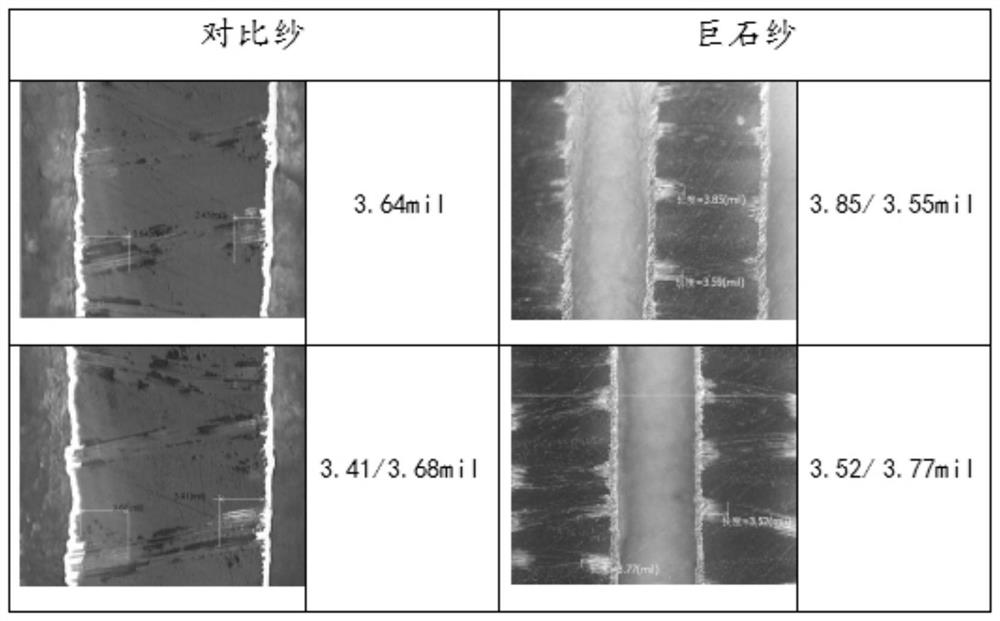
图1为本发明中对比纱与巨石纱的灯芯对比图。
具体实施方式
下面将结合附图与本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例1:
本发明提供了一种玻璃纱玻纤布,包括胶液和巨石纱玻璃布,所述胶液按照重量百分比计算包括:15.24%的固化剂、0.0470%的固化促进剂、3.36%的无机填料、81.34%低溴黄胶;
所述固化剂为双氰胺溶液,所述固化促进剂为2-甲基咪唑、4-二甲氨基吡啶、2-乙基4-甲基咪唑或2-苯基咪唑中的一种,优选的固化促进剂为2-甲基咪唑,所述低溴黄胶是通过低溴环氧树脂和3%的四官能环氧树脂复配而成,所述无机填料为复合型硅微粉;
所述低溴黄胶的固体量为80%,所述双氰胺溶液的固体量为10.7%,所述2-甲基咪唑和所述复合型硅微粉的固体量均为100%;
本发明还提供一种玻璃纱玻纤布的制备工艺,具体制备步骤如下:
步骤一:按照上述重量百分比,称取固化剂、固化促进剂、无机填料和低溴黄胶;
步骤二:将步骤一中的固化剂与固化促进剂进行机械搅拌混合均匀,得到预混合料A,将步骤一中的无机填料与低溴黄胶进行机械搅拌混合均匀,得到预混合料B,然后将混合均匀后的预混合料A和预混合料B一同加入到乳化釜中,在乳化釜中进行乳化和高速剪切处理,得到混合胶液;
步骤三:将巨石纱玻璃布在步骤二中制得的混合胶液中浸渍,对浸渍之后的电子玻纤布进行烘烤处理,制得玻璃纱玻纤布半固化片。
在步骤二之前,先使用真空等离子清洗机对无机填料进行表面改性处理。
在步骤二中,固化剂与固化促进剂搅拌处理的转速为1500~1800r/min,搅拌处理时间20~30min,低溴黄胶与无机填料处理过程的转速为2500~2900r/min,搅拌处理时间50~60min,所述乳化釜高速剪切采用管道高速剪切技术,所述高速剪切的速率为4100~4300r/min,高速剪切的时间为1~2h。
在步骤三电子玻纤布在混合胶液中浸渍的过程中,进行超声波振荡处理,超声波振荡频率为1.5MHz,步骤二中高速剪切均匀得到的胶液经过熟化处理,熟化处理为在常温下以1300~1500r/min搅拌3~5h。
实施例2:
与实施例1不同的是,所述胶液按照重量百分比计算包括:15.30%的固化剂、0.0478%的固化促进剂、3.44%的无机填料、81.20%低溴黄胶。
实施例3:
与实施例1-2均不同的是,所述胶液按照重量百分比计算包括:15.27%的固化剂、0.0474%的固化促进剂、3.40%的无机填料、81.27%低溴黄胶。
分别取上述实施例1-3所制得的玻璃纱玻纤布,分三组分别测试三个实施例中制备的玻璃纱玻纤布的压合板,每30个样品为一组,进行测试,材性能对比(以KB-6160 1.5mmH/H材料为例),如表一所示:
表一:
由表一可知,当所述胶液按照重量百分比计算包括:15.27%的固化剂、0.0474%的固化促进剂、3.40%的无机填料、81.27%低溴黄胶,低溴黄胶通过低溴环氧树脂和3%的四官能环氧树脂复配而成,无机填料为复合型硅微粉,通过不同玻璃布纱的玻璃布压合板材对比和附图1,可知巨石纱材料制成的玻璃纱玻纤布性能对比无明显差异,采用巨石纱玻璃布的半固化片外观满足检验标准要求,且采用巨石纱玻璃布的板材性能满足IPC-4101C/21性能要求,可满足覆铜板板材的生产要求,且生产工艺成熟,可大批量生产,从而有效降低覆铜板的生产成本。
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种玻璃纱玻纤布及其制备工艺
- 一种覆铜箔环氧玻纤布基层压板及其制备工艺