一种多用途锥面锁紧夹具
文献发布时间:2023-06-19 13:30:50
技术领域
本发明涉及一种多用途锥面锁紧夹具,属于机械加工锁紧夹具技术领域。
背景技术
在机械加工过程中,常会设计专用夹具来提高零件的装夹效率、定位效率和加工效率。在进行方形零件大批量加工时,采用四爪卡盘进行装夹加工,浪费了更多的时间在装夹定位上,限制了生产效率的提高。特别是针对具有特定形状的工件,用四爪卡盘进行装夹定位锁紧并不适合。附图1、2给出了一种特定形状的工件,该工件由底面为正方形的立方体块Ⅰ、连接在立方体块Ⅰ的一个正方形面上的锥形体Ⅱ、锥形体Ⅱ的顶部为球形面Ⅲ构成,在立方体块Ⅰ的与连接锥形体Ⅱ的正方形相对的另一个正方形底面中心开有螺纹孔Ⅳ。对于如附图1、2中给出的工件,就不适合采用四爪卡盘进行装夹加工。
发明内容
本发明的目的是针对如图1、2所示的由底面为正方形的立方体块Ⅰ、连接在立方体块Ⅰ的一个正方形面上的锥形体Ⅱ、锥形体Ⅱ的顶部为球形面Ⅲ及相对面中心开有螺纹孔Ⅳ等带有锥面的结构件提供一种在进行车、铣加工时可以方便装夹定位,用一个夹具可以完成车、铣多个工序加工,且能够保证加工精度的同时能够大幅度提高生产效率的多用途锥面锁紧夹具。
本发明是由以下技术方案实现的:
本发明的多用途锥面锁紧夹具,包括:夹具体、可更换垫块、锥形锁紧套、弹簧、推力轴承、螺纹锁紧块、圆柱定位块、专用铰杠,夹具体由四等分卡头和夹持柱组成,四等分卡头外侧壁为锥形面、内侧壁为圆弧面、端面上按圆周等分开有四条纵向的长条形豁口将卡头分成四个等分的卡块,每个卡块中心开有一个贯通的台阶孔,夹持柱为台阶圆柱形,端部中心开有贯通两端的内孔,夹持柱的前段为锁紧段、后段为夹持段,四等分卡头与夹持柱的锁紧段端部连接,且连接部位设有弹簧定位台阶,锁紧段上设有锁紧外螺纹,夹持段上设有定位螺纹孔;可更换垫块包括四个等分块组成,四个等分块能够围成圆环形,每个等分块中心开有一个贯通的螺纹连接孔;锥形锁紧套内孔上部侧壁是与夹具体四等分卡头外侧壁的锥形面配合的内锥形面,底部端口上有环形的弹簧推动面,弹簧推动面围成的圆孔能够在锁紧外螺纹上,弹簧推动面外侧为第一推力轴承定位面;螺纹锁紧块为圆环形,上表面为第二推力轴承定位面,内孔有锁紧内螺纹,外侧壁有铰杠定位孔;圆柱定位块为台阶圆柱体,前段细圆柱体的顶端中心开有凹孔,凹孔壁为锥形定位面,环绕凹孔为平面定位面,后段粗圆柱体的圆柱面能够与夹持柱内孔配合。
组合使用过程是:可更换垫块利用螺纹孔通过螺栓与夹具体的台阶孔连接,使每个等分块的外侧壁与对应的四等分卡头内侧壁紧密贴合;在夹持柱上依次套装弹簧、锥形锁紧套、推力轴承、螺纹锁紧块,锥形锁紧套内锥形面与四等分卡头外侧壁的锥形面配合,弹簧两端分别与弹簧定位台阶和弹簧推动面贴合,推力轴承的两端面分别与第一推力轴承定位面和第二推力轴承定位面贴合,螺纹锁紧块的锁紧内螺纹与夹持柱锁紧段的锁紧外螺纹配合,专用铰杠插在铰杠定位孔上,通过专用铰杠扳动铰杠定位孔进行旋转动作;圆柱定位块插入夹持柱的内孔中,粗圆柱体的圆柱面与夹持柱的内孔配合,利用螺栓通过夹持柱夹持定位段上的定位螺纹孔固定在夹具体内部。
所述四个等分块能够围成圆环形,其圆环形的内侧为方形孔或圆形孔;
所述四个等分块能够围成圆环形,其圆环形的内侧面为光滑面或带有夹持牙;
所述推力轴承为标准滚针推力轴承;
所述专用铰杠为直径是10㎜的圆棒。
本发明的有益效果是:本发明可以对如图1、2所示的由底面为正方形的立方体块Ⅰ、连接在立方体块Ⅰ的一个正方形面上的锥形体Ⅱ、锥形体Ⅱ的顶部为球形面Ⅲ及相对面中心开有螺纹孔Ⅳ等带有锥面的结构件进行车、铣加工时方便定位装夹,只需要简单快速的更换可更换垫块,用一个夹具就可以完成车、铣等多个工序的加工,且能够保证加工精度的同时能够大幅度提高生产效率。
附图说明
图1本发明待加工的带有锥面的混合结构件的立体图;
图2为图1的反向立体图;
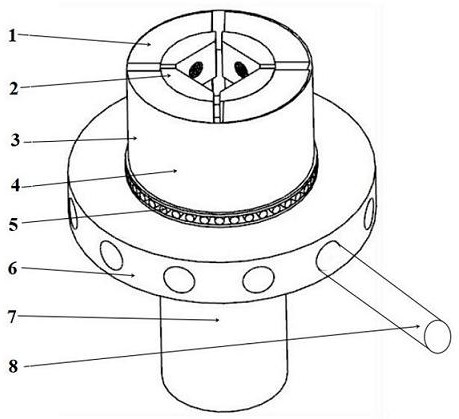
图3为本发明的夹具的装配组合图;
图4为本发明的夹具的装配组合图的半剖视图;
图5为本发明的夹具的立体结构爆炸图;
图6为可更换垫块的四个等分块围成圆环形,其内侧为方形孔、内侧面为光滑壁的立体图;
图7为可更换垫块的四个等分块围成圆环形,其内侧为圆形孔、内侧面为光滑壁的立体图;
图8为可更换垫块的四个等分块围成圆环形,其内侧为圆形孔、内侧面带有夹持牙的立体图。
其中:1—夹具体,2—可更换垫块,3—锥形锁紧套,4—弹簧,5—推力轴承,6—螺纹锁紧块,7—圆柱定位块,8—专用铰杠。
具体实施方式
实施例1
针对如图1、2所示的由底面为正方形的立方体块Ⅰ、连接在立方体块Ⅰ的一个正方形面上的锥形体Ⅱ、锥形体Ⅱ的顶部为球形面Ⅲ及相对面中心开有螺纹孔Ⅳ等带有锥面的结构件进行车、铣加工。
其锁紧夹具如图3、4、5所示,包括夹具体1、可更换垫块2、锥形锁紧套3、弹簧4、推力轴承5、螺纹锁紧块6、圆柱定位块7、专用铰杠8,夹具体由四等分卡头和夹持柱组成,四等分卡头外侧壁为锥形面1-a、内侧壁为圆弧面1-c、端面上按圆周等分开有四条纵向的长条形豁口1-d将卡头分成四个等分的卡块,每个卡块中心开有一个贯通的台阶孔1-b,夹持柱为台阶圆柱形,端部中心开有贯通两端的内孔,夹持柱的前段为锁紧段、后段为夹持段1-h,四等分卡头与夹持柱的锁紧段端部连接,且连接部位设有弹簧定位台阶1-e,锁紧段上设有锁紧外螺纹1-f,夹持段上设有定位螺纹孔1-g;可更换垫块2包括四个等分块组成,如图6、7、8所示,可根据不同零件加工成不同的形状,四个等分块能够围成圆环形,每个等分块中心开有一个贯通的螺纹连接孔2-a,等分块上有与四等分卡头内侧壁的内圆弧面1-c配合的外圆弧面2-b、夹持零件部位的内侧面2-c;锥形锁紧套3内孔上部侧壁是与夹具体四等分卡头外侧壁的锥形面1-a配合的内锥形面3-a,底部端口上有环形的弹簧推动面3-b,弹簧推动面围成的圆孔3-c能够在锁紧外螺纹上,弹簧推动面外侧为第一推力轴承定位面3-d;弹簧4为直径5㎜的压缩弹簧;推力轴承5为标准滚针推力轴承;螺纹锁紧块6为圆环形,上表面为第二推力轴承定位面6-c,内孔有锁紧内螺纹6-a,外侧壁按圆周等分的设有铰杠定位孔6-b;圆柱定位块7为台阶圆柱体,前段细圆柱体的顶端中心开有凹孔,凹孔壁为锥形定位面7-a,环绕凹孔为平面定位面7-b,后段粗圆柱体的圆柱面7-c能够与夹持柱内孔配合;专用铰杠8为直径10㎜的圆棒。
组合使用过程是:可更换垫块2的四个等分块分别利用螺纹连接孔2-a通过螺栓与夹具体的台阶孔连接,使每个等分块外侧壁的外圆弧面2-b与对应的四等分卡头内侧壁的内圆弧面1-c紧密贴合;在夹持柱上依次套装弹簧4、锥形锁紧套3、推力轴承5、螺纹锁紧块6,锥形锁紧套内锥形面3-a与四等分卡头外侧壁的锥形面1-a配合,弹簧4两端分别与弹簧定位台阶1-e和弹簧推动面3-b贴合,起到推动锥形锁紧套3移动的作用,松开夹具体,便于装卸零件。推力轴承5的两端面分别与第一推力轴承定位面3-d和第二推力轴承定位面6-c贴合,起到滚动省力的作用,同时螺纹锁紧块6的转动无法传递到锥形锁紧套3上,避免了转动磨损。螺纹锁紧块6的锁紧内螺纹6-a与夹持柱锁紧段的锁紧外螺纹1-f配合,专用铰杠8插在铰杠定位孔6-b上,通过专用铰杠扳动铰杠定位孔进行旋转动作;圆柱定位块7插入夹持柱的内孔中,粗圆柱体的圆柱面7-c与夹持柱的内孔配合,利用螺栓通过夹持柱夹持定位段上的定位螺纹孔1-g固定在夹具体内部,可根据不同零件调整位置,起到控制零件长度的作用,锥形定位面7-a和平面定位面7-b可适应不同零件端面的定位需求。
本发明的锁紧夹具其装夹原理是:设备夹持夹具体1的夹持段1-h进行定位,利用专用铰杠8插入铰杠定位孔6-b中进行旋转动作,通过螺纹使螺纹锁紧块6产生轴向位移,压迫推力轴承5推动锥形锁紧套3向前移动,此时内锥形面3-a与四等分卡头外侧壁的锥形面1-a产生相对位移,将锥形锁紧套3的轴向移动变换成四等分卡头外侧壁锥形面1-a的径向移动,夹具体的四等分卡头内侧壁圆弧面1-c连同可更换垫块2同时向内移动,产生径向夹紧力夹持住零件,可进行车铣等加工。
需要卸下零件时,利用专用铰杠8插入铰杠定位孔6-b中进行反向旋转动作,螺纹锁紧块6产生轴向位移回到原来的位置,此时弹簧4推动锥形锁紧套3和推力轴承5反向移动,内锥形面3-a与四等分卡头外侧壁锥形面1-a产生反向相对位移,松开夹具体1,四等分卡头内侧壁圆弧面1-c带动可更换垫块2回弹,便可松开零件,轻松进行零件装卸工作。
由于夹具体1的四等分卡头内侧壁圆弧面1-c是同时受力、同时移动,这对零件起到了很好的定心作用。圆柱定位块7对零件的位置进行了很好的定位,充分保证了零件长度尺寸的一致性,更可以根据不同的零件加工成不同的定位形式。可更换垫块2也可以根据不同的零件加工成不同的形状,以适应不同零件的不同部位的快速装夹要求。如:将结构件的立方体块Ⅰ换成圆柱体,可使用图7或图8中所示的可更换垫块。
本发明加工如图1、2所示的混合结构零件的工序如下:
工序1:锥形体Ⅱ、锥形体Ⅱ的顶部为球形面Ⅲ的加工
首先把四个可更换垫块2利用螺钉固定在夹具体1的四等分卡头内侧壁圆弧面1-c处,使其紧密贴合。将弹簧4套在夹具体1的夹持柱上,一端贴合弹簧定位台阶1-e,再将锥形锁紧套3套在夹具体1和弹簧4的夹持柱上,推力轴承5紧挨推力轴承定位面3-d,轻压锥形锁紧套3露出旋紧外螺纹1-f,旋转螺纹锁紧块6对各结构进行定位,并适当调整位置使四等分卡头内侧壁圆弧面1-c能够活动自如,方便装卸零件且保持足够的夹紧力,圆柱定位块7放入夹具体1中调整好定位长度利用螺栓进行固定,整个夹具结构组合完成。将整体夹具利用夹持柱的夹持段1-h夹持在卡盘上,再将加工好的长方体毛坯的长方体端方形端紧贴可更换垫块2的方形定位平面即:内侧面2-c,利用专用铰杠8旋转螺纹锁紧块6产生轴向位移,推动轴承5和锥形锁紧套3压缩弹簧4向前移动,此时内锥形面3-a压迫四等分卡头外侧壁锥形面1-a产生夹紧力夹持住零件完成装夹,可以在车床上一次加工出锥形体Ⅱ和锥形体Ⅱ的顶部为球形面Ⅲ的结构。
工序2:立方体块Ⅰ相对面螺纹孔Ⅳ的结构加工
将加工好的锥形体Ⅱ和锥形体Ⅱ的顶部为球形面Ⅲ的结构,直接调头再次放入夹具中,将锥形体Ⅱ置于圆柱定位块7顶端的凹孔中与锥形定位面7-a配合,平面定位面7-b与立方体块Ⅰ对应平端面配合,然后按工序1的方法装夹,可以完成立方体块Ⅰ相对面螺纹孔Ⅳ的结构加工。
- 一种多用途锥面锁紧夹具
- 一种锥面导向螺旋锁紧装置