一种滚筒式水溶膜包装机
文献发布时间:2023-06-19 09:33:52
技术领域
本发明涉及凝珠球生产设备技术领域,特别涉及一种滚筒式水溶膜包装机。
背景技术
凝珠机是一种专门针对洗衣粉、洗碗块、洗衣液、农药、非水体系油剂、化学品的单独定量包装而开发的一款高速自动包装机,具有良好地薄膜和液体剂适应性。对季节性开机使用更易维护和保养。特别适用于农药乳油制剂、高浓缩洗衣液、化工油性制剂、其他非水体系的小剂量定量包装。是企业产品升级的首选包装方式。
传统的凝珠机只能对凝珠球进行批量包装,无法实现集定量灌装、伺服横切、连续纵切、自动覆水和输送传递于一体的自动化生产,生产效率有限,无法达到大规模生产需求。
发明内容
本发明的目的在于提供一种滚筒式水溶膜包装机,以解决现有的凝珠机为半自动生产,生产效率有限,无法达到大规模生产需求的问题。
为解决上述技术问题,本发明提供一种滚筒式水溶膜包装机,包括底膜放卷装置、第一张力检测装置、底膜预热装置、一体式成型模具、定量灌装装置、伺服横切装置、连续纵切装置、上膜覆水装置、第二张力检测装置、上膜放卷装置和凝珠球输送装置;
所述底膜放卷装置上的底膜穿过所述第一张力检测装置,经过所述底膜预热装置预热后,随所述一体式成型模具的转动绕卷;
所述上膜放卷装置上的上膜穿过所述第二张力检测装置,经过所述上膜覆水装置覆水后,随所述一体式成型模具的转动绕卷;所述底膜贴合于所述一体式成型模具表面,所述上膜覆盖于所述底膜表面;
所述定量灌装装置固定安装于所述一体式成型模具顶端,通过若干个灌装头对所述一体式成型模具上的模型槽进行成排灌装;
所述伺服横切装置安装于所述一体式成型模具的一侧,通过伺服电机推动横切刀间接切割,从而实现凝珠球边缘的横向成排切割;
所述连续纵切装置安装于所述一体式成型模具的斜上方,通过若干片嵌入所述一体式成型模具纵向切槽的刀片,在所述一体式成型模具转动时,沿纵向对凝珠球边缘的纵向连续切割;
所述凝珠球输送装置位于所述一体式成型模具底部,包装完成的凝珠球,随所述凝珠球输送装置运送到外部装箱。
可选的,所述定量灌装装置的若干个灌装头外部分别通过导液管依次连接有齿轮泵和物料槽,所述齿轮泵定量将所述物料槽中的物料通过所述灌装头导入所述一体式成型模具的模型槽中。
可选的,所述一体式成型模具的中心轴通过电机齿轮组提供动力,实现不同转速旋转。
可选的,所述底膜放卷装置和所述上膜放卷装置均有制动器和启动涨紧轴组成,启动装夹底膜料卷和上膜料卷,所述制动器在跟随转动的同时,为所述底膜和所述上膜的放卷提供一定的阻力。
可选的,所述底膜预热装置底部通过滑块与框架滑动连接,通过气缸带动所述底膜预热装置沿水平方向移动,便于所述一体式成型模具的拆卸更换;所述底膜预热装置的预热滚筒中均匀安装有若干根预热管,通过所述预热管对绕卷经过所述预热滚筒的底膜进行预热。
可选的,所述一体式成型模具表面阵列分布有若干个模型槽,若干个所述模型槽的横向和纵向分别通过横刀槽和纵刀槽分割;所述一体式成型模具侧壁固定安装有若干组抽真空连接头,每个所述抽真空连接头均与其所在一排的所述模型槽底部的真空孔连通,能够将底膜吸附贴合与所述模型槽;所述一体式成型模具内部安装有若干根加热管,用于加热绕卷于所述一体式成型模具上的底膜。
可选的,所述伺服横切装置底部通过滑块与框架滑动连接,通过气缸带动所述伺服横切装置沿水平方向移动,便于所述一体式成型模具的拆卸更换;所述伺服横切装置两侧均设有封闭齿条,所述封闭齿条外圈均匀分布有若干条压条,所述封闭齿条贴合于所述一体式成型模具表面,与所述一体式成型模具同速转动,通过所述压条压住凝珠球两端后进行切割。
可选的,所述压条之间穿过有横切刀,所述横切刀在凸轮轴的作用下,沿水平方向往复运动。
可选的,所述上膜覆水装置底部通过滑块与框架滑动连接,通过气缸带动所述上膜覆水装置沿水平方向移动,便于所述一体式成型模具的拆卸更换;所述上膜覆水装置中固定连接有覆水槽,所述覆水槽中并排转动连接有覆水滚筒和挤压滚轴,所述上膜在绕卷经过所述覆水滚筒时,能够吸附所述覆水滚筒上的液体,使所述上膜和所述底膜通过液体粘合;所述挤压滚轴通过两端调节螺栓能够调节所述挤压滚轴与所述覆水滚筒之间的距离,从而调整所述覆水滚筒的覆水量。
可选的,所述凝珠球输送装置为橡胶传送带,其传送速度与所述一体式成型模具的转速匹配。
在本发明中提供了一种滚筒式水溶膜包装机,包括底膜放卷装置、第一张力检测装置、底膜预热装置、一体式成型模具、定量灌装装置、伺服横切装置、连续纵切装置、上膜覆水装置、第二张力检测装置、上膜放卷装置和凝珠球输送装置;所述底膜放卷装置上的底膜穿过所述第一张力检测装置,经过所述底膜预热装置预热后,随所述一体式成型模具的转动绕卷;所述上膜放卷装置上的上膜穿过所述第二张力检测装置,经过所述上膜覆水装置覆水后,随所述一体式成型模具的转动绕卷;所述定量灌装装置固定安装于所述一体式成型模具顶端,通过若干个灌装头对所述一体式成型模具上的模型槽进行成排灌装;所述伺服横切装置安装于所述一体式成型模具的一侧,通过伺服电机推动横切刀间接切割,从而实现凝珠球边缘的横向成排切割;所述连续纵切装置安装于所述一体式成型模具的斜上方,通过若干片嵌入所述一体式成型模具纵向切槽的刀片,在所述一体式成型模具转动时,沿纵向对凝珠球边缘的纵向连续切割;所述凝珠球输送装置位于所述一体式成型模具底部,包装完成的凝珠球,随所述凝珠球输送装置运送到外部装箱。该滚筒式水溶膜包装机实现集定量灌装、伺服横切、连续纵切、自动覆水和输送传递于一体的自动化生产,大大提高生产效率,达到大规模生产需求。
附图说明
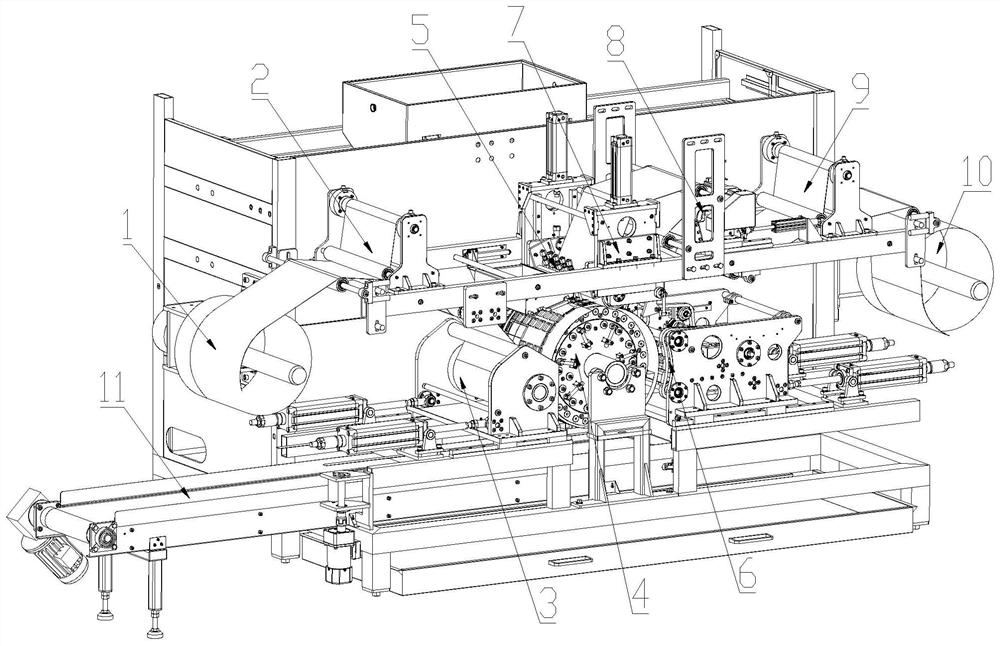
图1是本发明提供的一种滚筒式水溶膜包装机的正面结构示意图;
图2是本发明提供的一种滚筒式水溶膜包装机的背面结构示意图;
图3是本发明提供的一种滚筒式水溶膜包装机底膜预热装置的内部结构示意图;
图4是本发明提供的一种滚筒式水溶膜包装机一体式成型模具的结构示意图;
图5是本发明提供的一种滚筒式水溶膜包装机一体式成型模具的内部结构示意图。
图6是本发明提供的一种滚筒式水溶膜包装机伺服横切装置的结构示意图;
图7是本发明提供的一种滚筒式水溶膜包装机伺服横切装置的内部结构示意图;
图8是本发明提供的一种滚筒式水溶膜包装机上膜覆水装置的结构示意图;
图9是本发明提供的一种滚筒式水溶膜包装机上膜覆水装置的内部结构示意图。
具体实施方式
以下结合附图和具体实施例对本发明提出的一种滚筒式水溶膜包装机作进一步详细说明。根据下面说明和权利要求书,本发明的优点和特征将更清楚。需说明的是,附图均采用非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本发明实施例的目的。
实施例一
本发明提供了一种滚筒式水溶膜包装机,如图1和图2所示,包括底膜放卷装置1、第一张力检测装置2、底膜预热装置3、一体式成型模具4、定量灌装装置5、伺服横切装置6、连续纵切装置7、上膜覆水装置8、第二张力检测装置9、上膜放卷装置10和凝珠球输送装置11;所述底膜放卷装置1上的底膜穿过所述第一张力检测装置2,经过所述底膜预热装置3预热后,随所述一体式成型模具4的转动绕卷;所述上膜放卷装置10上的上膜穿过所述第二张力检测装置9,经过所述上膜覆水装置8覆水后,随所述一体式成型模具4的转动绕卷;所述底膜贴合于所述一体式成型模具4表面,所述上膜覆盖于所述底膜表面;所述定量灌装装置5固定安装于所述一体式成型模具4顶端,通过若干个灌装头对所述一体式成型模具4上的模型槽进行成排灌装;所述伺服横切装置6安装于所述一体式成型模具4的一侧,通过伺服电机推动横切刀间接切割,从而实现凝珠球边缘的横向成排切割;所述连续纵切装置7安装于所述一体式成型模具4的斜上方,通过若干片嵌入所述一体式成型模4纵向切槽的刀片,在所述一体式成型模具4转动时,沿纵向对凝珠球边缘的纵向连续切割;所述凝珠球输送装置11位于所述一体式成型模具4底部,包装完成的凝珠球,随所述凝珠球输送装置11运送到外部装箱,所述凝珠球输送装置11为橡胶传送带,其传送速度与所述一体式成型模具4的转速匹配。
进一步的,所述定量灌装装置5的若干个灌装头外部分别通过导液管依次连接有齿轮泵13和物料槽12,所述齿轮泵13定量将所述物料槽12中的物料通过所述灌装头导入所述一体式成型模具4的模型槽中;所述一体式成型模具4的中心轴通过电机齿轮组14提供动力,实现不同转速旋转,通过配套不同传动比的齿轮组实现所述一体式成型模具4的不同转速;所述底膜放卷装置1和所述上膜放卷装置10均有制动器和启动涨紧轴组成,启动装夹底膜料卷和上膜料卷,所述制动器在跟随转动的同时,为所述底膜和所述上膜的放卷提供一定的阻力。
具体的,如图1和图3所示,所述底膜预热装置3底部通过滑块与框架滑动连接,通过气缸带动所述底膜预热装置3沿水平方向移动,便于所述一体式成型模具4的拆卸更换;所述底膜预热装置3的预热滚筒中均匀安装有若干根预热管31,通过所述预热管31对绕卷经过所述预热滚筒的底膜进行预热。
具体的,如图4和图5所示,所述一体式成型模具4表面阵列分布有若干个模型槽41,若干个所述模型槽41的横向和纵向分别通过横刀槽42和纵刀槽43分割;所述一体式成型模具4侧壁固定安装有若干组抽真空连接头44,每个所述抽真空连接头44均与其所在一排的所述模型槽41底部的真空孔连通,能够将底膜吸附贴合与所述模型槽41;所述一体式成型模具4内部安装有若干根加热管45,用于加热绕卷于所述一体式成型模具4上的底膜。
具体的,如图1和图6所示,所述伺服横切装置6底部通过滑块与框架滑动连接,通过气缸带动所述伺服横切装置6沿水平方向移动,便于所述一体式成型模具4的拆卸更换;所述伺服横切装置6两侧均设有封闭齿条61,所述封闭齿条61外圈均匀分布有若干条压条62,所述封闭齿条61贴合于所述一体式成型模具4表面,与所述一体式成型模具4同速转动,通过所述压条62压住凝珠球两端后进行切割;进一步的,如图7所示,所述压条62之间穿过有横切刀63,所述横切刀63在凸轮轴64的作用下,沿水平方向往复运动。
具体的,如图1和图8所示,所述上膜覆水装置8底部通过滑块与框架滑动连接,通过气缸带动所述上膜覆水装置8沿水平方向移动,便于所述一体式成型模具4的拆卸更换;所述上膜覆水装置8中固定连接有覆水槽81,所述覆水槽81中并排转动连接有覆水滚筒82和挤压滚轴83,所述上膜在绕卷经过所述覆水滚筒82时,能够吸附所述覆水滚筒82上的液体,使所述上膜和所述底膜通过液体粘合;进一步的,如图9所示,所述挤压滚轴83通过两端调节螺栓84能够调节所述挤压滚轴83与所述覆水滚筒82之间的距离,从而调整所述覆水滚筒82的覆水量。
具体的,在凝珠球生产时,首先所述一体式成型模具4转动,带动所述底膜放卷装置1和所述上膜放卷装置10同时转动,所述底膜放卷装置1上的底膜经过所述底膜预热装置3预热和所述一体式成型模具4中所述加热管45加热后软化覆盖于所述一体式成型模具4表面,接着在所述抽真空连接头44以及与其连接的真空泵的抽吸作用下,所述底膜被吸附到所述模型槽41中,然后由所述定量灌装装置5对所述模型槽41进行灌装;然后由经过所述上膜覆水装置8的上膜贴合到所述底膜表面;在所述上膜覆水装置8的转动过程中,所述连续纵切装置7沿所述纵刀槽43对所述上膜和所述下膜进行连续切割,所述伺服横切装置6沿所述横刀槽42对所述上膜和所述下膜进行间接切割;切割完成后形成的凝珠球在重力作用下掉落到所述凝珠球输送装置11上,最后进行等量装箱。
上述描述仅是对本发明较佳实施例的描述,并非对本发明范围的任何限定,本发明领域的普通技术人员根据上述揭示内容做的任何变更、修饰,均属于权利要求书的保护范围。
- 一种滚筒式水溶膜包装机
- 一种新型水溶膜全自动包装机