一种白车身生产线夹具自动切换与储存系统
文献发布时间:2023-06-19 12:25:57
技术领域
本发明涉及白车身技术领域,尤其涉及一种白车身生产线夹具自动切换与储存系统。
背景技术
随着汽车市场竞争日益激烈,加快了汽车产品换型的步伐,缩短了换型周期。因此,如何既经济合理有快速可行地生产出更新换代的产品、新车型迫切解决的实际问题。
汽车制造四大工艺中,焊装生产线尤其重要,承担着新车型导入生产的重要角色。焊接生产线与产品结构变化密切,新车型导入对焊接生产线的要求更多,焊接生产线需要更多的改变才能对新车型多样化有更大的灵活适应能力。对于柔性焊接生产线新车型导入,为了改动小、投资少,又能满足多种新车型的生产需要,迅速转产,汽车焊接生产线需要有柔性生产的能力,才能满足新车型更新换代的需要。
发明内容
1.现有技术存在的问题
本发明的目的在于,提出一种白车身生产线夹具自动切换与储存系统,提出了新的工装切换与输送机构。同时追加了需要精定位工作位置的二次定位结构和转向机构。从而降低了其他部分的驱动传动部件以及加工要求,实现切换车型不占用生产节拍,进一步实现了不限车型数量的生产方式,降低了多库位时总体实施成本。
2.技术方案
为了实现上述目的,本发明的技术方案是:一种白车身生产线夹具自动切换与储存系统,包括X向输送轨道、Y向输送轨道;所述X向输送轨道安装在Y向输送轨道侧面,且二者轨道方向垂直;所述X向输送轨道上滑动安装X向小车,Y向输送轨道上滑动安装Y向小车;所述Y向输送轨道两端分别安装有Y向锁死机构,所述X向输送轨道远端安装有X向锁死机构,所述Y向输送轨道与X向输送轨道连接位置安装有换向锁死机构;所述Y向输送轨道两端安装有Y向机械限位,所述X向输送轨道远端安装有X向机械限位;所述Y向输送轨道背离X向输送轨道一侧对称安装有两个旋转切换机构。
上述的白车身生产线夹具自动切换与储存系统,其中,所述X向小车包括第一框架;所述第一框架底部间隔布置有两个第一轮组,每个第一轮组包括两个对称布置的第一轮体;所述第一框架侧面安装有X向驱动电机,所述X向输送轨道沿轨道方向设置有第一齿条,所述X向驱动电机经第一驱动齿轮与第一齿条啮合以驱动X向小车沿X向输送轨道运动;所述第一框架另一侧安装有X向锁紧机构。
上述的白车身生产线夹具自动切换与储存系统,其中,所述Y向小车包括第二框架;所述第二框架底部间隔布置有两个第二轮组,每个第二轮组包括两个对称布置的第二轮体;所述第二框架侧面安装有Y向驱动电机,所述Y向输送轨道沿轨道方向设置有第二齿条,所述Y向驱动电机经第二驱动齿轮与第二齿条啮合以驱动Y向小车沿Y向输送轨道运动;所述第二框架内安装有Y向锁紧机构。
上述的白车身生产线夹具自动切换与储存系统,其中,所述第二框架内设置有与所述X向输送轨道等距的内轨道,且所述Y向锁紧机构安装在所述内轨道内侧。
上述的白车身生产线夹具自动切换与储存系统,其中,所述X向锁死机构、Y向锁死机构、X向锁紧机构和Y向锁紧机构为伸缩气缸,且朝向垂直于所述X向轨道面。
上述的白车身生产线夹具自动切换与储存系统,其中,所述旋转切换机构包括旋转气缸;所述旋转气缸铰接在Y向输送轨道侧面,且驱动转动安装在Y向输送轨道内侧的旋转头转动,所述旋转头外侧设置有旋转限位块;所述旋转头顶面固定安装有X向导轨板。
上述的白车身生产线夹具自动切换与储存系统,其中,所述X向导轨板与同侧X向输送轨道的导轨轴线重合。
上述的白车身生产线夹具自动切换与储存系统,其中,还包括物流小车,所述物流小车可拆卸安装在所述Y向输送轨道一端;所述物流小车包括第三框架;所述第三框架顶面对称布置有Y向导轨板,所述第三框架远端上部安装有把手和端部限位块;所述第三框架近端下部对称布置有两个滚轮,远端下部对称布置有两个万向轮。
上述的白车身生产线夹具自动切换与储存系统,其中,所述Y向输送轨道靠近物流小车外端对称安装有两个锁扣;每个所述锁扣包括固定在Y向输送轨道侧面的安装板;所述安装板一端铰接有锁扣气缸,另一端铰接有L形扣体;所述锁扣气缸经连杆驱动所述L形扣体转动;所述第三框架侧面安装有与所述L形扣体相适配的锁块。
3.有益效果
综上所述,本发明的有益效果在于:
(1)本发明的自动切换与储存系统提出了一种新的夹具输送方式,合理化产线布置,满足批量生产模式,且实现了不同产品的混线生产问题,大大改善了现有的生产线生产产品单一的问题;
(2)本发明的自动切换与储存系统设计了一种旋转换向结构,满足夹具双向输送,改善了以往切换车型占用生产节拍的问题。
(3)本发明的自动切换与储存系统改善了夹具的切换方式和夹具上下线方式,解决了以往的库位限制新车型数量的问题;
(4)本发明的自动切换与储存系统改善了现有产线的自动化程度,机器人控制系统可以实现所有夹具切换和变位的联动,无需等待,大大提高了生产自动化水平节,省切换时间,提高生产效率。
附图说明
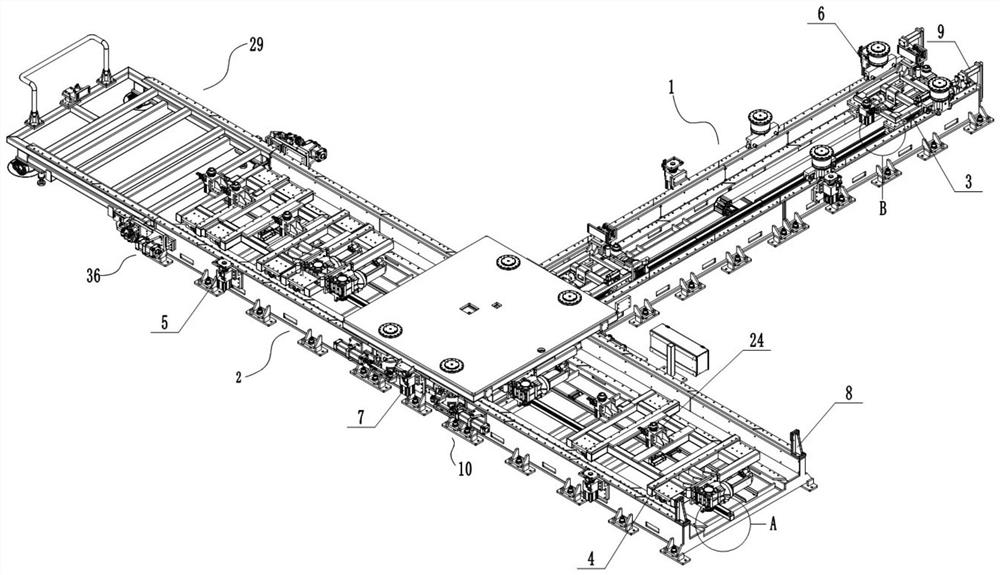
图1为本发明白车身生产线夹具自动切换与储存系统的结构示意图;
图2为本发明白车身生产线夹具自动切换与储存系统的俯视图;
图3为本发明白车身生产线夹具自动切换与储存系统X向小车的结构示意图;
图4为本发明白车身生产线夹具自动切换与储存系统Y向小车的结构示意图;
图5为本发明白车身生产线夹具自动切换与储存系统旋转切换机构的结构示意图;
图6为本发明白车身生产线夹具自动切换与储存系统物流小车的结构示意图;
图7为本发明白车身生产线夹具自动切换与储存系统锁扣的结构示意图;
图8为A处的局部结构示意图;
图9位B处的局部结构示意图。
图中标号:1-X向输送轨道;2-Y向输送轨道;3-X向小车;4-Y向小车;5-Y向锁死机构;6-X向锁死机构;7-换向锁死机构;8-Y向机械限位8;9-X向机械限位;10-旋转切换机构;11-第一框架;12-第一轮组;13-第一轮体;14-X向驱动电机;15-第一齿条;16-第一驱动齿轮;17-X向锁紧机构;18-第二框架;19-第二轮组;20-第二轮体;21-Y向驱动电机;22-第二齿条;23-第二驱动齿轮;24-Y向锁紧机构;25-内轨道;26-旋转气缸;27-旋转头;28-X向导轨板;29-物流小车;30-第三框架;31-Y向导轨板;32-把手;33-端部限位块;34-滚轮;35-万向轮;36-锁扣;37-安装板;38-锁扣气缸;39-L形扣体;40-锁块;41-旋转限位块。
具体实施方式
以下结合附图进一步说明本发明的实施例。
请参见附图1至附图9所示,本发明提供一种白车身生产线夹具自动切换与储存系统,包括X向输送轨道1、Y向输送轨道2;所述X向输送轨道1安装在Y向输送轨道2侧面,且二者轨道方向垂直;所述X向输送轨道1上滑动安装X向小车3,Y向输送轨道2上滑动安装Y向小车4;所述Y向输送轨道2两端分别安装有Y向锁死机构5,所述X向输送轨道1远端安装有X向锁死机构6,所述Y向输送轨道2与X向输送轨道1连接位置安装有换向锁死机构7;所述Y向输送轨道2两端安装有Y向机械限位8,所述X向输送轨道1远端安装有X向机械限位9;所述Y向输送轨道2背离X向输送轨道1一侧对称安装有两个旋转切换机构10。
所述X向小车3包括第一框架11;所述第一框架11底部间隔布置有两个第一轮组12,每个第一轮组12包括两个对称布置的第一轮体13;所述第一框架11侧面安装有X向驱动电机14,所述X向输送轨道1沿轨道方向设置有第一齿条15,所述X向驱动电机14经第一驱动齿轮16与第一齿条15啮合以驱动X向小车3沿X向输送轨道1运动;所述第一框架11另一侧安装有X向锁紧机构17。
所述Y向小车4包括第二框架18;所述第二框架18底部间隔布置有两个第二轮组19,每个第二轮组19包括两个对称布置的第二轮体20;所述第二框架18侧面安装有Y向驱动电机21,所述Y向输送轨道2沿轨道方向设置有第二齿条22,所述Y向驱动电机21经第二驱动齿轮23与第二齿条22啮合以驱动Y向小车4沿Y向输送轨道2运动;所述第二框架18内安装有Y向锁紧机构24。
所述第二框架18内设置有与所述X向输送轨道1等距的内轨道25,且所述Y向锁紧机构24安装在所述内轨道25内侧。所述X向锁死机构6、Y向锁死机构7、X向锁紧机构17和Y向锁紧机构24为伸缩气缸,且朝向垂直于所述X向轨道面。
所述旋转切换机构10包括旋转气缸26;所述旋转气缸26铰接在Y向输送轨道2侧面,且驱动转动安装在Y向输送轨道2内侧的旋转头27转动,所述旋转头27外侧设置有旋转限位块41;所述旋转头27顶面固定安装有X向导轨板28,其中,所述X向导轨板28与同侧X向输送轨道1的导轨轴线重合。
还包括物流小车29,所述物流小车29可拆卸安装在所述Y向输送轨道2一端;所述物流小车29包括第三框架30;所述第三框架30顶面对称布置有Y向导轨板31,所述第三框架30远端上部安装有把手32和端部限位块33;所述第三框架30近端下部对称布置有两个滚轮34,远端下部对称布置有两个万向轮35。
所述Y向输送轨道2靠近物流小车29外端对称安装有两个锁扣36;每个所述锁扣36包括固定在Y向输送轨道2侧面的安装板37;所述安装板37一端铰接有锁扣气缸38,另一端铰接有L形扣体39;所述锁扣气缸38经连杆驱动所述L形扣体39转动;所述第三框架30侧面安装有与所述L形扣体39相适配的锁块40。
工作过程:
X向输送和方向切换:夹具在X向输送轨道1远端的焊接工位完成焊接后,X向锁死机构6缩回,所述X向锁紧机构17伸出,将夹具锁紧在所述X向小车3上并牵引夹具至Y向输送轨道2的位置,此时,所述X向小车3的所述第一轮体13位于所述X向导轨板28上,接着所述X向锁紧机构17缩回,所述旋转切换机构10工作,带动所述夹具90°换向,目的是让夹具能从所述X向输送轨道1旋转至Y向输送轨道2上。最后所述Y向锁紧机构5伸出,将夹具锁紧在所述Y向小车4上,完成X向输送和夹具方向切换工序。
Y向输送:所述Y向驱动电机21经第二驱动齿轮23在所述第二齿条22上旋转,带动所述Y向小车4在Y向输送轨道2上运动,直至运动到所述物流小车29位置,此时,所述Y向小车4的第二轮体20位于所述Y向导轨板31上,接着所述Y向锁紧机构17缩回,所述Y向小车4从所述物流小车29上推出。最后,所述锁扣36与所述锁块40分离,物流小车29拖动夹具离开,完成整个所述夹具的X向运输和Y向运输。
以上所述的的仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书内容所作的等效结构变换,或直接或间接运用附属在其他相关产品的技术领域,均同理包括在本发明的专利保护范围内。
- 一种白车身生产线夹具自动切换与储存系统
- 一种白车身焊装夹具多车型切换系统