小吐司及其制备工艺
文献发布时间:2023-06-19 18:25:54
技术领域
本发明涉及吐司加工技术领域,具体涉及一种小吐司及其制备工艺。
背景技术
面包,是以小麦粉为主要原料,以酵母、鸡蛋、油脂、糖、盐等为辅料,加水调制成面团,经过分割、成形、醒发、焙烤、冷却等过程加工而成的焙烤食品,已成为风靡全球的美食。吐司面包是面包众多种类中的一种,经过反复折叠以后,形成一层一层的面皮,烘烤的时候,面皮会一层层舒展开来,成为香酥的吐司面包。由于在成形时需要反复折叠与压薄多次,整形时间长了易导致酥层与面团的软硬度相差较大,且面团内由于机械作用失去大部分气体,面团变得硬脆,尤其是在后期的折叠与压薄过程,易出现面层破损、面筋组织受损。另,现有的酥皮机在开酥操作时依赖程序控制电机正反转,无法自主控制正反转且对电机寿命有负面影响。
发明内容
鉴于现有技术的不足,本发明所要解决的技术问题是提供一种小吐司及其制备工艺,组织均匀细腻,柔软酥松,层叠分明。
为解决上述技术问题,本发明采用的技术方案是:
小吐司制备工艺,具体包括如下步骤:
S1、打面:先将鸡蛋、糖浆、冰水、炼乳和小料加入搅拌缸,慢速搅拌均匀;再加入面粉、奶粉、糖粉和酵母,先慢速搅拌均匀再快速搅拌至面团面筋开始扩展;接着加入食盐和黄油,先慢速搅拌均匀在快速搅拌至面筋完全扩展;
S2、切割压平、装膜与冷冻;
S3、解冻:室温解冻,面团用手摸时缓慢下塌;
S4、开酥:利用压面机对每个面团进行压面处理,然后每个面团上放一片片状卡仕达,反复折叠与压薄得到8-10层酥层面团,然后利用酥皮机开酥至宽度为24cm~30cm厚度为1.2cm~1.5cm的坯皮;
S5、成型、装盘、装车与醒发:取步骤S4制得的坯皮,两两叠层,接头需压平接整齐,避免成型时叠层外翻现象,成型厚度*宽度*长度为2.5cm~3cm*2.5cm~3cm*4cm~5cm;醒发室度35℃~38℃,湿度60%~80%;
S6、烘烤、脱模、冷却。
优选地,所述打面结束后面团温度不超过26℃。
优选地,所述步骤S2切割后每个面团的重量为7kg±0.1kg,步骤S5成型后面皮克重58g~60g。
优选地,所述步骤S2的装膜叠法为:薄膜平放整齐,面团四角拉平,中间不得凸出,薄膜两侧对叠时,面团不得有外漏现象。
优选地,所述步骤S2的冷冻温度为零下15度到零下十度,冷冻时间12小时。
优选地,所述步骤S4的片状卡仕达与面团两侧间隙不得超过1cm,片状卡仕达的软硬度与面团软硬度相当。
优选地,所述步骤S5的醒发大小为1.3倍~1.5倍。
优选地,所述烘烤的上火温度180℃~185℃,下火温度210℃~215℃,烘烤时间10min~15min。
优选地,所述步骤S4在反复折叠与压薄过程中每一次折叠后均先置于温度10℃~15℃、湿度70%~75%相对湿度的环境下松弛15min~20min。
优选地,所述步骤S4的酥皮机包括驱动电机以及分别伸入驱动机箱内的第一主动轴、第二主动轴和主动轴,所述主动轴与驱动电机之间通过离合机构传动连接,所述主动轴外活动套设有滑套,所述滑套与第一主动轴和第二主动轴之间通过传动齿轮组传动连接,所述驱动机箱内还设有用于限制滑套周向旋转的限位组件以及用于控制所述限位组件与离合机构的操作条。
与现有技术相比,本发明具有以下有益效果:
本发明小吐司制备工艺包括打面、切割压平、装膜、冷冻、解冻、开酥、成型、醒发与烘烤等工序,打面时要求控制加料顺序及各阶段的搅拌速度和程度,使得面筋完全扩展且打面结束后温度不超过26℃,可避免不正常的酸味,面团具有良好的弹性与延展性,能够在冷冻发酵时具有优异的持气能力,更便于反复折叠与压薄操作;进一步地,本发明再反复折叠与压薄操作次间采用松弛步骤,有利于面团重新产气,避免多次折叠与压薄操作后期面团硬脆以及面筋组织受损的现象,从而制得组织均匀细腻、柔软酥松,层叠分明的小吐司面包。
本发明开酥时通过离合机构实现驱动电机不停转也不变向情况下改变主动轴及第一皮带机和第二皮带机的顺时针旋转与逆时针旋转,本发明通过限位组件在工作状态切换过程中进给使得滑套上的限位销进入限位槽内,以避免工作状态切换过程中滑套发生周向旋转而只能够进行轴向滑移、改变主动轴与皮带机的传动位置,并且在切换到位后离开限位槽而不干涉滑套随主动轴的周向旋转。而且,本发明的限位组件和离合机构均由操作条驱使控制,用户操作方便,且能够自主择机切换。另,通过纠偏机构和编码器可使得限位销与限位槽相对能够顺利进入限位槽。
附图说明
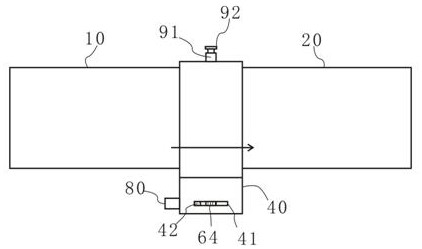
图1为本发明酥皮装置俯视图。
图2为本发明第一工作状态下驱动机箱内部结构示意图。
图3为本发明第一工作状态下滑套、限位组件与离合机构结构示意图。
图4为本发明第二工作状态下驱动机箱内部结构示意图。
图5为本发明第二工作状态下滑套、限位组件与离合机构结构示意图。
图6为本发明第一工作状态至第二工作状态的切换起始限位组件与限位销关系图。
图7为本发明第一工作状态至第二工作状态的切换过程中限位组件与滑套关系图。
图8为本发明操作条与离合机构正视图。
图9为本发明滑套剖视图。
图10为本发明纠偏机构结构示意图。
具体实施方式
本实施例提供一种小吐司制备工艺,具体包括如下步骤:
S1、打面:按配方先将鸡蛋、糖浆、冰水、炼乳和小料加入搅拌缸,慢速搅拌均匀;再加入面粉、奶粉、糖粉和酵母,先慢速搅拌均匀再快速搅拌至面团面筋开始扩展;接着加入食盐和黄油,先慢速搅拌均匀在快速搅拌至面筋完全扩展,打面结束后面团温度不超过26℃;
S2、切割压平、装膜与冷冻:切割后每个面团的重量为7kg±0.1kg,装膜叠法为:薄膜平放整齐,面团四角拉平,中间不得凸出,薄膜两侧对叠时,面团不得有外漏现象;冷冻温度为零下15度到零下十度,冷冻时间12小时;
S3、解冻:室温解冻,面团用手摸时缓慢下塌;
S4、开酥:利用压面机对每个面团进行压面处理,宽35cm高3cm,然后每个面团上放一片片状卡仕达,片状卡仕达与面团两侧间隙不得超过1cm,片状卡仕达的软硬度与面团软硬度相当,压面用力应均匀,应全面过杆,不得暴馅,反复折叠与压薄得到9层酥层面团,截面层油是否与中间的截面层油大小一致;在反复折叠与压薄过程中每一次折叠后均先置于温度10℃、湿度70%相对湿度的环境下松弛15min;然后利用酥皮机开酥至宽度为26cm厚度为1.5cm的坯皮;
S5、成型、装盘、装车与醒发:取步骤S4制得的坯皮,两两叠层,接头需压平接整齐,避免成型时叠层外翻现象,成型厚度*宽度*长度为3cm*3cm*4.5cm,成型后面皮克重58g~60g;剔除克重偏差、成型不良的面团,将面团整齐摆放在烤盘中心位置,不得摆歪,左右两侧留空均匀,从上往下顺序摆放;醒发室度35℃~38℃,湿度60%~80%,醒发大小为1.5倍;
S6、烘烤、脱模、冷却:上火温度180℃,下火温度210℃,烘烤时间15min;出炉时颜色呈金黄色,不得发白偏黑,偏大偏小等,烤炉出口处配备温度计,产品中心温度应≥95℃。
在本实施例中,所述步骤S4的酥皮机包括包括机架及设置在机架左右两侧的第一皮带机10和第二皮带机20,第一皮带机10和第二皮带机20之间的机架上设有压饼机构和驱动机箱40,如图1-10所示。
在本实施例中,所述第一皮带机10包括第一主动轴,所述第二皮带机20包括第二主动轴,所述第一主动轴和第二主动轴分别转动安装在机架上且第一主动轴和第二主动轴分别穿入驱动机箱40内,所述第一主动轴的穿入驱动机箱40内的一端固定套接有相互间隔的第一大齿轮11和第一小齿轮12,所述第二主动轴的穿入驱动机箱40内的一端固定套接有相互间隔的第二大齿轮21和第二小齿轮22,第一大齿轮11和第二大齿轮21在同一侧且相互错位设置,所述第一小齿轮12和第二小齿轮22在同一侧且相互错位设置,第一大齿轮11与第二大齿轮21的轴向间距与第一小齿轮12与第二小齿轮22的轴向间距相同,第一大齿轮11和第二大齿轮21的规格相同,第一小齿轮12和第二小齿轮22的规格相同。
在本实施例中,所述压饼机构包括下辊组和上辊组,上辊组与下辊组之间通过皮带传动连接,所述下辊组包括主动轴30及固定套装在主动轴30上的下辊轮,所述主动轴30的一端穿入驱动机箱40内且所述主动轴30的穿入驱动机箱40内的一端外活动套设有滑套50,所述滑套50上固定套装有第一主动齿轮51和第二主动齿轮52,所述第一主动齿轮51与第一大齿轮11和第二大齿轮21相匹配,所述第二主动齿轮52与第一小齿轮12和第二小齿轮22相匹配,在第一工作状态下第一主动齿轮51与第一大齿轮11啮合而第二主动齿轮52与第二小齿轮22啮合,酥皮从第一皮带机10向第二皮带机20慢进快出,在第二工作状态下第一主动齿轮51与第一小齿轮12啮合而第二主动齿轮52与第二大齿轮21啮合,酥皮从第二皮带机20向第一皮带机10慢进快出。第一主动齿轮51、第二主动齿轮52、第一大齿轮11、第一小齿轮12、第二大齿轮21和第二小齿轮22构成了滑套50与第一主动轴和第二主动轴之间的传动齿轮组。
为实现第一工作状态和第二工作状态的切换,所述主动轴30的穿入驱动机箱40内的一端周面上开设有螺旋导向槽,所述螺旋导向槽的轴向两端之间的轴向距离与第一大齿轮11和第二大齿轮21之间的轴向间距相同,所述滑套50内安装有与螺旋导向槽滑动配合的定位块53,当主动轴30旋转时即可带动滑套50沿主动轴30的轴向滑移,而当定位块53位于螺旋导向槽的极限位置时能够带动滑套50在轴向不动情况下周向旋转,从而实现第一工作状态或第二工作状态。
另为避免状态切换过程中滑套50发生旋转,本实施例还包括用于限制滑套50周向旋转的限位组件,所述限位组件包括固定设置在滑套50外周面上的限位销54以及位于滑套50上方的驱动机箱40内的限位座61,所述限位座61上开设有与限位销54滑动配合且横向贯穿至限位座61两端的限位槽62,所述限位座61螺纹配合于丝杆63,所述丝杆63的两端通过轴承座转动设置在驱动机箱40内且丝杆63的一端固定套接有传动齿轮64。当驱使传动齿轮64逆时针旋转则能够使得限位座61和限位槽62朝远离下辊轮的方向平移,直至限位销54离开限位槽62,此时限位组件不干涉滑套50以及第一主动齿轮51和第二主动齿轮52旋转;而当驱使传动齿轮64顺时针旋转则能够使得限位座61和限位槽62朝靠近下辊轮的方向平移,直至限位销54离开限位槽62,此时限位组件不干涉滑套50以及第一主动齿轮51和第二主动齿轮52旋转。而且,当限位销54在限位槽62内滑动时,滑套50沿主动轴30轴向滑移而旋转受限。
为实现驱使传动齿轮64旋转,本实施例在驱动机箱40上还设置有操作轨道41及滑动设置在操作轨道41上的操作条42,所述操作条42对应位于传动齿轮64上方且与丝杆63垂直设置,所述操作条42底部设有与传动齿轮64啮合的传动齿条,当操作条42沿操作轨道41滑动并与传动齿轮64啮合传动则带动传动齿轮64旋转。
另外,本实施例的驱动机箱40内还设有离合机构,所述主动轴30通过离合机构与驱动电机80传动连接。所述离合机构包括驱动锥轮75、传动轴71、第一转向锥轮组73、第二转向锥轮组74、摩擦轮组72和拨杆76,所述驱动锥轮75固定套装在主动轴30末端,所述传动轴71同轴连接在驱动电机80的输出轴上,所述第一转向锥轮组73和第二转向锥轮组74分别周向转动而轴向固定安装在传动轴71上并分别与驱动锥轮75啮合连接,所述摩擦轮组72周向固定而轴向活动安装在传动轴71上,所述摩擦轮组72位于第一转向锥轮组73和第二转向锥轮组74之间,所述拨杆76固定设置在摩擦轮组72上并与操作条42固定连接,通过滑动操作条42即可拨动摩擦轮组72,使摩擦轮组72与第一转向锥轮组73和第二转向锥轮组74均分离状态,此时主动轴30和滑套50不转;而当使摩擦轮组72与第一转向锥轮组73摩擦制动而带动第一转向锥轮组73旋转,进而带动驱动锥轮75和主动轴30顺时针转动,第一皮带机10和第二皮带机20处于第一工作状态;当使摩擦轮组72与第二转向锥轮组74摩擦制动而带动第二转向锥轮组74旋转,进而带动驱动锥轮75和主动轴30逆时针转动,第一皮带机10和第二皮带机20处于第二工作状态。
为实现平顺拨动摩擦轮组72,可以在摩擦轮组72与操作条42之间的驱动机箱40内设置与拨杆76滑动配合或滚动配合的滑杆43,进一步还可以在摩擦轮组72的与传动轴71的配合面设置滚珠。
在本实施例中,所述操作轨道41分为位于中间处用于与传动齿轮64啮合作用的传动位以及两个位于操作轨道41两端的制动位和两个分别在制动位和传动位之间的空档位,当操作条42从其一制动位滑至空档位时,摩擦轮组72与第一转向锥轮组73和第二转向锥轮组74均分离状态,此时系统进行监测与纠正工作使得滑套50的限位销54处在与限位槽62正对位置,因为有时工作状态切换的时机没能恰好使限位销54在与限位槽62正对位置;当操作条42继续滑至传动位并驱使传动齿轮64旋转,则能够使限位槽62朝向限位销54运动并使限位销54位于限位槽62内;接着当操作条42继续滑至另一制动位时,摩擦轮组72与第一转向锥轮组73或第二转向锥轮组74摩擦制动,从而带动主动轴30的旋转以及滑套50的平移,直至滑套50的定位块53处在螺旋导向槽极限位置时,限位销54离开限位槽62,主动轴30能够带动滑套50及其上的第一主动齿轮51和第二主动齿轮52旋转,然后带动第一皮带机10和第二皮带机20反向运转。即,用户只需操作操作条42即可实现离合与换向操作。
在本实施例中,当操作条42滑至空档位时,系统进行监测与纠正流程,具体地:所述主动轴30的远离驱动机箱40的另一端安装有纠偏齿轮92以及与PLC控制器电连接的编码器91,通过编码器91可以监测上一工作状态结束时滑套50的角位移,便于分析纠正角度。系统设定限位销54与限位槽62对应位置处于第一工作状态或第二工作状态的起始位置。当监测到滑套50没有旋转至起始位置,则驱使纠偏机构对纠偏齿轮92做功以使限位销54与限位槽62相对。
本实施例的纠偏机构包括纠偏架、平移电机95、升降电机93、升降座94和两个纠偏齿条98,所述纠偏架固定安装在纠偏齿轮92下方的机架上,所述升降电机93固定设置在纠偏架底部并与升降丝杆96相连接,所述升降座94螺纹配合在升降丝杆96上,所述平移电机95固定设置在升降座94上并与平移丝杆97相连接,两个纠偏齿条98螺纹配合在平移丝杆97上且分设在纠偏齿轮92两侧,所述平移电机95与升降电机93分别与PLC控制器电连接。在初始状态下,两个纠偏齿条98与纠偏齿轮92相分离而不干涉主动轴30旋转,而当监测分析出对主动轴30的纠正方向与纠正角度后,先平移电机95动作使相应侧的纠偏齿条98靠向纠偏齿轮92,再升降电机93动作使纠偏齿条98带动纠偏齿轮92旋转相应角度,最后平移电机95和升降电机93依次反向动作、复位。升降丝杆96与平移丝杆97相错设置,优选地,升降丝杆96位于平移丝杆97的远离编码器91一侧。
以上显示和描述了本发明创造的基本原理和主要特征及本发明的优点,本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明创造精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内,本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种阿胶吐司面包及其制备工艺
- 大豆分离蛋白的制备工艺及制备的大豆小肽和工艺