一种用于多工位工件拾取的机器人末端工具及其使用方法
文献发布时间:2023-06-19 09:44:49
技术领域
本发明属于机械加工技术领域,具体涉及一种用于多工位工件拾取的机器人末端工具及其使用方法。
背景技术
目前,随着工业经济的快速增长,市场上所需求的工业用品数量与种类都在快速增加,传统制造业中人工操作的加工生产方式日渐不能满足高生产率的加工要求。除了直接加工的设备需要进行机械化和自动化改造之外,辅助上料与下料过程也需要实现机械化和自动化,因此工业机器人市场的应用在不断扩大的同时,机器人的末端执行器的需求也在快速增长,以此来提升企业的生产力和降低整体运营成本,使企业达到更高的投资回报率。为此,需要一种用于多方位工件拾取的机器人末端工具的结构,通过此工具代替人工操作,以实现流水线并行生产,减少机器人运动周期时间,提高生产效率。
发明内容
本发明提供一种用于多工位工件拾取的机器人末端工具及其使用方法,以解决传统制造业中人工操作的加工生产方式日渐不能满足高生产率的加工要求的问题,使其代替人工操作,以实现流水线并行生产,减少机器人运动周期时间,提高生产效率,从而提升企业的生产力和降低整体运营成本,使企业达到更高的投资回报率。
本发明一方面提供一种用于多工位工件拾取的机器人末端工具,包括机器人的快换装置工具侧(1)、主体结构(2)和电磁铁组件(3);主体结构(2)与快换装置工具侧(1)连接;电磁铁组件(3)的数量为至少两个,且安装在主体结构(2)上;电磁铁组件(3)包括定位块(301)、缓冲器(302)和电磁铁(303),定位块(301)安装在主体结构(2)上,电磁铁(303)通过缓冲器(302)与定位块(301)连接。
本发明的用于多工位工件拾取的机器人末端工具,其能够用于拾取磁吸材质的工件,其电磁铁组件(3)的数量、安装具体位置根据生产线的现场布置以及拾取的工件大小、位置决定,其适用于两个以上的多工位工件拾取操作。
在以上方案中优选的是,主体结构(2)包括位于顶部的顶部焊接板(201)和位于底部的底部焊接板(206)。
还可以优选的是,主体结构(2)还包括中部焊接板,所述中部焊接板连接在顶部焊接板(201)和底部焊接板(206)之间。
还可以优选的是,所述中部焊接板包括第一中部焊接板(202)和第二中部焊接板(203)。
还可以优选的是,所述中部焊接板还包括连接在所述中部焊接板两侧的第一侧向焊接板(204)和第二侧向焊接板(205)。
还可以优选的是,快换装置工具侧(1)连接在顶部焊接板(201)上。
还可以优选的是,电磁铁组件(3)安装在底部焊接板(206)上。
还可以优选的是,电磁铁组件(3)的定位块(301)连接在底部焊接板(206)上。
还可以优选的是,电磁铁组件(3)的数量为四个,且均匀分布在主体结构(2)的两侧。
本发明另一方面提供一种用于多工位工件拾取的机器人末端工具的使用方法,包括以下步骤,
将机器人的快换装置工具侧(1)和主侧吸合锁紧之后,控制所述机器人移动所述机器人末端工具到加工生产线的上料端,用同一侧的电磁铁组件(3)向待加工工件移动,将该侧待接触所述待加工工件的电磁铁组件(3)的电磁铁(303)通电,通过电磁吸力抓取所述待加工工件;
控制所述机器人移动末端工具,通过另一侧空闲的电磁铁组件(3)向机加工工位上的已加工工件移动,通电电磁吸力抓取所述已加工工件,完成下料动作;
移动所述机器人移动末端工具,将所述待加工工件放置在待加工工位上,将所述待加工工件对应的电磁铁(303)断电,使电磁铁(303)失去磁性,释放所述待加工工件,完成上料动作;
移动所述机器人末端工具,将所述已加工工件放置在已加工工件放置区,将电磁铁(303)断电,释放所述已加工工件,完成上料、下料动作。
本发明能够达到以下有益效果:
本发明的用于多工位工件拾取的机器人末端工具及其使用方法,能够解决传统制造业中人工操作的加工生产方式日渐不能满足高生产率的加工要求的问题;使其代替人工操作,以实现流水线并行生产,减少机器人运动周期时间,提高生产效率,从而提升企业的生产力和降低整体运营成本,使企业达到更高的投资回报率;其结构轻巧紧凑,工件拾取方法简单有效,功能稳定可靠,装置成本较低,降低整体生产成本,提高了生产过程中的上料与下料效率;且结构上设置有缓冲装置,能够保证工件不受破坏,满足其良品率的要求。
附图说明
此处所说明的附图用来提供对本发明的进一步理解,构成本发明的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
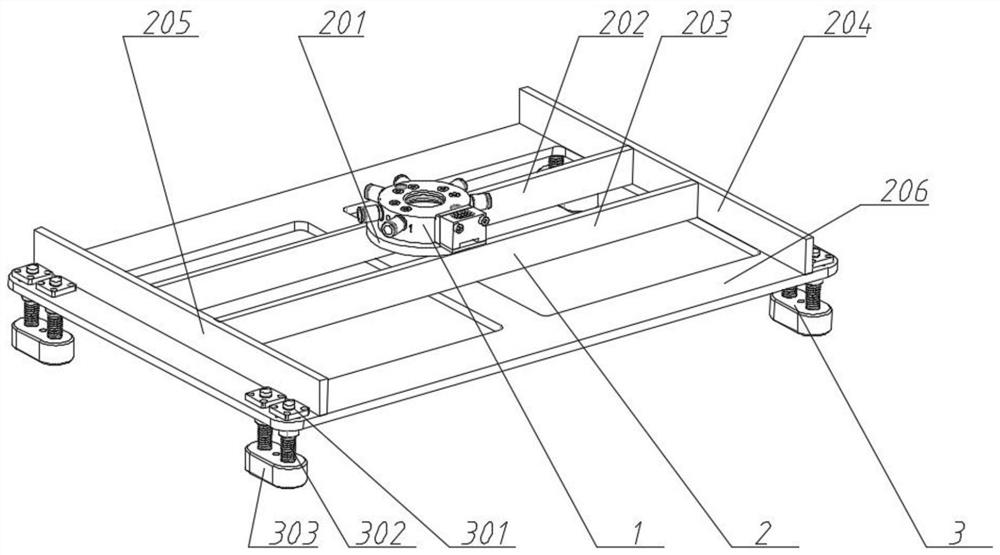
图1为本发明的用于多工位工件拾取的机器人末端工具的结构示意图。
图中:1为快换装置工具侧,2为主体结构,3为电磁铁组件,201为顶部焊接板,202为第一中部焊接板,203为第二中部焊接板,204为第一侧向焊接板,205为第二侧向焊接板,206为底部焊接板,301为定位块,302为缓冲器,303为电磁铁。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明具体实施例及相应的附图对本发明技术方案进行清楚、完整地描述。显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
以下结合附图,详细说明本发明各实施例提供的技术方案。
实施例1
一种用于多工位工件拾取的机器人末端工具,如图1,包括机器人的快换装置工具侧1、主体结构2和电磁铁组件3;主体结构2与快换装置工具侧1连接;电磁铁组件3的数量为至少两个,且安装在主体结构2上;电磁铁组件3包括定位块301、缓冲器302和电磁铁303,定位块301安装在主体结构2上,电磁铁303通过缓冲器302与定位块301连接。
本实施例的用于多工位工件拾取的机器人末端工具,其能够用于拾取磁吸材质的工件,且所述工件在抓放过程中允许一定的撞击、而不会出现结构或表面破坏。其电磁铁组件3的数量、安装具体位置根据生产线的现场布置以及拾取的工件大小、位置决定,其适用于两个以上的多工位工件拾取操作。其主体结构2可以为一个焊接为整体的焊接件,该焊接件可以通过铝合金等较轻型材料焊接而成。
实施例2
实施例1所述的用于多工位工件拾取的机器人末端工具,还可以具体的,主体结构2包括位于顶部的顶部焊接板201和位于底部的底部焊接板206。此时可以是,快换装置工具侧1连接在顶部焊接板201上。更为具体的,快换装置工具侧1可以通过螺纹连接结构连接在顶部焊接板201上。
还可以具体的,主体结构2还包括中部焊接板,所述中部焊接板连接在顶部焊接板201和底部焊接板206之间。所述中部焊接板可以焊接连接在顶部焊接板201和底部焊接板206之间。
还可以具体的,所述中部焊接板包括第一中部焊接板202和第二中部焊接板203。
所述中部焊接板起到连接其他各焊接板的作用,还能够提高这所述中部焊接板长度方向上的整体刚度。
还可以具体的,所述中部焊接板还包括连接在所述中部焊接板两侧的第一侧向焊接板204和第二侧向焊接板205。第一侧向焊接板204和第二侧向焊接板205可以通过焊接连接在所述中部焊接板的两侧,即第一中部焊接板202和第二中部焊接板203的两侧。
第一侧向焊接板204和第二侧向焊接板205起到连接作用,还能够提高这两块焊接板长度方向上的整体结构刚度。
还可以具体的,电磁铁组件3安装在底部焊接板206上。
还可以具体的,电磁铁组件3的定位块301连接在底部焊接板206上。
还可以具体的,电磁铁组件3的数量为四个,且均匀分布在主体结构2的两侧。
其中,顶部焊接板201可以为圆形,第一中部焊接板202、第二中部焊接板203、第一侧向焊接板204和第二侧向焊接板205均为矩形板,且四者均可以为竖向矩形板,底部焊接板206可以为矩形板。电磁铁组件3的数量可以为四个,四个电磁铁组件3可以分别位于底部焊接板206的四个角位置处,即其定位块301安装在底部焊接板206的四个角位置处,且定位块301可以通过螺纹连接结构安装在底部焊接板206的四个角位置处。
实施例3
实施例1或实施例2所述的用于多工位工件拾取的机器人末端工具的使用方法,包括以下步骤,
将机器人的快换装置工具侧1和主侧吸合锁紧之后,控制所述机器人移动所述机器人末端工具到加工生产线的上料端,用同一侧的电磁铁组件3向待加工工件移动,将该侧待接触所述待加工工件的电磁铁组件3的电磁铁303通电,通过电磁吸力抓取所述待加工工件;
控制所述机器人移动末端工具,通过另一侧空闲的电磁铁组件3向机加工工位上的已加工工件移动,通电电磁吸力抓取所述已加工工件,完成下料动作;
移动所述机器人移动末端工具,将所述待加工工件放置在待加工工位上,将所述待加工工件对应的电磁铁303断电,使电磁铁303失去磁性,释放所述待加工工件,完成上料动作;
移动所述机器人末端工具,将所述已加工工件放置在已加工工件放置区,将电磁铁303断电,释放所述已加工工件,完成上料、下料动作。
上述用于多工位工件拾取的机器人末端工具的使用方法,当电磁铁组件3的数量为四个时,还可以更为具体的,包括以下步骤,
将机器人的快换装置工具侧1和主侧吸合锁紧之后,控制该机器人移动所述机器人末端工具到加工生产线上料端,用同一侧的两个电磁铁组件3靠近待加工工件,给这两个接触待加工工件的电磁铁303通电,通过磁吸的方式同时抓取两件待加工工件;
控制移动所述机器人末端工具,使用空闲的两个电磁铁组件3靠近机加工工位上的两个已加工完的工件,通电磁吸这两个已加工工件,完成下料动作;
移动所述机器人末端工具将两件待加工工件放置在加工工位上,将待加工工件对应的电磁铁303断电,使电磁铁303失去磁性,释放待加工工件,完成上料动作。
移动所述机器人末端工具,将已加工工件放置在已加工工件放置区,将电磁铁303断电,释放已加工工件,即完成整个上料、下料动作过程。
可见,通过该取放过程实现了一个完整的双工位工件的快速取放周期过程。
以上所述仅为本申请的实施例而已,并不用于限制本申请。对于本领域技术人员来说,本申请可以有各种更改和变化。凡在本申请的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本申请的权利要求范围之内。
- 一种用于多工位工件拾取的机器人末端工具及其使用方法
- 用于多工位工件拾取的机器人末端工具