一种汉麻混纺面料的印花方法及其设备
文献发布时间:2023-06-19 13:29:16
技术领域
本申请涉及面料的领域,尤其是涉及一种汉麻混纺面料及其生产工艺。
背景技术
汉麻纤维是一种天然纤维,具有良好的吸湿放湿性,抗菌抑菌性,用汉麻制作的产品透气排汗,防霉防蛀,对人体皮肤无刺激作用,拥有良好的市场前景。汉麻纤维有穿着舒适、无刺痒感、吸湿透气、天然抑菌、卫生健康、防紫外线辐射、耐热、耐晒、耐腐蚀、抗静电等功能特性,可与棉,天竹、天丝、毛,绢丝,羊绒纤维等混纺或交织的特性,可以织制风格不同的织物。
针对上述中的相关技术,发明人认为汉麻纤维本身存在纤维长度整齐度差、纺纱条干和毛羽不理想的情况,继而与其余纤维进行混纺而成的面料的表面的毛羽杂丝较多,使得面料在进行印花,染料和面料表面的结合性较差,影响印花质量。
发明内容
为了改善上述问题,本申请提供一种汉麻混纺面料的印花方法及其设备。
第一方面
本申请提供的一种汉麻混纺面料的印花方法采用如下的技术方案:
一种汉麻混纺面料的印花方法,包括以下步骤:
染料配置:配置印花所需的染料;
除毛处理:对汉麻混纺面料坯布表面的毛羽杂丝进行清理贴服;
印花:对除毛处理后的坯布进行熨烫印花;
固色处理:对熨烫印花后的面料坯布上的染料进行加热固色;
水洗:对固色处理后的坯布进行水洗,去除坯布上的残留染料;
拉幅烘干:对水洗后的坯布进行拉幅并烘干。
通过采用上述技术方案,在对汉麻混纺面料坯布进行印花作业时,先对汉麻混纺面料坯布进行除毛处理,将坯布表面的毛羽杂丝进行一定程度的清理,并使得毛羽会更加贴服,从而提高印花质量,使得染料和坯布之间的结合更加充分,在进行固色处理后,染料在坯布上的牢固性更好,提高汉麻混纺面料的品质。
优选的,所述除毛处理步骤包括以下步骤:
刮毛:对坯布表面的毛羽杂丝进行刮除;
粘除:对坯布表面的残留的毛羽杂丝进行粘附去除;
浸润:对刮毛处理后的坯布进行加湿浸润;
熨干:对加湿浸润后的坯布进行加热熨干。
通过采用上述技术方案,在对汉麻混纺面料坯布表面的毛羽杂丝进行清理时,先对坯布表面的毛羽进行刮除,将坯布上的毛糙度较大的毛羽杂丝进行刮除。之后,对刮毛处理后的坯布表面的残留的细微的毛羽杂丝进行粘附去除,提高对毛羽杂丝的去除清理效果。在之后,通过对坯布进行加湿浸润和加热熨干,使得坯布上的毛羽杂丝与坯布主体更加贴服,降低毛羽杂丝对印花作业的影响,有效提高坯布的印花质量。
优选的,所述染料配置中的染料各成分的质量百分比为尿素2-5%,硫二甘醇2-5%,硫酸铵4-6%,氯酸钠1-2%,海藻酸钠原糊50-60%,水22-41%。
优选的,所述固色处理采用蒸汽加热固色,所述固色处理的加热温度为80-90℃,加热时间为10-15min。
通过采用上述技术方案,通过蒸汽加热对坯布表面的染料进行固色处理,加热温度低,使得坯布表面的染料不易受到高温而发生变色,保障染料在固化时的稳定性,使得坯布表面的印花形状在蒸汽固化时不易变形。
第二方面
本申请提供的一种汉麻混纺面料的印花设备采用如下的技术方案:
一种汉麻混纺面料的印花设备,包括安装台、设置在安装台上输送装置以及沿输送装置的输送方向依次设置的刮毛装置、粘除装置、浸润装置以及熨干装置,所述输送装置用于输送坯布,所述刮毛装置用于对坯布表面的毛羽和杂丝进行刮除,所述刮毛装置包括刮齿板以及安装板,所述刮齿板与安装板相连,所述安装板设置在安装台上,所述刮齿板的一端形成有若干刮齿,所述刮齿与坯布的表面相接触;所述浸润装置用于对刮毛处理后的坯布进行加湿浸润,所述熨干装置用于对加湿浸润后的坯布进行加热熨干。
通过采用上述技术方案,坯布在输送装置的作用下依次经过刮毛装置、粘除装置、浸润装置以及熨干装置,坯布经过刮毛装置时,刮齿与坯布表面接触,从而坯布在向前输送的过程中,刮齿将坯布表面上毛糙度较大的毛羽杂丝进行刮除,提高坯布后续的印花质量。
优选的,所述刮齿板上远离刮齿的一侧与安装板铰接,所述刮齿板和安装板之间设置有弹性调整机构,所述弹性调整机构包括连接杆、伸缩弹簧与调节螺母,所述连接杆的一端与刮齿板铰接,所述安装板上开设有供连接杆穿设的连接长孔,所述连接杆远离刮齿板的一端穿过连接长孔并与调节螺母螺纹连接,所述伸缩弹簧套设在连接杆上,所述伸缩弹簧的一端与刮齿板抵接,另一端与所述安装板抵接。
通过采用上述技术方案,刮齿板通过弹性调整机构与安装板连接,使得刮齿板对坯布表面上的毛羽杂丝进行刮除时,刮齿可以上下浮动,刮齿不易将坯布表面划破,且刮齿在伸缩弹簧的作用下能够与坯布保持良好的接触,保持对毛羽杂丝良好的刮除效果;且通过旋转调节螺母,能够调整刮齿与坯布之间的相对位置,保障对不同厚度坯布的刮毛效果。
优选的,所述粘除装置包括胶辊,所述胶辊转动连接在安装台上,所述胶辊的外周面上设有粘附胶层。
通过采用上述技术方案,坯布经过刮毛装置后经过粘除装置,胶辊表面的粘附胶层将刮毛后的坯布表面残留的细微的毛羽杂丝进行粘附去除,提高对毛羽杂丝的去除清理效果。
优选的,所述胶辊轴向的两侧设置有压辊,所述压辊与安装台转动连接,所述压辊的外周面与坯布抵接。
通过采用上述技术方案,保障坯布在输送过程中的移动稳定性,使得胶辊在对坯布表面的毛羽杂丝进行粘除清理时,使得坯布受到胶辊的粘除作用时不易发生绕卷在胶辊上的情况。
优选的,所述浸润装置包括转动连接在安装台上的浸润辊,所述浸润辊包括外管体和内管体,所述内管体与外管体固定连接,所述内管体的内部形成有进水通道,所述内管体的外壁上开设有若干出水孔,所述内管体和外管体之间设置有浸水海绵,所述外管体的外壁上开设有若干出水微孔。
通过采用上述技术方案,通过向内管体的进水通道内通水,进水通道的水通过出水口流入到浸水海绵内,浸水海绵内的水通过外管体的出水微孔渗透至外管体的表面,当坯布从浸润装置通过时,外管体与坯布表面接触,继而外管体对坯布进行湿润,从而经过熨干装置,熨干装置对湿润的坯布进行熨干,从而使得坯布上残留的毛羽杂丝贴服,坯布整体更加直挺,保障后续的印花作业的质量。
综上所述,本申请包括以下至少一种有益技术效果:
1.通过在印花前进行除毛处理,将坯布表面的毛羽杂丝进行一定程度的清理,并使得毛羽会更加贴服,从而提高印花质量,使得染料和坯布之间的结合更加充分,在进行固色处理后,染料在坯布上的牢固性更好,提高汉麻混纺面料的品质;
2.固色处理采用蒸汽加热固色,加热温度低,使得坯布表面的染料不易受到高温而发生变色,保障染料在固化时的稳定性,使得坯布表面的印花形状在蒸汽固化时不易变形。
附图说明
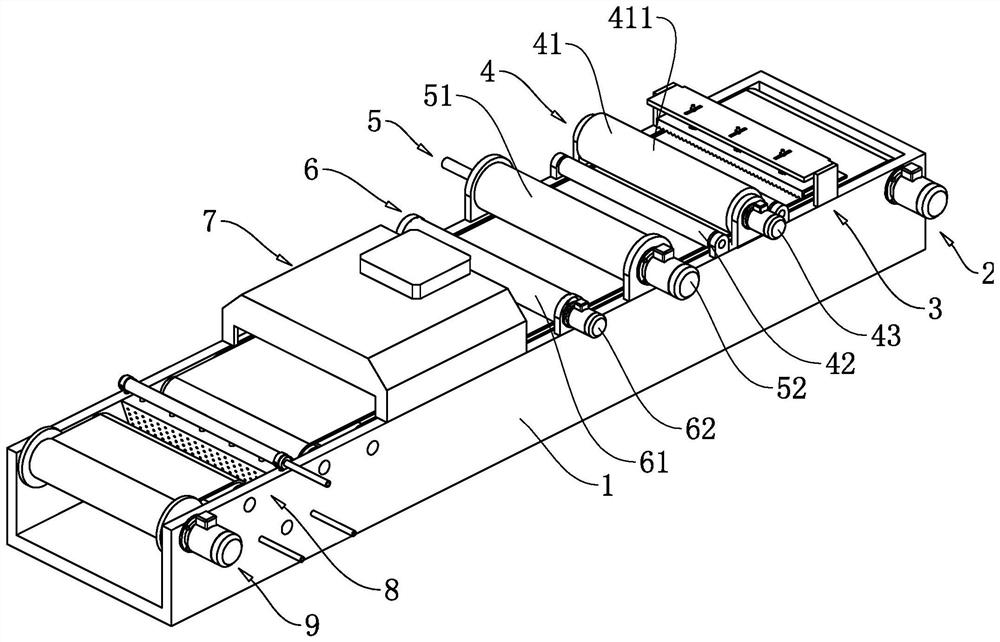
图1是本申请实施例一种汉麻混纺面料的印花设备的整体结构示意图。
图2是本申请实施例的用于体现刮毛装置的结构示意图。
图3是本申请实施例的用于体现浸润装置的局部剖视图。
图4是本申请实施例一种汉麻混纺面料的印花设备的剖视图。
图5是本申请实施例的用于体现固化装置的结构示意图。
附图标记说明:1、安装台;2、输送装置;3、刮毛装置;31、刮齿板;32、安装板;321、连接长孔;33、连接板;34、刮齿;35、弹性调整机构;351、连接杆;352、伸缩弹簧;353、调节螺母;4、粘除装置;41、胶辊;411、粘附胶层;42、压辊;43、驱动电机;5、浸润装置;51、浸润辊;511、外管体;512、内管体;5121、进水通道;5122、出水孔;513、浸水海绵;52、浸润电机;6、熨干装置;61、加热辊;62、加热电机;7、印花装置;8、固色装置;81、导辊机构;811、第一导辊;812、第二导辊;82、第一加热组件;821、进气管道;8211、进气主管;8212、进气支管;8213、排气孔;822、蒸汽仓;823、第一出气面;83、第二加热组件;831、蒸汽板;832、供气管;9、收卷装置;91、收卷辊;92、收卷电机。
具体实施方式
以下结合附图1-5对本申请作进一步详细说明。
本申请实施例公开一种汉麻混纺面料的印花设备。参照图1,一种汉麻混纺面料的印花设备包括安装台1以及安装在安装台1上的输送装置2、刮毛装置3、粘除装置4、浸润装置5、熨干装置6、印花装置7以及固色装置8,输送装置2用于对坯布进行输送,输送装置2采用皮带输送装置2,皮带输送装置2为现有的相关技术,故不作赘述。刮毛装置3、粘除装置4、浸润装置5、熨干装置6、印花装置7以及固色装置8沿输送装置2的输送装置2的输送方向依次设置。
参照图1和图2,刮毛装置3包括刮齿板31以及安装板32,安装板32水平设置在安装台1上,安装板32的长度方向的两端与安装台1焊接固定,刮齿板31位于安装板32靠近安装台1的一侧,安装板32长度方向的一侧一体成型有连接板33,连接板33与安装板32相垂直。刮齿板31的一端形成有若干刮齿34,刮齿板31远离刮齿34的一侧与安装板32铰接,刮齿板31和安装板32之间设置有若干弹性调整机构35,刮齿板31和安装板32之间通过弹性调整机构35相对固定。坯布在输送装置2的输送作用下,从刮毛装置3经过时,刮齿34与坯布表面相接触,从而刮齿34对坯布表面的毛糙度较大的毛羽杂丝等进行刮除,保障坯布后续印花质量。
参照图1和图2,弹性调整机构35包括连接杆351、伸缩弹簧352以及调节螺母353,连接杆351的一端与刮齿板31铰接,安装板32上开设有供连接杆351穿设的连接长孔321,连接杆351远离刮尺板的一端穿过连接长孔321并与调节螺母353螺纹连接,伸缩弹簧352套设在连接杆351上,伸缩弹簧352位于刮齿板31和安装板32之间,伸缩弹簧352的一端与安装板32抵接,另一端与刮齿板31抵接。刮齿34在自重和伸缩弹簧352的作用下与坯布保持良好的接触,继而能够对毛羽杂丝进行刮除。且刮齿34能够上下浮动,使得刮齿34在对毛羽杂丝进行刮除时,不易将坯布划破。
参照图1,粘除装置4包括胶辊41和两个压辊42,胶辊41和两个压辊42均转动连接在安装台1上,两个压辊42分别位于胶辊41轴向的两侧,压辊42与胶辊41之间相平行,胶辊41的外周面上涂覆有粘附胶层411,胶辊41的一端连接有驱动电机43,驱动电机43固定在安装台1上,用于驱动胶辊41转动。当坯布从粘除装置4处经过时,胶辊41的粘附胶层411与坯布接触,将坯布上残留的一些较细小的毛羽杂丝等粘附清除,且胶辊41两侧的压辊42的外周面与坯布抵接,保障坯布在输送过程中的稳定性。
参照图1和图3,浸润装置5包括浸润辊51和浸润电机52,浸润辊51转动连接在安装台1上,浸润电机52通过螺栓固定在安装台1上,浸润电机52的输出轴与浸润辊51连接,用于驱动浸润辊51转动。浸润辊51包括外管体511以及焊接固定在外管体511内的内管体512,内管体512和外管体511共轴线,内管体512的内部形成有进水通道5121,内管体512的外壁上开设有若干出水孔5122,内管体512和外管体511之间填充有浸水海绵513,外管体511的外壁上开设有若干出水微孔。出水微孔的直径为0.5-1.5mm,本实施例中,出水微孔为1mm。熨干装置6包括加热辊61和加热电机62,本实施例中,加热辊61采用电磁加热辊61,加热辊61转动连接在安装台1上,加热电机62固定在安装台1上,加热电机62的输出轴与加热辊61同轴固定,加热电机62用于驱动加热辊61转动。
参照图1和图3,通过向内管体512的进水通道5121内通水,进水通道5121内的水通过出水孔5122流入到浸水海绵513内,浸水海绵513内的水通过外管体511的出水微孔渗透至外管体511的表面,当坯布从浸润装置5通过时,外管体511与坯布表面接触,继而外管体511对坯布进行湿润。之后,经过湿润的坯布从熨干装置6通过,加热辊61对湿润的坯布进行熨干,从而使得坯布上残留的毛羽杂丝贴服,坯布整体更加直挺,保障后续的印花作业的质量。
参照图1,印花装置7采用数码直喷印花机,数码直喷印花机为现有的相关技术,故本实施例中,不作赘述。数码喷墨印花能够实现高质量的印花,降低劳动力成本,操作简便,且花型直接喷印在织物上,不需要制作网版,节省了印花机的制网时间,还节省了丝网本身的附加成本以及网版雕刻成本。
参照图4和图5,固色装置8包括导辊机构81、蒸汽加热机构和蒸汽发生器,导辊机构81包括第一导辊811以及两个第二导辊812,第一导辊811和第二导辊812均转动连接在安装台1上。两个第二导辊812分别位于第一导辊811轴向的两侧,且第二导辊812相对位于第一导辊811的顶部,第二导辊812和第一导辊811之间相平行,坯布从第一导辊811的转动周面的底部和第二导辊812转动周面的顶部经过。
参照图5,蒸汽加热机构包括第一加热组件82,第一加热组件82包括进气管道821和蒸汽仓822,进气管道821与蒸汽仓822连通,进气管道821远离蒸汽仓822的一端与蒸汽发生器连接,用于对蒸汽仓822内通入蒸汽。蒸汽仓822焊接固定在安装台1上,蒸汽仓822位于两个第二导辊812之间且位于第一导辊811的顶部。蒸汽仓822的横截面形状为三角形,蒸汽仓822朝向第二导辊812的外壁设为第一出气面823,第一出气面823上开设有若干第一出气孔。蒸汽通过进气管道821进入到蒸汽仓822内,并通过第一出气孔排入到坯布表面对坯布进行蒸汽加热,以使得坯布表面的染料能够良好的固化在坯布上。
参照图5,进气管道821包括进气主管8211以及与进气主管8211相连通的若干进气支管8212,进气主管8211水平设置在蒸汽仓822的顶部,进气支管8212穿设在蒸汽仓822内;若干进气支管8212沿蒸汽仓822的长度方向均匀排布,进气支管8212穿入蒸汽仓822的一端的外周面上开设有若干排气孔8213,从而蒸汽通过进气主管8211和进气支管8212能够均匀充分的排入到蒸汽仓822内,进而提高出气面出气的均匀性。
参照图4和图5,蒸汽加热机构还包括两组第二加热组件83,第二加热组件83包括内部中空的蒸汽板831和供气管832。供气管832的一端与蒸汽板831连通,另一端与蒸汽发生器连通,用于对蒸汽板831内通入蒸汽。各蒸汽板831与蒸汽仓822的出气面之间相对设置,坯布从蒸汽板831和蒸汽仓822之间穿过,蒸汽板831朝向蒸汽仓822的一面设为第二出气面,第二出气面上开设有若干第二出气孔,从而当坯布从固化装置8通过时,第一加热组件82和第二加热组件83对坯布的上、下两面进行同步蒸汽加热固化,有效提升对于染料的固化速度和固化效果。
参照图5,固化装置8远离印花装置7的一端设有收卷装置9,收卷装置9包括收卷电机92和收卷辊91,收卷辊91转动连接在安装台1上,收卷电机92固定在安装台1上,收卷电机92的输出轴与收卷辊91同轴固定,收卷电机92用于驱动收卷辊91转动,对固化后的坯布进行收卷。
本申请实施例一种汉麻混纺面料的印花设备的实施原理为:坯布在进行印花生产时,坯布在输送装置2的作用下依次经过刮毛装置3、粘除装置4、浸润装置5、熨干装置6、印花装置7、固化装置8以及收卷装置9,坯布经过刮毛装置3时,刮齿34与坯布表面接触,从而坯布在向前输送的过程中,刮齿34将坯布表面上毛糙度较大的毛羽杂丝进行刮除。坯布经过粘除装置4时,胶辊41表面的粘附胶层411将刮毛后的坯布表面残留的细微的毛羽杂丝进行粘附去除。坯布经过浸润装置5时,浸润辊51对坯布表面进行湿润,并通过加热辊61对湿润后的坯布进行加热熨干,使得坯布上残留的毛羽杂丝贴服,坯布整体更加直挺。之后,印花装置7在坯布上喷涂花型。随后,坯布经过固化装置8,第一加热组件82和第二加热组件83对坯布进行蒸汽加热,使得染料固化,保障印花质量。
本申请实施例还公开了一种汉麻混纺面料的印花方法。参照图1,一种汉麻混纺面料的印花方法包括以下步骤:
染料配置:配置坯布印花所需的染料。本实施例中,印花染料中各成分的质量百分比为尿素5%,硫二甘醇5%,硫酸铵6%,氯酸钠1.5%,海藻酸钠原糊60%,水22.5%。
除毛处理:度较将坯布安装在输送装置2上,输送装置2将坯布依次输送至刮毛装置3、粘除装置4、浸润装置5以及熨干装置6处,刮毛装置3通过刮齿34对坯布表面上毛糙大的毛羽杂丝进行刮除;粘除装置4通过胶辊41对刮毛后的坯布表面的细小的毛羽杂丝进行粘附去除;浸润装置5对坯布表面进行湿润,熨干装置6通过加热辊61对湿润的坯布的进行加热熨干,加热辊61的加热温度为175℃,使得坯布上残留的毛羽杂丝贴服,坯布整体更加直挺。
印花:通过数控喷墨印花机对除毛处理后的坯布进行熨烫印花。
固色处理:印花后的坯布经过导辊机构81,第一加热组件82和第二加热组件83对坯布上、下两面进行蒸汽加热,且加热温度为80-90℃,加热时间为10-15min。本实施例中,加热温度为85℃,加热时间10min,对熨烫印花后的面料坯布上的染料进行加热固色;
水洗:对固色处理后的坯布放入水洗槽内进行水洗,水洗时间为10-30min,水洗温度为30-40摄氏度,以去除坯布上的残留染料。
拉幅烘干:将水洗后的坯布进行拉幅并烘干定型,烘干温度为120-150℃,时间20-30min,本实施例中,烘干温度采用150℃,烘干时间20min。
以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
- 一种汉麻混纺面料的印花方法及其设备
- 一种汉麻混纺面料的印花方法