一种飞机操纵系统凸轮圆弧曲面磨损激光熔覆修复方法
文献发布时间:2023-06-19 09:23:00
技术领域
本发明涉及飞机零件修复领域,具体是一种飞机操纵系统凸轮圆弧曲面磨损激光熔覆修复方法。
背景技术
飞机操纵系统凸轮安装于前起落架上方,用于在前起落架放下时,将脚蹬的动作传给液压机构的配油装置,用以获得最佳的机轮偏转角,以使飞机在起飞和着陆滑跑过程中保持方向,在滑动中具有良好的机动性。在前起落架收上时将液压系统与方向舵操纵系统断开,并将其锁在中立位置。随着飞机服役时间延长,凸轮圆弧曲面在长期工作过程中受到不同程度磨损超差,并处于腐蚀环境下,磨损超差越来越大,特别是凸轮制造工艺复杂,价值较高,单件报废会导致整个凸轮机构报废,经济损失极大。开展损伤再制造修复,并对其疲劳性能进行评估表征,以确保修复可行性和可靠性,可解决生产备件问题、节约大量修理成本,同时保证飞机寿命期内安全使用要求。
一般的修复区域主要是平面、非工作面类没有过多约束关系的区域,但针对飞机操纵系统具有一定输入输出非线性关系凸轮圆弧表面磨损的修复技术尚属空白。本发明采用激光熔覆技术修复凸轮的圆弧曲面,保证修理后的圆弧曲面满足各项技术指标,尤其指出轴承通过输入和输出摇杆在圆弧曲面上运动,须满足一定的非线性输入输出关系,从而准确的控制执行机构。
发明内容
为了解决上述问题,本发明提出一种飞机操纵系统凸轮圆弧曲面磨损激光熔覆修复方法。
一种飞机操纵系统凸轮圆弧曲面磨损激光熔覆修复方法,其具体步骤如下:
S1:损伤分布检查:对损伤部位缺陷的尺寸、分布和表现形式进行计量,确定需要打磨去除的损伤材料,并对修理区域进行标识,同时标示磨损量;
S2:修理设计:零件的主要失效模式为磨损需修理尺寸增量较薄,计划选用激光熔覆技术,对零件进行局部修理;
S3:工艺材料分析:确定填充材料的依据主要是从修理后的技术指标、修理位置的原始性能与功能、相关焊接或修理标准、填充材料所具备的性能和功能类方面进行衡量,以及选取修理材料GH4169,完成缺陷修补;
S4:通过激光熔覆修复;
S5:修理后打磨修整:修理后对修理后的零件进行尺寸恢复和圆弧曲面外形修理,从而满足图样的尺寸和配合间隙要求;
S6:打磨后检查:用无损检测和放大镜检查修理表面,不允许有起层和裂缝,表面粗糙度达到Ra0.32μm;
S7:装配检查:轴承与修理部位圆弧曲面间隙符合要求0.05~0.16mm;
S8:运动检查:轴承灵活转动,自由转动,且无卡滞,且满足非线性关系。
所述的步骤S1的检查主要是采用无损检测和放大镜检查方法。
所述的步骤S4激光熔覆修复的具体工艺参数如下:
激光熔覆设备:激光熔覆成套设备2KW的IPG激光器、库卡机器人类;
载气:99.999%高纯氩气;
粉末成分:Mo:2.8~3.3;Cr:17~21;Ni:50~55;Nb:5~5.5;Al:0.3~0.7;Ti:0.75~1.15;Fe:余;
粉末规格:53~150μm;
激光功率:1000~1200W;
扫描速度:8~10mm/s;
送粉器读数:low%;
载粉气:380~400L/h;
搭接率:40~50%;
光斑直径1.5~2.5mm;
所述的步骤S5采用机械加工及手工打磨相结合的方式修整。
所述的步骤S8的非线性关系为输入摇杆与输出摇杆的偏转角关系,公式为β=f(Y)。
本发明的有益效果是:本发明解决了圆弧曲面非线性关系的修理难题,填补了基于非线性关系圆弧曲面修理的技术空白,相对于传统技术有显著的技术进步;通过对修理后凸轮的使用情况跟踪,验证了所采用的修理方法和工艺安全可靠,对提高凸轮质量和降低成本有显著的作用。
附图说明
下面结合附图和实施例对本发明进一步说明。
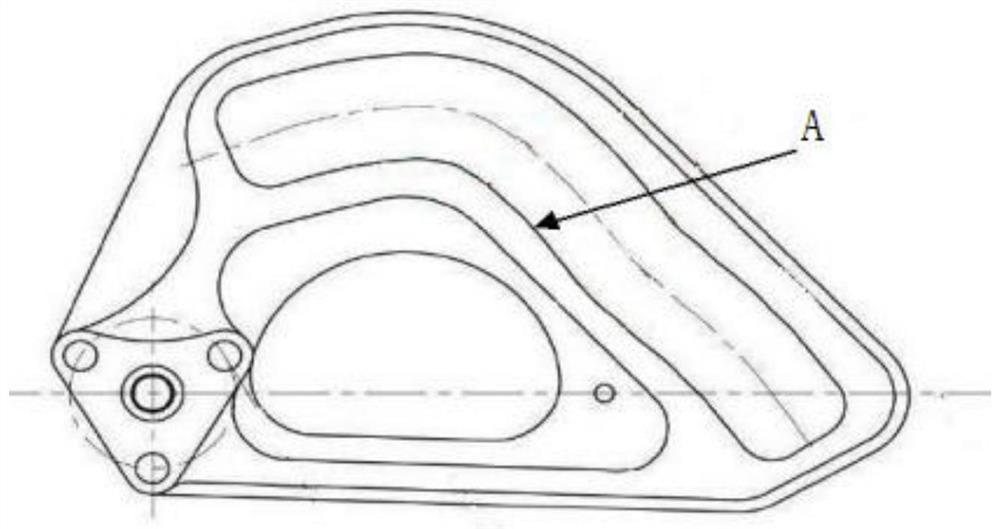
图1为本发明的待修圆弧曲面示意图;
图2为本发明的输入摇杆与输出摇杆关系曲线示意图。
具体实施方式
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面对本发明进一步阐述。
如图1和图2所示,一种飞机操纵系统凸轮圆弧曲面磨损激光熔覆修复方法,其具体步骤如下:
S1:损伤分布检查:对损伤部位缺陷的尺寸、分布和表现形式进行计量,确定需要打磨去除的损伤材料,并对修理区域进行标识,同时标示磨损量;
S2:修理设计:零件的主要失效模式为磨损,主要产生原因为使用过程中的正常损耗,由于损伤区域较小且相对分散,需修理尺寸增量较薄,计划选用激光熔覆技术,对零件进行局部修理;
S3:工艺材料分析:确定填充材料的依据主要是从修理后的技术指标、修理位置的原始性能与功能、相关焊接或修理标准、填充材料所具备的性能和功能类方面进行衡量,以及选取修理材料GH4169,完成缺陷修补;
S4:通过激光熔覆修复;
S5:修理后打磨修整:修理后对修理后的零件进行尺寸恢复和圆弧曲面外形修理,从而满足图样的尺寸和配合间隙要求;
S6:打磨后检查:用无损检测和放大镜检查修理表面,不允许有起层和裂缝,表面粗糙度达到Ra0.32μm;
S7:装配检查:轴承与修理部位圆弧曲面间隙符合要求0.05~0.16mm;
S8:运动检查:轴承灵活转动,自由转动,且无卡滞,且满足非线性关系。
所述的步骤S1的检查主要是采用无损检测和放大镜检查方法。
凸轮修理前,根据凸轮的使用环境及凸轮圆弧曲面的使用要求,编制了修理技术方案,方案中确定了采用激光熔覆工艺方法修理,修理后的凸轮圆弧曲面应满足的具体技术指标:
(1)焊接后修理表面应均匀、连续,两侧平滑过渡;
(2)修理表面满足粗糙度Ra0.32μm相关要求;
(3)零件修理后经磁粉探伤,检查无裂纹;
(4)轴承在修后的圆弧曲面运动应灵活无卡滞;
(5)轴承与修理部位圆弧曲面间隙符合要求0.05~0.16mm;
(6)修理后圆弧曲面满足规定的非线性关系。
所述的步骤S4激光熔覆修复的具体工艺参数如下:
激光熔覆设备:激光熔覆成套设备2KW的IPG激光器、库卡机器人类;
载气:99.999%高纯氩气;
粉末成分:Mo:2.8~3.3;Cr:17~21;Ni:50~55;Nb:5~5.5;Al:0.3~0.7;Ti:0.75~1.15;Fe:余;
粉末规格:53~150μm;
激光功率:1000~1200W;
扫描速度:8~10mm/s;
送粉器读数:low%;
载粉气:380~400L/h;
搭接率:40~50%;
光斑直径1.5~2.5mm;
所述的步骤S5采用机械加工及手工打磨相结合的方式修整。
针对传统氩弧焊修复力学性能差,可靠性低的问题,利用激光熔覆技术尺寸精度高、热影响区小、工件变形量非常小,组织均匀、力学性能稳定类特点,提出本发明,确定激光修复圆弧曲面的区域及过渡方式,合理设计工艺验证方案,确保激光修复后抗拉强度、冲击韧性及疲劳性能类指标达到使用要求。
图1中的附图标记A为待修圆弧面,结合图2所示,所述的步骤S8的非线性关系为输入摇杆与输出摇杆的偏转角关系,公式为β=f(Y),如下表:
输入摇杆(序号10)和输出摇杆(序号11)偏转角关系曲线
本发明解决了圆弧曲面非线性关系的修理难题,填补了基于非线性关系圆弧曲面修理的技术空白,相对于传统技术有显著的技术进步;通过对修理后凸轮的使用情况跟踪,验证了所采用的修理方法和工艺安全可靠,对提高凸轮质量和降低成本有显著的作用。
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其类效物界定。
- 一种飞机操纵系统凸轮圆弧曲面磨损激光熔覆修复方法
- 一种用于自由曲面表面修复的激光熔覆扫描路径获取方法