一种高性能碳纤维复合材料板的快速制备方法
文献发布时间:2023-06-19 13:30:50
技术领域
本发明涉及碳纤维复合材料生产技术领域,尤其涉及一种高性能碳纤维复合材料板的快速制备方法。
背景技术
碳/碳复合材料是碳纤维及其织物增强的碳基体复合材料。具有低密度、高强度、高比模量、高导热性、低膨胀系数、摩擦性能好,以及抗热冲击性能好、尺寸稳定性高等优点,如今已广泛应用于航空航天、汽车工业、医学等领域,如火箭发动机喷管及其喉衬、航天飞机的端头帽和机翼前缘的热防护系统、飞机刹车盘、光伏太阳能等。
碳/碳复合材料传统的制备工艺主要有化学气相沉积和液相浸渍工艺,化学气相沉积工艺对于制备坩埚等小件碳/碳复合材料效果较好,但对于厚壁,平板等产品来说,沉积增密会造成产品密度的不均匀、产品的变形等问题;液相浸渍工艺对厚壁尺寸的产品较为有利,但对于平板类的产品同样存在着变形的问题;且两种工艺均存在着生产周期长,生产成本高,效率低下的缺点。
发明内容
本发明提出的一种高性能碳纤维复合材料板的快速制备方法,解决了现有技术中的碳纤维复合材料板生产周期长、成本高、效率低下的问题。
为了实现上述目的,本发明采用了如下技术方案:
一种高性能碳纤维复合材料板的快速制备方法,包括以下步骤:
S1、预制体平板针刺,将平纹布、斜纹布、无纬布三种碳布与网胎裁切成所需要的尺寸交替叠加铺层,在平板针刺机上进行针刺,做出密度为0.45g/cm³的针刺平板预制体;
S2、树脂浸渍,将S1中针刺好的平板预制体浸渍酚醛树脂,其中酚醛树脂中加入固化剂和石墨粉,搅拌均匀后使其充分的渗透到平板预制体中;
S3、平板模压,将S2中浸渍好的预制体平板包在四氟布中进行热压固化,根据所需板材的厚度在热压机模具之间放入相对应厚度的压块;
S4、将S3中固化完成的碳纤维平板进行炭化处理,炭化的温度在600℃-1000℃之间;
S5、将S4中碳化处理后的产品进行高温处理,高温处理温度为2000-2500℃之间,最高温度保温时间为2-4h;
S6、将S5中高温处理过的产品按照图纸要求加工为所需要的成品尺寸。
优选的,所述S1步骤中预制体平板的厚度为所需成品板材厚度的2-3倍。
优选的,所述S2步骤中,树脂、固化剂和石墨粉的比例为10:1:1,且可根据固化中升温工艺来调整比例,树脂的残碳率为40%-60%。
优选的,所述S3步骤中碳纤维树脂板模压时的工艺温度为100℃,压力为10-25MPa,工艺时间为2-3h。
优选的,所述固化剂为NL型固化剂。
本发明中:
1、与现有的沉积加浸渍碳化工艺相比,本发明的优势在于能在及短的时间内制备出高密度的碳纤维复合材料平板,生产效率得到了很好的提升。
2、本发明S2中提到了树脂固化及石墨粉的混合,用这样的制备方法来渗透预制体平板,有效的减少了由于树脂本身的残碳率低导致了增密速度慢的缺点。
3、本发明可根据成品碳纤维复合材料平板所需密度的大小来灵活的控制碳纤维预制体的厚度、树脂与石墨粉的比例,制备出相对应密度的碳纤维复合材料平板,本发明所能制备的碳纤维复合材料平板的密度范围为1.0-1.6g/cm³。
4、本发明同样可根据成品碳纤维复合材料平板所需要的强度来灵活的控制碳纤维预制体铺层的工艺,根据成品所需要的强度大小来调整碳布及网胎的比例,灵活有效的根据需求来提供制备工艺。
附图说明
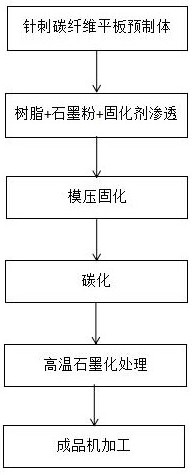
图1为本发明的工艺流程图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
参照图1,一种高性能碳纤维复合材料板的快速制备方法,包括以下步骤:
S1、针刺碳纤维平板预制体,将平纹布、斜纹布、无纬布三种碳布与网胎裁切成所需要的尺寸交替叠加铺层,应用碳纤维针刺技术在平板针刺机上进行针刺,做出密度为0.45g/cm³的针刺平板预制体,其中碳布层与网胎层的比例可根据成品的密度及强度需求来改变,最终针刺为成品所需尺寸的碳纤维平板预制体;
S2、树脂浸渍,将S1中针刺好的平板预制体浸渍酚醛树脂,其中酚醛树脂中加入固化剂和石墨粉,搅拌均匀后使其充分的渗透到平板预制体中,此处采用高残碳率酚醛树脂以及NL型固化剂和石墨粉混合均匀搅拌后渗透到针刺预制体平板内,其中固化剂和树脂的比例可根据升温的工艺来调整,一般比例范围在7%-12%之间;
S3、平板模压,即热压固化,将S2中浸渍好的预制体平板包在四氟布中进行热压固化,根据所需板材的厚度在热压机模具之间放入相对应厚度的压块,热压温度为80-100℃,时间为1-3h,压力为10-25MPa;
S4、碳化,将S3中热压固化后的碳纤维复合材料平板放置于炭化炉中进行碳化,碳化工艺为:碳化时间为20-30h,碳化温度为800-1000℃,最高温度保持2-4h;
S5、高温石墨化,将碳化后的碳纤维复合材料平板放置于高温炉中进行高温石墨化处理,处理工艺为:高温时间为10-20h,温度为2000-2500℃,最高温度保温时间为2-4h;
S6、机械加工处理,将S5中高温石墨化处理过的碳纤维复合材料按照成品尺寸进行机械加工处理后得到最终的高性能碳纤维复合材料平板。
实施例1
将1500×1500mm的碳布和网胎通过1:3的铺层比例进行平板针刺,最终针刺为28mm厚度的碳纤维预制体平板,将1500×1500×28厚的碳纤维预制体平板放到热压机平台上,称取30kg酚醛树脂及2.4kgNL型固化剂重复搅拌均匀,后加入3kg石墨粉搅拌均匀,将配好的溶液均匀的渗透到碳纤维平板预制体中,将渗透完成碳纤维预制体平板用热压机进行热压,1h温度从室温升到90℃,压力从常压涨到10MPa,后1h温度从90℃升到120℃,压力从10MPa涨到20MPa,后恒压保持1h完成热压固化,压制出1500×1500×15mm的纤维性复合材料平板,固化完成后将板材放入炭化炉中进行碳化处理,在氮气的保护下将温度升至950℃,并保温4h。碳化出的板材放入高温炉中,将温度升至2300℃保温2h进行高温石墨化处理,高温处理后密度为1.3g/cm³,最终将石墨化处理后的产品按照图纸进行机加工处理;
实施例2:
将1300×1400mm的碳布和网胎通过1:5的铺层比例进行平板针刺,最终针刺为23mm厚度的碳纤维预制体平板,将1300×1400×23厚的碳纤维预制体平板放到热压机平台上,称取20kg酚醛树脂及2kgNL型固化剂重复搅拌均匀,后加入1kg石墨粉搅拌均匀,将配好的溶液均匀的渗透到碳纤维平板预制体中,将渗透完成碳纤维预制体平板用热压机进行热压,1h温度从室温升到90℃,压力从常压涨到10MPa,后1h温度从90℃升到110℃,压力从10MPa涨到20MPa,后恒压保持1h完成热压固化,压制出1300×1400×10mm的纤维性复合材料平板,固化完成后将板材放入炭化炉中进行碳化处理,在氮气的保护下将温度升至950℃,并保温4h,碳化出的板材放入高温炉中,将温度升至2300℃保温2h进行高温石墨化处理,高温处理后密度为1.6g/cm³,最终将石墨化处理后的产品按照图纸进行机加工处理。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种高性能碳纤维复合材料板的快速制备方法
- 一种热塑性碳纤维复合材料板的制备方法