一种球道磨削用陶瓷CBN砂轮弧形面修整方法及装置
文献发布时间:2023-06-19 09:38:30
技术领域
本发明涉及磨削用砂轮修整领域,尤其涉及一种球道磨削用陶瓷CBN砂轮弧形面修整方法及装置。
背景技术
轴承、CVT变速器、RV减速器等机械零部件均由滚珠在相应的球道中滚动实现相应的机械动作,球道的精度直接决定了相应零部件的运动精度;要保证球道的加工精度就需要对球道进行磨削加工,用于磨削球道的砂轮通常被称为球道磨砂轮。
现有的球道磨砂轮主要有普通磨料砂轮和超硬磨料砂轮两大类;以CBN超硬磨料为代表的陶瓷CBN球道磨砂轮具有寿命长、形状保持性好、磨削效率高的优点,有效解决了普通磨料砂轮的磨削效率低,精度稳定性差的问题,但是现有的陶瓷CBN球道磨砂轮也存在下述缺陷:
第一,由于陶瓷CBN球道磨砂轮的硬度高和耐磨性好的特点,因此在生产制造过程中,磨料层修整加工时,修整工具损耗严重,导致陶瓷CBN球道磨砂轮修整效率低、修整精度差等,给陶瓷CBN球道磨砂轮的生产加工带来极大困难;
第二,由于轴承、CVT变速器、RV减速器等零件规格多,不同规格零件需要使用不同尺寸形状球道磨砂轮进行修整加工,因此陶瓷CBN球道磨砂轮产品的尺寸形状各不相同;针对不同尺寸形状道磨砂轮产品,生产过程中需要频繁的调整设备,配置专用修整工具来进行加工,生产成本高、加工效率低、工艺通用性差。
发明内容
本发明的目的在于提供一种球道磨削用陶瓷CBN砂轮弧形面修整方法及装置,能够对不同外径大小、不同弧形面尺寸的被修陶瓷CBN砂轮弧形面进行高效精密修整加工,解决陶瓷CBN砂轮弧形面修整加工效率低、生产成本高、工艺通用性差的问题。
为了实现上述目的,本发明采用以下技术方案:
一种球道磨削用陶瓷CBN砂轮弧形面修整方法,包括以下步骤:
步骤1:通过标准刀柄将工具砂轮安装在工具砂轮主轴上,通过标准刀柄将被修陶瓷CBN砂轮安装在被修砂轮主轴上,使被修陶瓷CBN砂轮的弧形面的外轮廓弧线与工具砂轮相切;
步骤2:在中央处理器内设置被修砂轮主轴和工具砂轮主轴的动作参数,被修砂轮主轴和工具砂轮主轴在中央处理器的控制下,依照对应的动作参数动作,具体的,采用以下方法;
被修砂轮主轴由能够沿X轴做匀速往复运动的X轴工作台、设置在X轴工作台上能够在Y轴做匀速往复运动的Y轴工作台、设置在Y轴工作台上能够沿A轴自由转动的A轴回转台驱动,被修砂轮主轴设置在A轴回转台上;
定义被修陶瓷CBN砂轮处于竖直方向且与工具砂轮共面时,被修陶瓷CBN砂轮的中心点F的坐标为坐标原点(0,0,0);
定义被修砂轮主轴运动过程中,被修陶瓷CBN砂轮的中心点F的当前坐标为(X,Y,A);
定义被修陶瓷CBN砂轮的半径为R
定义被修陶瓷CBN砂轮的砂轮层圆弧轮廓半径为R;
定义被修陶瓷CBN砂轮的单次移动弦长为△L,即被修陶瓷CBN砂轮的加工步长为△L;
定义X轴工作台处于左端时被修陶瓷CBN砂轮的位置为初始修正位置,X轴工作台每向右动作一次,被修陶瓷CBN砂轮的修正次数加一次,当前被修陶瓷CBN砂轮的修整次数为n;
则被修砂轮主轴的动作参数,即第n次修整时,被修陶瓷CBN砂轮的中心点F的当前坐标(X,Y,A)为:
Y=(R
其中,0 被修陶瓷CBN砂轮的中心点F的运动速度和被修砂轮主轴的转速由历史经验值标定; 工具砂轮主轴由能够沿与X轴平行的V轴方向做匀速往复运动的V轴工作台驱动; 工具砂轮主轴的动作参数包括在X轴上的往复距离、运动速度和转速,由工具砂轮的厚度和历史经验值标定; 步骤3:启动机床,使被修陶瓷CBN砂轮在中央处理器的控制下动作,被工具砂轮修整,直至修整过程完成,即修整次数n等于被修陶瓷CBN砂轮的弧形面的长度与加工步长△L的比值。 一种球道磨削用陶瓷CBN砂轮弧形面修整装置,包括底座、设置在底座上的工作台、设置在工作台上的能够沿X轴做匀速往复运动的X轴工作台、设置在X轴工作台上能够在Y轴做匀速往复运动的Y轴工作台、设置在Y轴工作台上能够沿A轴自由转动的A轴回转台、设置在A轴回转台上的调整垫板、设置在调整垫板上的被修砂轮主轴、设置在被修砂轮主轴上的被修陶瓷CBN砂轮、设置在底座上的横梁、设置在横梁上的调整板、设置在调整板上的能够沿V轴做匀速往复运动的V轴工作台、设置在V轴工作台上的工具砂轮主轴、设置在工具砂轮主轴上的工具砂轮和中央处理器; 其中,X轴工作台、Y轴工作台和A轴回转台用于在中央处理器的控制下驱动被修砂轮主轴动作;V轴工作台用于在中央处理器的控制下驱动工具砂轮主轴动作。 所述的工具砂轮主轴和被修砂轮主轴的高度相同,工具砂轮主轴的轴线与A轴垂直。 所述的工具砂轮主轴和被修砂轮主轴的轴端为用于安装标准刀柄的标准锥孔结构,所述工具砂轮和被修陶瓷CBN砂轮通过标准刀柄分别设置在工具砂轮主轴和被修砂轮主轴上。 本发明的有益效果: 本发明的有益效果为: 1.本发明所述的一种球道磨削用陶瓷CBN砂轮弧形面修整装置,机床采用多轴结构,通过中央处理器控制X、Y、A三轴联动,可实现对不同尺寸大小弧型面的修整加工,设备通用性强; 2.本发明所述的一种球道磨削用陶瓷CBN砂轮弧形面修整装置,机床通过V轴的往复运动,可使工具砂轮整体面参与修整加工,从而大幅降低工具砂轮的加工损耗,提高被修陶瓷CBN砂轮的修整加工精度; 3.本发明所述的一种球道磨削用陶瓷CBN砂轮弧形面修整方法,通过展成动作,使被修陶瓷CBN砂轮弧形面加工线被转化为直线,工具砂轮沿展成直线做单轴向运动,可显著提高修整效率及加工精度; 4.本发明所述的一种球道磨削用陶瓷CBN砂轮弧形面修整方法,通过插补展成加工方法,可使用一种修整装置完成不同尺寸形状弧形面的修整加工,将极大降低修整加工成本,有利于定制化、小批量产品的生产; 5.本发明所述的一种球道磨削用陶瓷CBN砂轮弧形面修整方法,可快速得到X、Y、A三轴联动的插补运动轨迹,即被修陶瓷CBN砂轮的中心点的运动轨迹,高效完成插补程序的编制; 6.本发明所述的一种球道磨削用陶瓷CBN砂轮弧形面修整方法,还可通过调整运动轨迹的相关加工步长△L的参数值,改变插补运动轨迹的插补精度,从而有效控制被修砂轮轮廓型面的精度。 附图说明 为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。 图1为本发明的结构示意图; 图2为本发明原理示意图; 图3为本发明中工具砂轮和被修陶瓷CBN砂轮的运动轨迹示意图。 具体实施方式 下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。 如图2和图3所示:本发明所述的一种球道磨削用陶瓷CBN砂轮弧形面修整方法,包括以下步骤: 步骤1:通过标准刀柄将工具砂轮12安装在工具砂轮主轴11上,通过标准刀柄将被修陶瓷CBN砂轮13安装在被修砂轮主轴7上,使被修陶瓷CBN砂轮13的弧形面的外轮廓弧线与工具砂轮12相切,保证工具砂轮12能够按要求有效的对被修陶瓷CBN砂轮13的弧形面进行磨削修整; 步骤2:在中央处理器内设置被修砂轮主轴7和工具砂轮主轴11的动作参数,被修砂轮主轴7和工具砂轮主轴11在中央处理器的控制下,依照对应的动作参数动作,具体的,采用以下方法; 如图2和图3所示:被修砂轮主轴7由能够沿X轴做匀速往复运动的X轴工作台3、设置在X轴工作台3上能够在Y轴做匀速往复运动的Y轴工作台4、设置在Y轴工作台4上能够沿A轴自由转动的A轴回转台5驱动,被修砂轮主轴7设置在A轴回转台5上;因为被修陶瓷CBN砂轮13为圆形砂轮,而修整的是被修陶瓷CBN砂轮13的外圆端面,即弧形面,因此常规的三维移动滑台(X,Y,Z)并不能使弧形面得到磨削,但是,本发明中A轴回转台5的设置能够使被修陶瓷CBN砂轮13沿A轴自由转动,以保证被修陶瓷CBN砂轮13的弧形面能够被按照要求修整;进一步的,由于被修整的是弧形面,因此被修陶瓷CBN砂轮13的中心点的运动轨迹也为弧形,因此被修陶瓷CBN砂轮13的动作参数包括被修陶瓷CBN砂轮13的中心点的坐标位置、被修陶瓷CBN砂轮13的中心点F的运动速度和被修砂轮主轴7的转速; 进一步的,由于在修整过程中,被修陶瓷CBN砂轮13的修整是依据步长按次数修整的,因此,为了获得第n次修整时被修陶瓷CBN砂轮13的中心点的位置坐标,定义以下参数: 定义被修陶瓷CBN砂轮13处于竖直方向且与工具砂轮12共面时,被修陶瓷CBN砂轮13的中心点F的坐标为坐标原点(0,0,0); 定义被修砂轮主轴7运动过程中,被修陶瓷CBN砂轮13的中心点F的当前坐标为(X,Y,A); 定义被修陶瓷CBN砂轮13的半径为R 定义被修陶瓷CBN砂轮13的砂轮层圆弧轮廓半径为R; 定义被修陶瓷CBN砂轮13的单次移动弦长为△L,即被修陶瓷CBN砂轮13的加工步长为△L; 定义X轴工作台3处于左端时被修陶瓷CBN砂轮13的位置为初始修正位置,X轴工作台3每向右动作一次,被修陶瓷CBN砂轮13的修整次数加一次,当前被修陶瓷CBN砂轮13的修整次数为n; 则被修砂轮主轴7的动作参数,即第n次修整时,被修陶瓷CBN砂轮13的中心点F的当前坐标(X,Y,A)为:
Y=(R
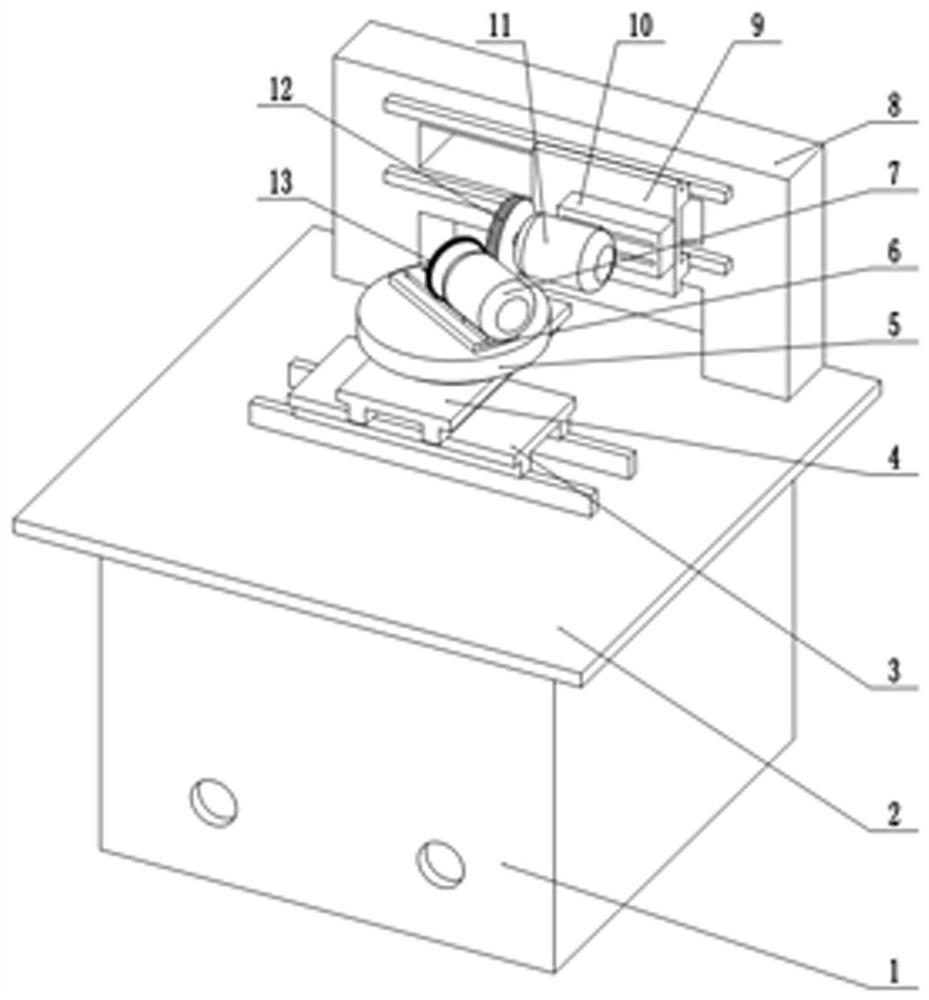
其中,0 被修陶瓷CBN砂轮13的中心点F的运动速度和被修砂轮主轴7的转速由历史经验值标定; 工具砂轮主轴11由能够沿与X轴平行的V轴方向做匀速往复运动的V轴工作台9驱动; 工具砂轮主轴11的动作参数包括在X轴上的往复距离、运动速度和转速,由工具砂轮12的厚度和历史经验值标定;工具砂轮主轴11的往复运动和自转能够保证工具砂轮12磨损的均匀性,进而保证被修陶瓷CBN砂轮13的修整精度; 步骤3:启动机床,使被修陶瓷CBN砂轮13在中央处理器的控制下动作,被工具砂轮12修整,直至修整过程完成,即修整次数n等于被修陶瓷CBN砂轮13的弧形面的长度与加工步长△L的比值;其中,所述的X轴工作台3、Y轴工作台4、A轴回转台5和V轴工作台9在中央处理器的统一控制下,有X轴、Y轴平动、A轴旋转的三轴联动及相匹配的V轴往复动作,从而实现机床特定的3.5轴联动控制,即使被修陶瓷CBN砂轮13在中央处理器的控制下动作。 如图1所示:本发明还提供了一种球道磨削用陶瓷CBN砂轮弧形面修整装置,包括底座1、设置在底座1上的工作台2、设置在工作台2上的能够沿X轴做匀速往复运动的X轴工作台3、设置在X轴工作台3上能够在Y轴做匀速往复运动的Y轴工作台4、设置在Y轴工作台4上能够沿A轴自由转动的A轴回转台5、设置在A轴回转台5上的调整垫板6、设置在调整垫板6上的被修砂轮主轴7、设置在被修砂轮主轴7上的被修陶瓷CBN砂轮13、设置在底座1上的横梁8、设置在横梁8上的调整板10、设置在调整板10上能够沿V轴做匀速往复运动的V轴工作台9、设置在V轴工作台9上的工具砂轮主轴11、设置在工具砂轮主轴11上的工具砂轮12和中央处理器;所述底座1和工作台2的设置便于本发明所述修正装置的移动,优选的,底座1下面还设置有万向轮;调整垫板6和调整板10的设置,便于在修整前手动调节被修砂轮主轴7和工具砂轮主轴11的方向;其中,X轴工作台3、Y轴工作台4和A轴回转台5用于在中央处理器的控制下驱动被修砂轮主轴7动作;V轴工作台9用于在中央处理器的控制下驱动工具砂轮主轴11动作;进一步的,所述的中央处理器可根据需要采用价格便宜、响应速度快的PLC等逻辑可编程器件,也可采用性能可靠、功能齐全的工业计算机;进一步的,所述的工具砂轮主轴11和被修砂轮主轴7均采用变频控制,可实现转速、转向的可调可控。 优选的,工具砂轮主轴11和被修砂轮主轴7的高度相同,工具砂轮主轴11的轴线与A轴垂直,以保证被修陶瓷CBN砂轮13的修整效果。 优选的,所述的工具砂轮主轴11和被修砂轮主轴7的轴端为用于安装标准刀柄的标准锥孔结构,所述工具砂轮12和被修陶瓷CBN砂轮13通过标准刀柄分别设置在工具砂轮主轴11和被修砂轮主轴7上,以提高本发明所述的修整装置的通用性。 为了便于本领域技术人员进一步理解本发明的技术方案,下面将以具体的实施例对本发明的技术方案作进一步的介绍: 本实施例中,欲将直径60mm、厚度7mm的用于球道成型的被修陶瓷CBN砂轮13修整为圆弧面半径R为3.25mm的被修陶瓷CBN砂轮13,使用的工具砂轮12为直径150mm、厚度10mm平型金刚石砂轮; 修整前,首先通过标准刀柄将工具砂轮12安装在工具砂轮主轴11上,通过标准刀柄将被修陶瓷CBN砂轮13安装在被修砂轮主轴7上,通过调整垫板6,使被修陶瓷CBN砂轮13的中心与A轴回转台5的轴线共线;移动X轴工作台3、Y轴工作台4和A轴回转台5使被修陶瓷CBN砂轮13的弧形面的中心与工具砂轮12相切,中心对正,在中央处理器内设置坐标原点(0,0,0)和加工步长△L,本实施例中△L=0.1mm,根据步骤2中所述的被修陶瓷CBN砂轮13的中心点F的当前坐标(X,Y,A)在中央处理器内设定控制程序,需要说明的是,中心点F的当前坐标(X,Y,A)只与当前修正次数n和加工步长△L有关;进一步的,根据历史经验值设定被修陶瓷CBN砂轮13的中心点F的运动速度为3mm/min,被修砂轮主轴7的转速100rpm;进一步的,根据历史经验值设定工具砂轮12的X轴上的往复距离为25mm、运动速度为400mm/min和转速为2500rpm;将上述动作参数导入中央处理器后启动机床,可在10min内自动完成用于球道成型的被修陶瓷CBN砂轮13外圆轮廓R3.25弧形面的修整加工;对修整后的弧形面进行检验,R3.25尺寸偏差小于0.01,产品加工效率远高于其它工艺方法,可完全满足产品的加工效率和精度要求。 本发明的有益效果为: 1.本发明所述的一种球道磨削用陶瓷CBN砂轮弧形面修整装置,机床采用多轴结构,通过中央处理器控制X、Y、A三轴联动,可实现对不同尺寸大小弧型面的修整加工,设备通用性强; 2.本发明所述的一种球道磨削用陶瓷CBN砂轮弧形面修整装置,机床通过V轴的往复运动,可使工具砂轮12整体面参与修整加工,从而大幅降低工具砂轮12的加工损耗,提高被修陶瓷CBN砂轮13的修整加工精度; 3.本发明所述的一种球道磨削用陶瓷CBN砂轮弧形面修整方法,通过展成动作,使被修陶瓷CBN砂轮13弧形面加工线被转化为直线,工具砂轮12沿展成直线做单轴向运动,可显著提高修整效率及加工精度; 4.本发明所述的一种球道磨削用陶瓷CBN砂轮弧形面修整方法,通过插补展成加工方法,可使用一种修整装置完成不同尺寸形状弧形面的修整加工,将极大降低修整加工成本,有利于定制化、小批量产品的生产; 5.本发明所述的一种球道磨削用陶瓷CBN砂轮弧形面修整方法,可快速得到X、Y、A三轴联动的插补运动轨迹,即被修陶瓷CBN砂轮13的中心点的运动轨迹,高效完成插补程序的编制; 6.本发明所述的一种球道磨削用陶瓷CBN砂轮弧形面修整方法,还可通过调整运动轨迹的相关加工步长△L的参数值,改变插补运动轨迹的插补精度,从而有效控制被修砂轮轮廓型面的精度。 最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
- 一种球道磨削用陶瓷CBN砂轮弧形面修整方法及装置
- 一种球道磨削用陶瓷CBN砂轮弧形面修整方法及装置