一种高强度耐高温电缆保护管及其制备工艺
文献发布时间:2023-06-19 13:45:04
技术领域
本发明涉及电缆保护管材技术领域,具体涉及一种高强度耐高温电缆保护管及其制备工艺。
背景技术
电缆保护管又名电缆管、电力电缆管、水泥电缆管、电力排管、电力电缆保护管等。电缆保护管主要安装在通讯电缆与电力线交叉的地段,防止电力线发生断线造成短路事故,引起通讯电缆和钢丝绳带电,以保护电缆、交换机、机芯板,以至整机不被烧坏,对电力线磁场干扰也起到一定的隔离作用。随着通信事业的高速发展,电缆保护管的需求量越来越大,电缆保护管主要用于光纤的穿导、隔离和保护,以及电信通讯、有线电视信号、城域网线及电力部门电缆、光线铺设等,其质量要求非常高,要求具有高强度、耐高温、重量轻、施工便捷等优点,而现有的电缆保护管质量不尽如人意。
发明内容
本发明的目的在于提供一种高强度耐高温电缆保护管及其制备工艺,解决以下技术问题:
从材料和结构两方面对电缆保护管成品进行优化,使得本发明制得的电缆保护管成品具有高强度、耐高温、重量轻、施工便捷的优点,满足实际应用中的质量要求。
本发明的目的可以通过以下技术方案实现:
一种高强度耐高温电缆保护管,包括连接组件一,所述连接组件一的一侧连接有连接组件二,所述连接组件一的另一侧连接有连接组件三;
所述连接组件一包含内壁层一,所述内壁层一的外表面上设置有中间层一,所述中间层一的外表面上设置有外表层一;
所述连接组件二包含内壁层二,所述内壁层二的外表面上设置有中间层二,所述中间层二的外表面上设置有外表层二;
所述连接组件三包含内壁层三,所述内壁层三的外表面上设置有中间层三,所述中间层三的外表面上设置有外表层三。
作为本发明进一步的方案:所述内壁层一和内壁层三的内径大小相同。
作为本发明进一步的方案:所述内壁层二的内壁上设置有均匀的内螺纹,所述外表层三的外表面上设置有均匀的外螺纹,所述内壁层二与外表层三的长度相同。
作为本发明进一步的方案:所述内壁层一和内壁层二的外径大小相同,所述外表层二与外表层一的内、外径大小均相同。
作为本发明进一步的方案:所述中间层三包含连接环,所述连接环的外表面上设置有若干个呈环形阵列排布的加强筋一,所述连接环的内壁上设置有若干个呈环形阵列排布的加强筋二。
一种高强度耐高温电缆保护管的制备工艺,包括以下步骤:
S1、制备结合剂、预备料一、预备料二和预备料三;
S2、向模具一内填充预备料一,制得内壁层一、内壁层二和内壁层三,得到内管本体;
S3、将内管本体置于模具二内部,然后向模具二内填充预备料二,制得半成品;
S4、向模具三内填充预备料三,制得外表层一、外表层二和外表层三,得到外管本体;
S5、将外管本体的内壁上与半成品的外壁上涂抹上结合剂,并将结合剂涂抹均匀,然后将外管本体套接在半成品的外表面上,并通过结合剂将外管本体的内壁与半成品的外壁紧密贴合,最后放置于烘箱内进行烘干固化,取出后车出内外螺纹,即得成品。
本发明的有益效果:
1、本发明制得的高强度耐高温电缆保护管成品的外表层三可以与另一个成品的内壁层二螺纹连接,使得电缆保护管成品可以实现快速拼装连接和拆卸。
2、电缆保护管成品在使用时,不需要使用额外的卡箍对两个电缆保护管成品的连接处进行固定。
3、本发明制得的电缆保护管成品体积相较于常用的电缆管更小,因此,受到存放场地面积大小的制约更小,并且便于搬运和运输。
4、从结构上对产品进行优化,设置的中间层使得产品具有更好的结构强度,并且在中间层内部形成空隙,由于空气是热的不良导体,因此,中间层能很好的隔绝内外温度的传递,避免电缆受到外界温度起伏的影响,从而更有利于信号的传递,同时,延长了电缆的使用寿命。
5、从材料上对产品进行优化,结合剂具有更好的结合效果,并且在连接处获得更稳定的结合效果,预备料一的耐热性优异,并且导热性低,重量轻便于产品搬运,隔热性能好;预备料二中添加的无碱玻璃纤维可以增强中间层的整体骨架结构的强度;预备料三制得的外表层具有更好的耐冲击性能,80℃环刚度≥8KPa,落锤冲击(4.00Kg、1200mm),试样没有出现裂缝或破裂,落锤质量提高到原来的3倍时,管材真实冲击率小于等于5%,在施工现场无须包封浇混凝土 ,施工便捷,内壁表面摩擦系数小,利于使用,产品寿命长。
6、引入的炔丙氧基对氰酸酯的固化反应有促进作用,固化温度随接入比例的增加而降低,引入适度比例炔丙氧基的PPANC树脂复合材料的力学性能和介电性能均优于NCE树脂,PPANC树脂复合材料的弯曲强度和层间剪切强度分别可达612MPa和52MPa,玻璃化转变温度高于350℃,在1至10的六次幂Hz范围内介电常数和介电损耗稳定且低于NCE树脂,其介电常数低于3.6,介电耗散低于0.004,中间体3与其固化后,形成具有互穿网格结构的聚合物,中间体3的柔性链段穿插在炔丙氧基侧基对酚醛型氰酸酯之间,使其柔性增加,分子链段的运动容易,添加环氧树脂反应后,滴加二丁基二月桂酸锡,继续反应,并加入固化剂,最终得到的成品的机械性能进一步得到提升,加强了自身的耐腐蚀性和耐老化性,使用寿命进一步提升。
附图说明
下面结合附图对本发明作进一步的说明。
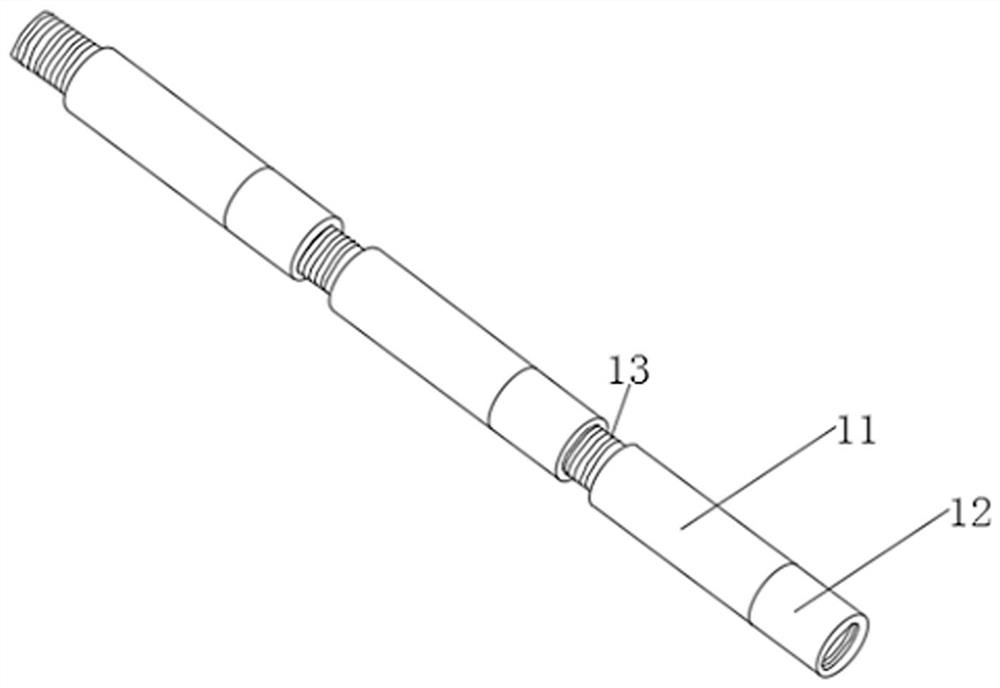
图1是本发明电缆保护管的结构示意图;
图2是本发明的连接组件一的侧视图;
图3是本发明的连接组件二的侧视图;
图4是本发明的连接组件三的侧视图;
图5是本发明的中间层三的侧视图;
图6是本发明的内壁层一、内壁层二和内壁层三的结构示意图。
图中:11、连接组件一;12、连接组件二;13、连接组件三;111、内壁层一;112、中间层一;113、外表层一;121、内壁层二;122、中间层二;123、外表层二;131、内壁层三;132、中间层三;133、外表层三;1321、连接环;1322、加强筋一;1323、加强筋二。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
请参阅图1-图6所示,本发明为一种高强度耐高温电缆保护管,包括连接组件一11,连接组件一11的一侧连接有连接组件二12,连接组件一11的另一侧连接有连接组件三13;连接组件一11包含内壁层一111,内壁层一111的外表面上设置有中间层一112,中间层一112的外表面上设置有外表层一113;连接组件二12包含内壁层二121,内壁层二121的外表面上设置有中间层二122,中间层二122的外表面上设置有外表层二123;连接组件三13包含内壁层三131,内壁层三131的外表面上设置有中间层三132,中间层三132的外表面上设置有外表层三133。
内壁层一111和内壁层三131的内径大小相同,内壁层二121的内壁上设置有均匀的内螺纹,外表层三133的外表面上设置有均匀的外螺纹,内壁层二121与外表层三133的长度相同,内壁层一111和内壁层二121的外径大小相同,外表层二123与外表层一113的内、外径大小均相同。
中间层三132包含连接环1321,连接环1321的外表面上设置有若干个呈环形阵列排布的加强筋一1322,连接环1321的内壁上设置有若干个呈环形阵列排布的加强筋二1323,中间层三132为一体成型结构,内壁层一111、内壁层二121和内壁层三131为一体成型结构,中间层一112和中间层二122均是通过中间层三132的横截面结构放大两倍得到的,并且满足条件:中间层二122和中间层三132的长度相同,中间层一112和中间层二122为一体成型结构,外表层一113和外表层二123为一体成型结构。
实施例1
一种高强度耐高温电缆保护管的制备工艺,包括以下步骤:
S1、制备结合剂、预备料一、预备料二和预备料三;
S2、向模具一内填充预备料一,制得内壁层一111、内壁层二121和内壁层三131,得到内管本体,模具一是按照内壁层一111、内壁层二121和内壁层三131的模型制备的模具;
S3、将内管本体置于模具二内部,然后向模具二内填充预备料二,制得半成品;模具二是按照中间层一112、中间层二122和中间层三132的模型制备的模具,半成品即为内壁层一111、内壁层二121、内壁层三131、中间层一112、中间层二122和中间层三132组成的整体;
S4、向模具三内填充预备料三,制得外表层一113、外表层二123和外表层三133,得到外管本体;模具三是按照外表层一113、外表层二123和外表层三133的模型制备的模具;
S5、将外管本体的内壁上与半成品的外壁上涂抹上结合剂,并将结合剂涂抹均匀,然后将外管本体套接在半成品的外表面上,并通过结合剂将外管本体的内壁与半成品的外壁紧密贴合,最后放置于烘箱内进行烘干固化,取出后车出内外螺纹,即得成品;由于外表层一113和外表层二123为一体成型结构,因此外管本体中外表层一113和外表层二123一体成型,外表层三133是单独成型的,所以在S5的具体操作过程中,外表层三133与外表层一113和外表层二123组成的整体需要分别进行涂抹结合剂,烘干时间为40min,烘干温度为110℃。
S1中的预备料一为CPVC树脂,预备料二为弹性体橡胶型CPE和无碱玻璃纤维按照质量比20:1混合均匀制得,其中,无碱玻璃纤维需要预先进行切碎,使得其在弹性体橡胶型CPE的混匀效果更好,可以更好的起到提升中间层一112、中间层二122和中间层三132的机械性能的作用。
S1中的预备料三通过以下步骤制得:
按照重量份称取等规聚丙烯树脂70份、嵌段共聚聚丙烯6份、超高分子量聚乙烯树脂20份、增塑剂8份、抗氧剂1份、光稳定剂1份、超细二氧化钼3份、氧化铬超细粉3份和润滑剂4份,将称取的各组份加入混合机中混合搅拌均匀,混合的搅拌速度为650rpm,混合的温度为95℃,混合时间为15min,即得预备料三成品,光稳定剂为苯并三唑类紫外吸收剂;抗氧剂为受阻酚类抗氧剂;润滑剂为硅油与石蜡重量组份比例为1:2的混合物,增塑剂为柠檬酸酯。
实施例2
一种高强度耐高温电缆保护管的制备工艺,包括以下步骤:
S1、制备结合剂、预备料一、预备料二和预备料三;
S2、向模具一内填充预备料一,制得内壁层一111、内壁层二121和内壁层三131,得到内管本体,模具一是按照内壁层一111、内壁层二121和内壁层三131的模型制备的模具;
S3、将内管本体置于模具二内部,然后向模具二内填充预备料二,制得半成品;模具二是按照中间层一112、中间层二122和中间层三132的模型制备的模具,半成品即为内壁层一111、内壁层二121、内壁层三131、中间层一112、中间层二122和中间层三132组成的整体;
S4、向模具三内填充预备料三,制得外表层一113、外表层二123和外表层三133,得到外管本体;模具三是按照外表层一113、外表层二123和外表层三133的模型制备的模具;
S5、将外管本体的内壁上与半成品的外壁上涂抹上结合剂,并将结合剂涂抹均匀,然后将外管本体套接在半成品的外表面上,并通过结合剂将外管本体的内壁与半成品的外壁紧密贴合,最后放置于烘箱内进行烘干固化,取出后车出内外螺纹,即得成品;由于外表层一113和外表层二123为一体成型结构,因此外管本体中外表层一113和外表层二123一体成型,外表层三133是单独成型的,所以在S5的具体操作过程中,外表层三133与外表层一113和外表层二123组成的整体需要分别进行涂抹结合剂,烘干时间为40min,烘干温度为110℃。
S1中的预备料一为CPVC树脂,预备料二为弹性体橡胶型CPE和无碱玻璃纤维按照质量比20:1混合均匀制得,其中,无碱玻璃纤维需要预先进行切碎,使得其在弹性体橡胶型CPE的混匀效果更好,可以更好的起到提升中间层一112、中间层二122和中间层三132的机械性能的作用。
S1中的预备料三通过以下步骤制得:
按照重量份称取等规聚丙烯树脂80份、嵌段共聚聚丙烯8份、超高分子量聚乙烯树脂24份、增塑剂10份、抗氧剂2份、光稳定剂2.5份、超细二氧化钼5份、氧化铬超细粉5份和润滑剂5份,将称取的各组份加入混合机中混合搅拌均匀,混合的搅拌速度为700rpm,混合的温度为97.5℃,混合时间为18min,即得预备料三成品,光稳定剂为苯并三唑类紫外吸收剂;抗氧剂为受阻酚类抗氧剂;润滑剂为硅油与石蜡重量组份比例为1:2的混合物,增塑剂为柠檬酸酯。
实施例3
一种高强度耐高温电缆保护管的制备工艺,包括以下步骤:
S1、制备结合剂、预备料一、预备料二和预备料三;
S2、向模具一内填充预备料一,制得内壁层一111、内壁层二121和内壁层三131,得到内管本体,模具一是按照内壁层一111、内壁层二121和内壁层三131的模型制备的模具;
S3、将内管本体置于模具二内部,然后向模具二内填充预备料二,制得半成品;模具二是按照中间层一112、中间层二122和中间层三132的模型制备的模具,半成品即为内壁层一111、内壁层二121、内壁层三131、中间层一112、中间层二122和中间层三132组成的整体;
S4、向模具三内填充预备料三,制得外表层一113、外表层二123和外表层三133,得到外管本体;模具三是按照外表层一113、外表层二123和外表层三133的模型制备的模具;
S5、将外管本体的内壁上与半成品的外壁上涂抹上结合剂,并将结合剂涂抹均匀,然后将外管本体套接在半成品的外表面上,并通过结合剂将外管本体的内壁与半成品的外壁紧密贴合,最后放置于烘箱内进行烘干固化,取出后车出内外螺纹,即得成品;由于外表层一113和外表层二123为一体成型结构,因此外管本体中外表层一113和外表层二123一体成型,外表层三133是单独成型的,所以在S5的具体操作过程中,外表层三133与外表层一113和外表层二123组成的整体需要分别进行涂抹结合剂,烘干时间为40min,烘干温度为110℃。
S1中的预备料一为CPVC树脂,预备料二为弹性体橡胶型CPE和无碱玻璃纤维按照质量比20:1混合均匀制得,其中,无碱玻璃纤维需要预先进行切碎,使得其在弹性体橡胶型CPE的混匀效果更好,可以更好的起到提升中间层一112、中间层二122和中间层三132的机械性能的作用。
S1中的预备料三通过以下步骤制得:
按照重量份称取等规聚丙烯树脂95份、嵌段共聚聚丙烯10份、超高分子量聚乙烯树脂28份、增塑剂12份、抗氧剂3份、光稳定剂4份、超细二氧化钼8份、氧化铬超细粉8份和润滑剂6份,将称取的各组份加入混合机中混合搅拌均匀,混合的搅拌速度为700rpm,混合的温度为100℃,混合时间为20min,即得预备料三成品,光稳定剂为苯并三唑类紫外吸收剂;抗氧剂为受阻酚类抗氧剂;润滑剂为硅油与石蜡重量组份比例为1:2的混合物,增塑剂为柠檬酸酯。
其中,S1中的结合剂通过以下步骤制得:
步骤一、将三氯化铝和四氯化碳加入反应釜中,边搅拌边加入硝基苯,然后加入铜锡合金粉和盐酸,反应后升温至反应液沸腾,接着冷却至室温并调节反应液pH值为10-11,最终在去离子水中回流,制得中间体1溶液;
步骤二、将顺丁烯二酸酐和甲苯进行加热溶解并加入对三乙胺、二甲基甲酰胺、2,6-二叔丁基苯酚和中间体1溶液,回流反应3-4h,制得中间体2;
步骤三、中间体2、盐酸羟胺、乙醇溶液混合搅拌并加入氢氧化钠,反应后升温进行回流,然后加入盐酸溶液进行反应,制得中间体3,反应后将其溶于乙腈溶液中,再加入锌粉和浓盐酸,进行反应后,降温至0-10℃,加入氨水和氢氧化钠溶液,制得中间体3;
步骤四、将新戊二醇和炔丙氧基侧基对酚醛型氰酸酯加入反应釜中,通入氮气保护,加入中间体3进行反应,制得中间体4,将中间体4和环氧树脂加入反应釜中,通入氮气保护,进行反应后,滴加二丁基二月桂酸锡,继续反应,并加入固化剂,混合均匀后制得结合剂成品。
其中,步骤一中,三氯化铝、四氯化碳、硝基苯、铜锡合金粉和盐酸的用量比为12g:20g:9g:5g:10mL;pH值为10-11的反应液与去离子水的用量比为1mL:20mL;盐酸溶液为质量分数为36%的浓盐酸;
步骤二中,顺丁烯二酸酐、甲苯、对三乙胺、二甲基甲酰胺、2,6-二叔丁基苯酚和中间体1溶液的用量比为2mol:0.002g:10g:0.2g:1mol:2mol;
步骤三中,中间体2、盐酸羟胺、乙醇溶液和氢氧化钠的用量比为5g:4g:20mL:40mL;乙醇溶液的质量分数为80%,盐酸溶液的质量分数为12%,中间体3、乙腈溶液、锌粉、浓盐酸、氨水和氢氧化钠的用量比为0.2mol:1mol:0.3g:20mL:10mL:50mL,浓盐酸的质量分数为37%,氨水的质量分数为25%,两处添加的氢氧化钠均为质量分数为15%的氢氧化钠溶液;
步骤四中,炔丙氧基侧基对酚醛型氰酸酯指的是通过重氮偶合反应在酚醛型氰酸酯树脂的一侧接入含对炔丙氧基苯基得到的化合品,新戊二醇、炔丙氧基侧基对酚醛型氰酸酯和中间体3的用量摩尔比为1:2:1,中间体4、环氧树脂、二丁基二月桂酸锡和固化剂的用量比为7g:3g:0.04mL:2g,固化剂为1,3-环己二甲胺。
在本发明的描述中,需要理解的是,术语“上”、“下”、“左”、“右”等指示方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以及特定的方位构造和操作,因此,不能理解为对本发明的限制。此外,“第一”、“第二”仅由于描述目的,且不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。因此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者多个该特征。本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”“相连”“连接”等应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接连接,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
以上对本发明的一个实施例进行了详细说明,但所述内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明申请范围所作的均等变化与改进等,均应仍归属于本发明的专利涵盖范围之内。
- 一种高强度耐高温电缆保护管及其制备工艺
- 一种高强度耐高温CPVC电缆保护管局部加热装置